一种多晶粒尺度7系铝合金复合材料及其制备方法
1.本发明属于复合材料领域,具体涉及一种多晶粒尺度7系铝合金复合材料及其制备方法。
背景技术:
2.铝合金作为一种性能优异的轻量化金属材料,具有高的抗拉强度,良好的韧性和耐腐蚀性,抗疲劳性能好,被认为是航空航天工业发展中理想的结构材料。以7xxx为代表的高强韧铝合金,更是极大地提升了新型战斗机、运载火箭、远程导弹的作战能力和技术指标。因此,研究高强韧铝合金的制备技术,对7xxx铝合金的发展和应用具有重要意义。但是,7xxx铝合金在传统的铸造工艺下获得铸坯,经过简单热塑性变形(例如轧制、锻压、挤压)后,铸件凝固过程中有粗大树枝晶等缺陷。中强度7xxx铝合金在压缩变形过程中易产生局部应力集中,在腐蚀环境和机械应力的共同作用下,还具有高应力腐蚀敏感性(scc)。
3.传统的细化剂,例如中间合金细化剂aitib,其细化机理是通“tial3+tib2”复合形核来实现对α-al的晶粒细化。采用这种传统细化剂,铝中zr或si等强化元素会与tial3反应生成三元有害相,tial3消失,导致复合形核失效和“细化中毒”,即使添加到1wt.%-2wt.%,也无法进一步细化,因而难以通过调控细化剂的比例来实现材料的异构。而tcb晶种合金是ticx经过b/n掺杂填补空位,结构稳定。如果利用tcb细化剂,则可以通过增加细化剂的比例使铝合金进一步达到细化极限。tcb细化铝合金的细化机理是晶种直接形核:用高稳定化的ticb/n晶种单体代替“tial3+tib2”复合体,实现晶种细晶强化与界面共格强化的双重功效。随着调控细化剂的比例,晶粒细化程度差异明显。
4.yucheng ji等人发表的“high-throughput computing for screening the potential alloying elements of a 7xxx aluminum alloy for increasing the alloy resistance to stress corrosion crackingn”(高通量计算筛选7xxx铝合金潜在合金元素以提高合金抗应力腐蚀开裂能力)一文中,研究表明,cr、si、cu等元素可以有效提高合金的抗应力腐蚀性能。但是加入传统的细化剂(aitib或aitic),细化剂会与这些强化元素发生反应,晶粒细化失效,并且很难实现强度与塑性同步提升。例如,公开号为cn112609094a的中国专利公开了一种al-ti-b细化铝合金的制备方法,所得的铝合金铸锭中,晶粒尺寸为50~150微米。该材料存在以下不足:虽然强度大幅度提高,但是塑性损失也严重,细化剂抗衰退效果一般,而且制备工序繁琐复杂,制造周期冗长。kai zhao等人发表的“strengthening behavior of b doped tic particles on an al
–
zn
–
mg alloy”(b掺杂tic颗粒在al-zn-mg合金上的强化行为),研究表明,在al-5.5zn-1.5mg-0.3mn-0.2cu-0.1cr基体合金经1wt.%tcb颗粒强化后,复合材料的平均晶粒尺寸为7.4μm,基体合金的平均屈服强度和极限抗拉强度分别提高了15.2%和14.7%。
5.所以既要有加入细化剂得到的强度提升,又要有保持棒材芯部有一定的韧性,且制备方法简单,是目前许多研究者希望得到的。
技术实现要素:
6.本发明的目的在于提供一种多晶粒尺度7系铝合金复合材料及其制备方法。
7.实现本发明目的的技术解决方案为:一种棒状多晶粒尺度7系铝合金复合材料的制备方法,包括如下步骤:
8.步骤(1):熔炼、浇注生成具有不同tcb晶种合金细化剂含量的芯部棒材和外层圆环,外层圆环细化剂含量大于芯部棒材细化剂含量;
9.步骤(2):在400~500℃及惰性气体保护下,将芯部棒材挤压进外层圆环;
10.步骤(3):旋锻得到棒状多晶粒尺度7系铝合金复合材料。
11.一种板状多晶粒尺度7系铝合金复合材料的制备方法,包括如下步骤:
12.步骤(1):熔炼、浇注生成具有不同tcb晶种合金细化剂含量的板材;
13.步骤(2):将细化剂含量低的板材放置在中间位置,细化剂含量高的板材放置在两侧叠放,热轧,得到板状多晶粒尺度7系铝合金复合材料。
14.进一步的,所述芯部棒材和中间细化剂含量低的板材的细化剂的含量为0.1~0.2wt.%,外层圆环和两侧板材的细化剂的含量为1~2wt.%。
15.进一步的,步骤(1)中的熔炼、浇注具体为:
16.将铝锭放入真空熔炼炉,70
±
10分钟升温到680~720℃后,保温60
±
20分钟;
17.取出熔融态的铝搅拌均匀后按比例加入锌粉、镁粉、tcb晶种合金棒材,按需加入硅块、锆粉、铬粉;搅拌均匀后,放入熔炼炉保温30
±
10分钟浇注到预热的芯部棒材模具中,水冷后取出,用钢刷清洁表面,去除氧化层;与上述相同的方法,制备细化剂含量不同的外层圆环、板材。
18.进一步的,步骤(1)中芯部棒材的半径为10mm~50mm,外层圆环的半径与芯部棒材的半径比值为1.1:1~1.5:1。
19.进一步的,步骤(3)中的旋锻具体为:旋锻温度为200~300℃,进料速度为0.1~0.5m/min,模具旋转速度为10~30r/min,断面收缩率为10%~30%。
20.进一步的,步骤(1)制备的中间板材的尺寸为:长度、宽度为0.1~0.5m,厚度为10~50mm,两侧板材的长和宽与中间板材的长宽一致,叠放之后的板材和中间板材的厚度比值为1.1:1~3:1。
21.进一步的,步骤(2)中的热轧具体为:热轧温度为370~400℃,轧制道次为3~10道次,每次压下量为0.5~1mm,最终相对压下量为10%~30%。
22.一种棒状多晶粒尺度7系铝合金复合材料,采用上述的方法制备。
23.一种板状多晶粒尺度7系铝合金复合材料,采用上述的方法制备。
24.本发明与现有技术相比,其显著优点在于:
25.本发明通过调控细化剂的比例来实现内外分层的异构棒材,可以根据不同应用场景的不同需求,灵活地调节内外细化剂含量,适用性更广。
26.棒材加入的新型细化剂是al-tic(b)晶种合金细化剂,较传统细化剂,具有细化效果好,抗“中毒”,稳定长效等显著优势。
27.外围的铝合金加入更多的细化剂,晶粒尺寸变小到接近细化极限,在塑性略有下降的情况下,强度提升明显,并且提高了表面耐磨性;这种棒材整体强度就高于普通铝棒,外围“硬”,中心“软”。
28.在制备方法上,本材料的多晶粒尺度,不是通过传统的大塑性变形得到的,而是通过灵活地控制内外层细化剂的含量,实现多晶粒尺度,从而同时提升强度和塑性,提高棒材整体的力学性能;最后,还可以通过不同的热处理工艺,实现梯度材料;工艺简单,污染小,此棒材适用于工业化生产。
附图说明
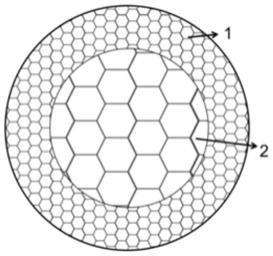
29.图1为本发明的棒状铝合金复合材料截面示意图。
30.图2为本发明的制备外层圆管的模具示意图。
31.图3为本发明的制备内层棒芯的模具示意图。
32.图4为本发明的板状铝合金复合材料截面示意图。
33.附图标记说明:
34.1-外层圆环,2-芯部棒,3-外层型腔,4-芯部型腔,5-外层板,6-内层板。
具体实施方式
35.下面结合附图对本发明作进一步详细描述。
36.一种多晶粒尺度7xxx铝合金复合材料,棒材中心和外层部分都是tcb细化铝合金材料,通过调控细化剂的比例来实现多晶粒尺度的棒材。其中芯部含有0.1~0.2wt.%的tcb晶种合金细化剂,外层含有1~2wt.%的tcb。棒材则长度范围为0.1m~0.5m,半径范围10mm~50mm,外层与内层半径比值约为1.1:1~1.5:1;板材则长度、宽度范围为0.1~0.5m,厚度范围10~50mm,总厚度与内层厚度比为1.1:1~3:1。其特征主要包括以下步骤:
37.(1)准备棒材原料:纯度≥99.7%的铝、锌粉、镁粉,al-tic(b)晶种合金棒材。以下原料按需准备:纯度≥99.7%的硅块、铜粉、锆粉、铬粉。
38.(2)准备内层、外层浇注模具:棒材内层模具内径为6.5~45.5mm,长度为0.1~0.5m。外层模具为空心圆环,内径与内层模具相同,内外径比为1:1.1~1:1.5。长度稍短于内层模具,约为内层模具的0.9倍。可根据最终复合材料的层数适当调整模具个数。
39.(3)制备内外层铝合金材料:将各类粉末混合均匀。将铝锭放入真空熔炼炉,70分钟升温到680~720℃后,保温一小时。取出熔融态的铝搅拌均匀后按一定比例加入锌粉、镁粉、al-tic(b)晶种合金棒材,按需加入硅块、锆粉、铬粉。搅拌均匀后,放入熔炼炉保温30分钟浇注到相应的模具中,水冷后取出,用钢刷清洁表面,去除氧化层。获得一个tcb含量较少的内层圆棒(或板),和tcb含量较多的外层空心圆管(或板)。对结合界面进行砂纸打磨—水洗—丙酮超声清洗—水洗—酸洗—再水洗步骤,最后快速吹干,并用惰性气体对表面进行保护,保证接触面具有一定的粗糙度、无油且洁净,有助于界面的结合。
40.(4)结合:棒材将(3)中所得内、外两段材料,棒材则在在400~500℃及惰性气体保护下,用外力将芯部棒材挤压进外圆柱筒,形成一个整体。去除内层棒材多出部分后进行低温旋锻变形,使两者结合更加稳固。旋锻在200~300℃下进行,进料速度控制在0.1~0.5m/min,模具旋转速度为10~30r/min,最后旋锻变形到所需直径大小,断面收缩率在10%~30%。板材则将不同tcb含量的板材叠放在一起,通过热轧结合,相对压下量为10%~30%。
41.实施例1
42.步骤(1):准备棒材原材料:纯度≥99.7%铝锭、50~100μm的5.5wt.%锌粉、
1.5wt.%镁粉、0.1wt.%铬粉,(用于制备al-5.5zn-1.5mg-0.1cr铝合金基体材料)0.1wt.%和1wt.%的al-tic(b)晶种合金棒材两小段,纯度≥99.7%的硅块。
43.步骤(2):准备内层、外层浇注模具:内层模具内径为10mm,长度为0.11m。外层模具为空心圆环,长度为0.1m。圆环实心部分的外径为10mm,外层空心部分的内径为13mm。
44.步骤(3):制备棒材:将各类粉末混合均匀。将铝锭放入真空熔炼炉,70分钟升温到720℃后,保温一小时。取出熔融态的铝搅拌均匀后,加入称量好的5.5wt.%锌粉、1.5wt.%镁粉、0.1wt.%铬粉,0.1wt.%al-tic(b)晶种合金棒材。搅拌均匀,放入熔炼炉保温30分钟,待模具预热到200~300℃后,浇注到相应的制备内层棒材的模具中,水冷后取出,用钢刷清洁表面,去除氧化层。重复以上步骤,加入tcb的含量为1wt.%。将熔融铝液浇注到相应的制备外层圆环的模具中。水冷后取出,用钢刷清洁表面,去除氧化层。
45.步骤(4):将(3)中所得内、外两段材料,在外力的作用下将芯部棒材挤压进外圆柱筒,形成一个整体。该过程在400~500℃及惰性气体保护下进行。去除内层棒材多出部分。
46.步骤(5):将(4)中所得材料放入旋锻机中旋锻,送进速率200mm/min,旋转速率10r/min,断面收缩率10%。
47.所制备的al-5.5zn-1.5mg-0.1cr铝合金棒材组成为:基体棒材内外层都是al-5.5zn-1.5mg-0.1cr铝合金,中心部分含0.1wt.%的al-tic(b)晶种合金,外层含1wt.%的al-tic(b)晶种合金,内外层半径比值约为1:1.3。
48.实施例2
49.步骤(1):准备棒材原材料:纯度≥99.7%铝锭、50~100μm的3wt.%锌粉、3wt.%镁粉、5wt.%硅块(用于制备al-3zn-3mg-5si铝合金基体材料),0.1wt.%和1.5wt%的al-tic(b)晶种合金棒材两小段,纯度≥99.7%的硅块。
50.步骤(2):准备板状浇注模具:长度0.2m,宽度0.2m,厚度10mm。
51.步骤(3):制备板材:将各类粉末混合均匀。将铝锭放入真空熔炼炉,70分钟升温到720℃后,保温一小时。取出熔融态的铝搅拌均匀后,加入称量好的3wt.%锌粉、3wt.%镁粉、5wt.%硅块,0.1wt.%al-tic(b)晶种合金棒材。搅拌均匀,放入熔炼炉保温30分钟,,待模具预热到200-300℃后,浇注到制备板状材料的模具中,水冷后取出,用钢刷清洁表面,去除氧化层。重复以上步骤两次,加入tcb的含量为1.5wt.%。将熔融铝液浇注到制备板状材料的模具中,浇注厚度为内层材料的一半。水冷后取出,用钢刷清洁表面,去除氧化层。获得一块内层板材,和两块外层板材。
52.步骤(4):将(3)中所得内、外三层材料,叠放在一起,进行热轧,相对压下量为10%,使界面更好地结合。
53.所制备的al-3zn-3mg-5zr铝合金板材组成为:基体棒材内外层都是al-5.5zn-1.5mg-0.2zr铝合金,中心部分含0.2wt.%的al-tic(b)晶种合金,外层含1.5wt.%的al-tic(b)晶种合金,内层板材厚度与总厚度比值约为1:3。
54.实施例3
55.步骤(1):准备棒材原材料:7005铝合金,0.1wt.%,0.4wt%和2wt%的al-tic(b)晶种合金棒材三小段。
56.步骤(2):准备内层、中间层、外层浇注模具:内层模具内径为30mm,长度为0.5m。中间层模具用来浇注中间层空心圆管,长度为0.49m,圆管内径为30mm,外径为40mm。外层模具
用来浇注外层空心圆管,长度0.48m,圆管内径40mm,外径50mm。
57.步骤(3):制备棒材:将7005铝合金放入真空熔炼炉,70分钟升温到720℃后,保温一小时。取出熔融态的铝搅拌均匀后,0.1wt.%al-tic(b)晶种合金棒材。搅拌均匀,放入熔炼炉保温30分钟,待模具预热到200~300℃后,浇注到相应的制备内层棒材的模具中。重复以上步骤,加入tcb的含量为0.4wt.%,将熔融铝液浇注到相应的制备中间层圆管的模具中。重复以上步骤,加入tcb的含量为2wt.%,将熔融铝液浇注到相应的制备外层圆管的模具中。各棒材水冷后取出,用钢刷清洁表面,去除氧化层。
58.步骤(4):将(3)中所得内层芯棒和中间层、外层空心圆管,在外力挤压下结合到一起。该过程在400~500℃及惰性气体保护下进行。去除内层、中间层棒材多出部分。
59.步骤(5):将(4)中所得材料放入旋锻机中旋锻,送进速率200mm/min,旋转速率10r/min,断面收缩率20%。
60.所制备的tcb细化7005铝合金棒材组成为:基体棒材内外层都是7005铝合金,中心部分含0.1wt.%、中间层含0.4wt.%、外层含2wt.%的al-tic(b)晶种合金,内层、中间层、外层半径比值约为1:1.3:1.7。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1