一种非固态模锻磨球的装置及方法与流程
1.本发明涉及利用非固态模锻技术制备零缺陷磨球的技术领域,特别是涉及一种非固态模锻磨球的装置及方法。
背景技术:
2.磨球是球磨机和半自磨机内必不可少的研磨体,靠磨球与物料之间的机械冲击与摩擦实现物料的破碎与研磨,其工况条件极其恶劣,既要求高硬度,又要求高的抗冲击疲劳破坏能力。现有技术中,卧式液态模锻机的料筒位于模具下方,锤头将料筒内的金属熔体向上压射,进入模腔,这样极易卷气卷渣,无法用来生产零缺陷磨球,并且磨球的制备方法主要是液态铸造、固态锻造及固态轧制三大类,材料有合金白口铁、奥贝球铁及高碳钢,其中合金白口铁磨球和奥贝球铁磨球硬度高、抗磨性强,但由于内部有铸造缺陷或晶粒粗大,使用中出现异常破碎,破碎率高达10%以上,严重影响研磨效率,而固态锻造或轧制钢球破碎率低,但抗磨性不足,球耗高,材料浪费严重。
技术实现要素:
3.本发明的目的是提供一种非固态模锻磨球的装置及方法,以解决上述现有技术存在的问题。
4.为实现上述目的,本发明提供了如下方案:一种非固态模锻磨球的装置,包括:
5.机架,所述机架包括主体和活动横梁,所述活动横梁可活动地设置于所述主体上,且所述活动横梁能够沿竖直方向滑动;
6.油缸组件,所述油缸组件包括由上而下依次设置于所述主体上的主缸和下缸,所述活动横梁位于所述主缸和所述下缸之间,所述主缸与所述活动横梁的顶端连接,所述活动横梁的底端安装有挤压缸;
7.模具组件,所述模具组件包括上半模和设置于所述上半模底部的下半模,所述上半模的顶面与所述活动横梁的底端连接,所述下缸位于所述下半模的底部,所述上半模的中心安装有料筒,所述料筒内设有下压头,所述下缸贯穿所述下半模的中心并与所述下压头连接,所述挤压缸连接有上压头,所述上压头与所述料筒上下对应设置,所述上压头能够沿所述料筒的顶口伸入,所述料筒的底面位于所述上半模与所述下半模的分模面中心,所述料筒的顶面与所述上半模的顶面平齐,所述上半模具有多个环绕所述上半模中心周向分布的上半球坑,所述下半模具有多个环绕所述下半模中心周向分布的下半球坑,所述上半球坑与所述下半球坑合模后形成球形空腔,所述球形空腔与所述料筒的侧面之间开设有流道。
8.优选的,所述主体包括顶梁和底梁,所述顶梁和所述底梁的边角处之间连接有多个立柱,多个所述立柱贯穿所述活动横梁的边角处。
9.优选的,所述主缸安装于所述顶梁上,所述主缸的活塞杆与所述活动横梁的顶端固接,所述活动横梁底端的边角处通过多个拉杆与所述上半模的顶面固接,所述下缸安装
于所述底梁上,所述下缸的活塞杆贯穿所述下半模并与所述下压头固定,所述挤压缸的活塞杆与所述上压头固定。
10.优选的,所述主缸的额定推力为5000~10000kn,所述挤压缸的额定推力为600~2000kn,所述下缸的额定推力为50~200kn。
11.优选的,所述上半模和所述下半模均由耐热铸铁制成,所述上半球坑与所述下半球坑的数量均为2~12个,相邻的所述上半球坑之间的距离为15~30mm,相邻的所述下半球坑之间的距离为15~30mm,所述上半球坑的顶部设有排气塞,所述排气塞的周边设有多个排气孔,所述排气孔的形状为半圆形、三角形和梯形中的任一种。
12.优选的,所述流道截面积为所述球形空腔横截面积的1/6~1/2。
13.优选的,所述料筒由模具钢、耐热铸铁或耐火材料制成,所述料筒为内径80~300mm的圆筒形结构,所述料筒的壁厚为15~50mm。
14.优选的,所述上压头为螺柱型圆柱压头,所述上压头的直径比所述料筒的内径小0.15~2mm,所述上压头工作段的长度为所述上压头直径的0.8~1.5倍。
15.优选的,所述下压头为螺孔型圆柱压头,所述下压头的直径比所述料筒的内径小0.10~1.5mm,所述下压头工作段的长度为所述下压头直径的0.5~1.0倍。
16.一种非固态模锻磨球的方法,其是通过以下步骤实现的:
17.s1,合模,同时封闭所述球形空腔与所述料筒之间的所述流道;
18.s2,将熔制合格的金属熔体浇入所述料筒内静置,直至气体和夹杂物上浮至表面;
19.s3,压紧模具并进行保压延时;
20.s4,在保压延时期间,对金属熔体加压,开启所述球形空腔与所述料筒之间的所述流道,使金属熔体通过所述流道进入所述球形空腔并充满;
21.s5,增大对金属熔体的压力,使补充体收缩,直至金属熔体完全凝固形成磨球;
22.s6,开模并顶出磨球,将出模后的磨球冷却,打掉工艺余料,进行热处理。
23.本发明公开了以下技术效果:
24.(1)金属熔体在进入模腔之前在料筒内静置,可以使气体和夹杂物上浮;
25.(2)流道在料筒的下方,保证了进入模腔的金属熔体干净;
26.(3)压头加压可以使金属熔体在压力作用下凝固,补缩充分,使得磨球的外观光洁,内部组织细密,强韧性兼备,耐磨性好;
27.(4)下压头封闭流道,可以防止重力下充型,形成冷隔;
28.(5)本发明制备的磨球内部组织致密,无缩孔和缩松,高硬度与高韧性兼备,磨耗和破碎率双低,并且耐磨性强。
附图说明
29.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
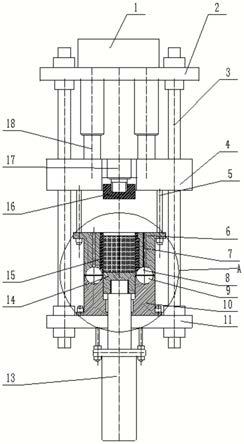
30.图1为本发明非固态模锻磨球的装置的结构示意图;
31.图2为本发明球形空腔的结构示意图;
32.图3为图1中a的局部放大图;
33.其中,1为液压系统,2为顶梁,3为立柱,4为活动横梁,5为拉杆,6为上半模,7为排气塞,8为上半球坑,9为下半球坑,10为下半模,11为底梁,12为流道,13为下缸,14为下压头,15为料筒,16为上压头,17为挤压缸,18为主缸。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
36.参照图1-3,本实施例提供一种非固态模锻磨球的装置,由机架、油缸组件、液压系统1和模具组件组成。
37.机架由顶梁2、活动横梁4、底梁11及将顶梁2、活动横梁4、底梁11连接在一起的四个立柱3组成;活动横梁4下平面安装有长200-600mm的拉杆5;
38.油缸组件包括主缸18、挤压缸17和下缸13三种作动油缸;主缸18安装在顶梁2上,其活塞杆与活动横梁4连接,带动活动横梁4做上下运动,实现模具的开合、锁紧和保压,额定推力5000~10000kn;挤压缸17安装在活动横梁4内,其活塞杆穿过活动横梁4,并且在其活塞杆端安装有上压头16,在随着活动横梁4运动的同时,可以独立上下运动,带动上压头16对金属溶体挤压、补缩,其速度可设可调,其活塞杆内通有冷却水,额定推力600~2000kn;下缸13安装在底梁11上,其活塞杆安装下压头14,可以独立上下运动,其活塞杆穿过底梁11,带动下压头14做垂直上下运动,在挤压缸17加压时,可以被动或主动回退设定距离,额定推力50~200kn。
39.液压系统1包括油箱、油泵、电机及阀组等液压元器件,位于顶梁2上方,可实现各油缸压力和活塞杆位移的连续调节,并可结合电气系统通过各种传感器将压力、位移及各种报警信号经plc可编程序控制系统处理完成对整机的控制;控制的系统包括控制柜、操作台、触摸屏等,位于地面上。
40.模具组件包括上半模6、下半模10、料筒15、上压头16和下压头14。
41.上半模6用耐热铸铁制成,其上开有2~12个上半球坑8,上半球坑8围绕料筒15均匀布置1~3圈,相邻上半球坑8之间的净距离15~30mm,每个上半球坑8的顶部设有直径为上半球坑8直径1/15~1/8的顶杆或排气塞7,顶杆或排气塞7的周边开有10~30个半径0.2~0.5mm的半圆形排气孔或深度为0.2~0.5mm的三角形排气孔或深度为0.2~0.5mm的矩形排气孔或深度为0.2~0.5mm的梯形排气孔;
42.下半模10用耐热铸铁制成,开有与上半模6数量相等、位置相对应的2~12个下半球坑9,上半模6和下半模10闭合时,上半球坑8和下半球坑9对合,形成完整的球形空腔;球形空腔与料筒15侧面之间开有流道12,流道12截面积为球形空腔横截面积的1/6~1/2;
43.料筒15由模具钢、耐热铸铁或耐火材料制成,是内径80~300mm的圆筒形,壁厚15~50mm;其底面位于上半模6与下半模10的分模面中心,垂直于分模面;其上端面与上半模6
上平面平齐,其下端侧面开有与上半球坑8数量相等、位置在同一半径线上的流道口,流道口与流道12相连通,流道口形状为半圆形或梯形;
44.上压头16为螺柱型圆柱压头,用球铁或h13钢制成,其直径比料筒15内径小0.15~2mm,工作段长度为其直径的0.8~1.5倍;下压头14为螺孔型圆柱压头,用球铁或h13钢制成,其直径比料筒15内径小0.10~1.5mm,工作段长度为其直径的0.5~1.0倍。
45.一种非固态模锻磨球的方法,对浇入模具腔内的磨球金属熔体进行非固态模锻成形,磨球金属熔体是指温度高于磨球金属固相线温度的固液混合物,其材料是合金白口铁或奥贝球铁;固液混合物中固体颗粒的尺寸10μm~2mm,体积分数0~70%;
46.模具腔由铸铁或铸钢加工制成,包括料筒15、磨球腔和內浇道腔三部分;料筒15数量为1个,位于模具中央;磨球腔4~10个,围绕料筒15圆周均布,相邻磨球腔间的净距离15~25mm;內浇道腔数量与磨球腔数量相同,将料筒15与磨球腔连通,其横截面积等于磨球最大直径面截面积的1/5~1/2;
47.非固态模锻是对非固态磨球金属熔体施加5~150mpa的压强,使其流变充型、凝固和致密化,其包括如下密不可分的步骤:
48.s1:将下压头14推入料筒15内,将料筒15下端的內浇道腔入口封闭;下压头14为圆柱形,长度为內浇道腔入口高度+20~50mm;內浇道腔入口为圆形或双梯形;
49.s2:将熔制合格的磨球金属熔体浇入料筒15内;料筒15上口内直径比筒体本体内直径小0.5~5mm,下端位于分模面上,下端侧面开有內浇道腔;
50.s3:利用上压头16对料筒15内的磨球金属熔体加压,料筒15底部的下压头14回退,打开料筒15侧壁的內浇道腔,磨球金属熔体通过內浇道腔进入磨球腔,充满磨球腔;上半部分的磨球腔的顶面设有直径10~20mm的排气塞7;
51.s4:增大上压头16压力,继续推动料筒15内的金属熔体向磨球腔内流动,补充磨球凝固过程的体收缩,直至磨球金属熔体完全凝固;
52.s5:抽出上压头16,打开模具,顶出磨球和工艺余料,工艺余料包括內浇道腔和料筒15内的余料;
53.s6:将出模后的磨球和工艺余料在空气中冷却至30~80℃,打掉工艺余料,将磨球装入回火炉进行120~180℃回火处理,保温时间6~12h;
54.s7:磨球出回火炉空冷至室温,得到本实施例的零缺陷磨球。
55.而若将本实施例中提到的非固态模锻磨球的装置结合到上述的方法,并结合plc程序控制,其实施过程是通过以下顺序的动作实现的:
56.s1:活动横梁4下行,使上半模6和下半模10闭合;同时,下缸13推动下压头14进入料筒15内,将料筒15底部的流道12封闭;
57.s2:将熔制合格的磨球金属熔体浇入料筒15内静置1~5秒,其内的气体和夹杂物上浮至表面;
58.s3:活动横梁4再次下行,将上半模6和下半模10压紧并保压延时;
59.s4:在活动横梁4保压延时期间,利用挤压缸17带动上压头16对料筒15内的金属熔体加压,下缸13带动料筒15底部的下压头14回退,打开料筒15侧壁的流道12,磨球金属熔体通过流道12进入球形空腔并充满;
60.s5:增大挤压缸17的压力,通过上压头16继续推动料筒15内的金属熔体向球形空
腔内流动,补充体收缩,直至磨球金属完全凝固;
61.s6:主缸18卸压回程,拉杆5拉动上半模6,打开模具,顶出磨球,将出模后的磨球冷却至30~80℃,打掉工艺余料,进行必要的热处理,得到零缺陷磨球。
62.在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
63.以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1