一种提高高碳钢热轧线材强度的电脉冲处理方法
1.本发明涉及钢丝线材技术领域,特别是指一种提高高碳钢热轧线材强度的电脉冲处理方法。
背景技术:
2.随着经济的快速发展,我国金属制品行业进入了蓬勃发展时期,港口吊装用钢丝绳、矿井提升用钢丝绳、电缆用钢丝绳、高压胶管增强用钢丝、桥梁缆索用钢丝的用量越来越大。这些钢丝的使用性能大多取决于其自身的强度级别,而这些钢丝的强度很大程度上又依赖于母材高碳钢热轧线材的强度。因此,提高高碳钢热轧线材的强度对推动我国金属制品行业的进一步发展具有重要意义。
3.目前,国内外提高高碳钢热轧线材强度的方法一般分为两种:一是通过优化高碳钢合金体系;二是通过控制冷却工艺。现有技术中公开了一种高碳盘条钢及其生产工艺,通过优化钢中mn、cr、nb元素的含量使得高碳盘条强度得以提升。现有技术中还公开了一种特高强度钢帘线、特高强度钢帘线用盘条及其生产方法,其采用斯太尔摩冷却线对盘条进行控温冷却使得高碳盘条强度得以提升。通过优化高碳钢合金体系,虽然能显著提高高碳钢热轧线材的强度,但是其会使线材的生产成本大大增加。而通过控制冷却工艺的方法提高线材强度,其工艺条件较苛刻且线材强度提升幅度较小。因此,需要开发一种新型的能够显著提高高碳钢热轧线材强度的处理方法。
技术实现要素:
4.本发明通过将轧制、控温冷却和电脉冲相结合,提供一种提高高碳钢热轧线材强度的电脉冲处理方法。
5.该方法通过将轧制、控温冷却和电脉冲相结合的工艺优化,从轧制温度、冷却工艺、脉冲电流、脉冲频率、脉冲处理时间等方面,提出了一种提高高碳钢热轧线材强度的方法。在不改变高碳钢坯成分的前提下,实现了高碳钢热轧线材强度的显著提高,有利于高强度高碳钢热轧线材生产成本的降低和钢丝类金属制品使用性能的提升。具体工艺步骤如下:
6.(1)将高碳钢坯通过热轧的方式轧制成线材;
7.(2)将步骤(1)中轧制得到的线材进行控温冷却;
8.(3)将步骤(2)中控温冷却得到的线材进行电脉冲处理,电脉冲处理时,采用双向脉冲,脉冲频率为100~500hz。
9.其中,所述步骤(1)中热轧开轧温度为950~1000℃,终轧温度为870~920℃。
10.所述步骤(2)中控温冷却过程采用等温盐浴处理工艺。
11.所述等温盐浴处理工艺中,热轧得到的线材以14~18℃/s的冷却速率,冷却至珠光体相变温度570~600℃。
12.所述线材冷却至珠光体相变温度后,保温5~15min,保温后的线材空冷至室温。
13.所述步骤(3)中脉冲有效电流为30~500a/mm2,脉冲处理时间为20~120s。
14.本发明方法原理如下:
15.利用电脉冲处理金属材料时,其会促使材料的微观结构向低电阻状态演变,也就是说电脉冲处理会使得材料倾向于以电阻率变低的方式来配置微观结构。高碳钢热轧线材的微观结构为片状渗碳体和铁素体交替排列的层状结构,而由于渗碳体中碳含量较高铁含量较低,导致其电阻率要比铁素体的电阻率大得多。因此,利用电脉冲处理高碳钢热轧线材时,材料为降低自身电阻率,其内部排列方向与脉冲电流方向垂直的渗碳体板条,排列方向会趋向于转变为与脉冲电流方向平行。
16.渗碳体板条排列方向的转变,实质上是由材料内碳原子扩散来完成的。在进行电脉冲处理时,排列方向与脉冲电流方向垂直的渗碳体板条,其内部碳原子会扩散到铁素体中,在铁素体中重新形成与脉冲电流方向平行的板条状渗碳体。而电脉冲处理时间较短,只会有少部分碳原子由渗碳体中扩散到铁素体中。因此,并不会破坏材料原本的片层状组织结构,只会在铁素体中形成一些沿脉冲电流方向排列,尺寸较短的渗碳体板条。这些新形成的板条状渗碳体会将原本为条状的铁素体分割成更细小的铁素体晶粒。
17.如上所述,高碳钢热轧线材经电脉冲处理后,材料内部不仅铁素体晶粒变的更加细小,且片层状组织结构得以保存。所以,电脉冲处理可有效提高高碳钢热轧线材强度。
18.本发明的上述技术方案的有益效果如下:
19.上述方案中,通过轧制、控温冷却和电脉冲相结合的处理工艺,使得高碳钢热轧线材强度得以提升。本发明的生产工艺与不添加电脉冲处理的生产工艺相比,生产得到的高碳钢热轧线材强度更高。本发明的一种提高高碳钢热轧线材强度的电脉冲处理方法不仅可以有效提高高碳钢热轧线材的强度,而且简单易行。
附图说明
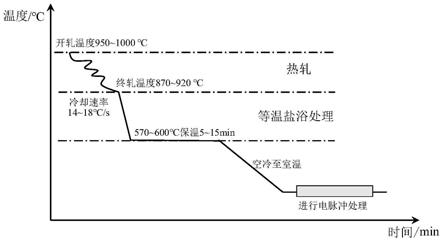
20.图1为本发明的提高高碳钢热轧线材强度的电脉冲处理方法工艺要求示意图;
21.图2为本发明实施例中未经电脉冲处理的高碳钢热轧线材微观组织sem图;
22.图3为本发明实施例中经电脉冲处理后的高碳钢热轧线材微观组织sem图。
具体实施方式
23.为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
24.本发明提供一种提高高碳钢热轧线材强度的电脉冲处理方法。
25.如图1所示,该方法(1)将高碳钢坯通过热轧的方式轧制成线材;
26.(2)将步骤(1)中轧制得到的线材进行控温冷却;
27.(3)将步骤(2)中控温冷却得到的线材进行电脉冲处理,电脉冲处理时,采用双向脉冲,脉冲频率为100~500hz。
28.其中,步骤(1)中热轧开轧温度为950~1000℃,终轧温度为870~920℃。
29.步骤(2)中控温冷却过程采用等温盐浴处理工艺。等温盐浴处理工艺中,热轧得到的线材以14~18℃/s的冷却速率,冷却至珠光体相变温度570~600℃。线材冷却至珠光体相变温度后,保温5~15min,保温后的线材空冷至室温。
30.步骤(3)中脉冲有效电流为30~500a/mm2,脉冲处理时间为20~120s。
31.下面结合具体实施例予以说明。
32.实施例1
33.(1)将含碳量为0.82wt%的高碳钢坯通过热轧得到φ12.5mm规格的线材,开轧温度为950℃,终轧温度为870℃。
34.(2)将热轧得到的线材采用盐浴处理工艺以14℃/s的冷却速率冷却至570℃,而后在570℃保温5min,保温后的线材空冷至室温,所得线材强度为1100mpa,此时线材内部微观组织如图2所示。
35.(3)对热轧和控温冷却得到的线材进行电脉冲处理,电脉冲参数为:采用双向脉冲;其中,脉冲频率为100hz、脉冲有效电流30a/mm2、脉冲处理时间为20s。电脉冲处理后线材内部微观组织如图3所示。
36.(4)电脉冲处理后,线材的抗拉强度达到了1230mpa。通过对比图2与图3发现,电脉冲处理后高碳钢热轧线材内部铁素体中,形成了一些沿脉冲电流方向排列,尺寸较短的渗碳体板条。这些渗碳体板条将原本为条状的铁素体分割成了更细小的铁素体晶粒。并且线材组织基本保持了原有的片层状结构。
37.实施例2
38.(1)将含碳量为0.93wt%的高碳钢坯通过热轧得到φ13mm规格的线材,开轧温度为975℃,终轧温度为895℃。
39.(2)将热轧得到的线材采用盐浴处理工艺以16℃/s冷却速率冷却至585℃,而后在585℃保温10min,保温后的线材空冷至室温,所得线材强度为1235mpa。
40.(3)对热轧和控温冷却得到的线材进行电脉冲处理,电脉冲参数为:双向脉冲;其中,脉冲频率为250hz、脉冲有效电流300a/mm2、脉冲处理时间为60s。
41.(4)电脉冲处理后,线材的抗拉强度达到了1380mpa。
42.实施例3
43.(1)将含碳量为1.03wt%的高碳钢钢坯通过热轧得到φ13.5mm规格的线材,开轧温度为1000℃,终轧温度为920℃。
44.(2)将热轧得到的线材采用盐浴处理工艺以18℃/s冷却速率冷却至600℃,而后在600℃保温15min,保温后的线材空冷至室温,所得线材强度为1350mpa。
45.(3)对热轧和控温冷却得到的线材进行电脉冲处理,电脉冲参数为:双向脉冲;其中,脉冲频率为500hz、脉冲有效电流500a/mm2、脉冲处理时间为120s。
46.(4)电脉冲处理后,线材的抗拉强度达到了1490mpa。
47.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1