光伏焊带镀层装置的制作方法
1.本实用新型涉及光伏焊带技术领域,尤其是涉及一种光伏焊带镀层装置。
背景技术:
2.在现有技术中,异型焊带在生产中通过需要进行多次导向,在导向过程中,铜丝极易出现抖动,不仅会降低异型焊带的良品率,而且还会影响异型焊带的使用性能,使得异型焊带的市场竞争力变低。
技术实现要素:
3.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型的一个目的在于提出一种光伏焊带镀层装置,所述光伏焊带镀层装置所生产的异型焊带良品率高,使用性能较高。
4.根据本实用新型实施例的光伏焊带镀层装置,包括:布线轮、导向轮、翻转轮、液体镀料池、刮板和风刀,所述导向轮的中心轴线与所述布线轮的中心轴线位于同一竖直平面内,所述翻转轮与所述布线轮间隔开,铜丝从所述布线轮绕入,经过所述翻转轮后,所述铜丝的表面翻转,所述液体镀料池内可设有预镀料液,所述刮板设于所述液体镀料池内,所述风刀位于所述液体镀料池外部,所述铜丝经过所述翻转轮后,经过所述刮板、所述风刀后沿竖直方向延伸。
5.根据本实用新型实施例的光伏焊带镀层装置,通过设有布线轮和翻转轮,使得铜丝在传递过程之中较为平稳,以使铜丝能够较为平稳的进入液体镀料池以构造异型焊带,不仅可以提升构造出的异型焊带的使用性能,而且可以让异型焊带的良品率得到提升,以降低异型焊带的生产成本。
6.在一些实施例中,所述翻转轮具有绕入端和绕出端,所述铜丝从所述绕入端绕向所述翻转轮,所述铜丝从所述绕出端绕出,所述铜丝沿水平方向从所述绕出端绕出。
7.在一些实施例中,还包括干燥装置,所述干燥装置设于所述布线轮与所述翻转轮之间,且所述干燥装置靠近所述翻转轮设置。
8.在一些实施例中,所述布线轮的外径和所述导向轮的外径相同。
9.在一些实施例中,所述布线轮的外径和所述翻转轮的外径相同。
10.在一些实施例中,还包括涂布吸附件,所述涂布吸附件用于向所述铜丝表面涂覆助焊剂,所述涂布吸附件位于所述布线轮和所述翻转轮之间。
11.在一些实施例中,还包括助焊剂盒,所述助焊剂盒设于所述涂布吸附件处,以向所述涂布吸附件供给助焊剂。
12.在一些实施例中,所述助焊剂盒设于所述涂布吸附件的上方。
13.在一些实施例中,所述涂布吸附件包括第一层和第二层,所述第一层设于所述铜丝的上方,所述第二层设于所述铜丝的下方。
14.在一些实施例中,所述刮板的出口方向垂直水平面设置,所述风刀的进口方向与
所述刮板的出口方向重合,所述风刀的出口方向沿竖直方向设置。
15.在一些实施例中,在竖直方向上,所述刮板与所述翻转轮的垂直距离大于等于1cm。
16.在一些实施例中,所述导向轮装设于调整杆上,所述调整杆适用于调整所述导向轮与所述布线轮的间隔。
17.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
18.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
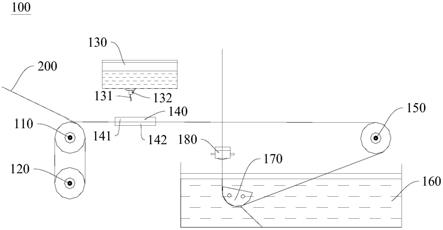
19.图1是本实用新型实施例的光伏焊带镀层装置的结构示意图;
20.图2是本实用新型实施例的光伏焊带镀层装置的结构示意图。
21.附图标记:
22.光伏焊带镀层装置100,
23.布线轮110,导向轮120,助焊剂盒130,导向管131,节流阀132,涂布吸附件140,第一层141,第二层142,翻转轮150,液体镀料池160,刮板170,风刀180,干燥装置190,铜丝200。
具体实施方式
24.下面详细描述本实用新型的实施例,参考附图描述的实施例是示例性的,下面详细描述本实用新型的实施例。
25.下面参考图1和图2描述根据本实用新型实施例的光伏焊带镀层装置100,包括:布线轮110、导向轮120、翻转轮150、液体镀料池160、刮板170和风刀180,导向轮 120的中心轴线与布线轮110的中心轴线位于同一竖直平面内,翻转轮150与布线轮110 间隔开,铜丝200从布线轮110绕入,经过翻转轮150后,铜丝200的表面翻转,液体镀料池160内可设有预镀料液,刮板170设于液体镀料池160内,风刀180位于液体镀料池160外部,铜丝200经过翻转轮150后,经过刮板170、风刀180后沿竖直方向延伸。
26.可以理解的是,布线轮110具有至少两个导线槽,铜丝200从其中一个导线槽进入后经过导向轮120调整方向与传动位置,并进入另一个导线槽导出。由于采用两个导线槽,使得铜丝200的进入段与输出段隔开,不仅可以避免铜丝200在传动过程中进行误触,提升生产效率,而且可以避免铜丝200进行剐蹭,从而提升构造出的异型焊带的使用性能,不仅如此,布线轮110还能让铜丝200能够以水平方向传递到翻转轮150,铜丝200适用与传递到翻转轮150后进行进一步地调整,之后通入到充满锡料的液体镀料池160内进行焊制,后经过刮板170进行改变铜丝200的行进方向,并垂直经过风刀180,以使风刀180能够清除锡渣、锡珠和剩余锡液,待铜丝200表面的锡液冷却凝固后以构造出异型焊带。
27.需要说明的是,本实用新型实施例所构造出的异型焊带具有相对设置的两个表面,异型焊带的第一表面具有至少不同的厚度,以使铜丝200以构造成至少相似的结构表面,即部分铜丝200不处于同一个平面内,而异型焊带的第二表面平齐,所构造出第二表面
的铜丝200亦处于同一平面内。
28.在本实用新型实施例所提供的铜丝200在传递过程中,由于使用多个部件进行导向,以使铜丝200与布线轮110、导向轮120、翻转轮150和刮板170进行接触并改变或者调整进行方向时,都是构造成异型焊带的第二表面的铜丝200与其进行接触,这样铜丝 200的传导过程中较为平稳,使得铜丝200在传导或者构建异型焊带时更为平稳,从而提升异型焊带的良品率。
29.根据本实用新型实施例的光伏焊带镀层装置100,通过设有布线轮110和翻转轮 150,使得铜丝200在传递过程之中较为平稳,以使铜丝200能够较为平稳的进入液体镀料池160以构造异型焊带,不仅可以提升构造出的异型焊带的使用性能,而且可以让异型焊带的良品率得到提升,以降低异型焊带的生产成本。
30.在一些实施例中,翻转轮150具有绕入端和绕出端,铜丝200从绕入端绕向翻转轮 150,铜丝200从绕出端绕出,铜丝200沿水平方向从绕出端绕出。
31.这样,铜丝200通过翻转轮150时,铜丝200所构成的具有平齐性能的第二表面与翻转轮150进行抵触,避免铜丝200进行传动时进行抖动,从而让铜丝200在传动过程中更为平稳,提升铜丝200构造焊带时的使用性能。同时,可以理解的是,经过翻转轮 150的铜丝200的第一表面朝下而第二表面朝上,铜丝200经过翻转轮150翻转后进入液体镀料池160。
32.如图2所示,在一些实施例中,光伏焊带镀层装置100还包括干燥装置190,干燥装置190设于布线轮110与翻转轮150之间,且干燥装置190靠近翻转轮150设置。可以理解的是,干燥装置190适用于向铜丝200进行吹风,以使涂布有助焊剂的铜丝200 能够更快的进行干燥,从而让铜丝200上的助焊剂能够更好地与液体镀料池160内的锡料进行反应,不仅可以提升焊带的生产效率,而且可以提升构成的焊带的使用性能。
33.在一些具体的实施例中,布线轮110的外径和导向轮120的外径相同。由此,在铜丝200的传递过程中,铜丝200能够同步在布线轮110的上的两个导线槽内进行传递,避免铜丝200在布线轮110上进行传递时的摩擦,从而提升铜丝200所构造出的异型焊带的使用性能。
34.在一些具体的实施例中,布线轮110的外径和翻转轮150的外径相同。可以理解的是,布线轮110与翻转轮150的外径相同,能够避免铜丝200在传递过程中由于经过不同部件进行传递后进行多次的弯折,从而让铜丝200的使用性能得到提升,铜丝200所构造出的异型焊带具有更高的使用性能。
35.如图1和图2所示,在一些实施例中,光伏焊带镀层装置100还包括涂布吸附件140,涂布吸附件140用于向铜丝200表面涂覆助焊剂,涂布吸附件140位于布线轮110和翻转轮150之间。这样,通过在铜丝200的传递路径上设有涂布吸附件140,使得铜丝200 上所涂布的助焊剂更为均匀,提升铜丝200所构造出的异型焊带的使用性能。
36.如图1和图2所示,在一些实施例中,光伏焊带镀层装置100还包括助焊剂盒130,助焊剂盒130设于涂布吸附件140处,以向涂布吸附件140供给助焊剂。可以理解的是,助焊剂盒130内设有助焊剂,助焊剂能够从助焊剂盒130内传递到涂布吸附件140上,以使涂布吸附件140能够让铜丝200上所涂布的助焊剂更为均匀,从而提升铜丝200所构造出的异型焊带的使用性能。
37.如图1和图2所示,在一些实施例中,助焊剂盒130设于涂布吸附件140的上方。可以理解的是,设于涂布吸附件140上方的助焊剂盒130能够将助焊剂更好的传递到涂布吸附件
140上,以使涂布吸附件140上所具有的助焊剂更为均匀,从而能够提升铜丝200构造出异型焊带的良品率。
38.进一步地,助焊剂盒130上还可以设有节流阀132和导向管131,节流阀132适用与调整助焊剂的流速,以使铜丝200上所涂布的助焊剂能够得到控制,从而能够根据异型焊带的生产情况进行调整,以节约助焊剂,降低生产成本。而导向管131适用与导向助焊剂流动,使得用户能够根据涂布吸附件140上的助焊剂数量对其位置进行调整,能够使铜丝200上所涂布的助焊剂更为均匀。
39.如图1和图2所示,在一些实施例中,涂布吸附件140包括第一层141和第二层142,第一层141设于铜丝200的上方,第二层142设于铜丝200的下方。如此一来,通过设有第一层141和第二层142,使得涂布吸附件140能够对铜丝200的相对的两个表面进行涂布助焊剂,助焊剂的涂布效果更为均匀,从而提升构造而成的异型焊带的使用性能。
40.在一些实施例中,刮板170的出口方向垂直水平面设置,风刀180的进口方向与刮板170的出口方向重合,风刀180的出口方向沿竖直方向设置。可以理解的是,铜丝200 垂直穿过风刀180后会清除锡渣、锡珠和剩余锡液,锡渣、锡珠和剩余锡液会重新回到液体镀料池160进行融化,以使异型焊带的生产成本得到降低。
41.在一些实施例中,在竖直方向上,刮板170与翻转轮150的垂直距离大于等于1cm。如此一来,能够避免铜丝200在传递过程中的剐蹭,从而使得异型焊带具有更高的使用性能。进一步地,为了保证铜丝200在传动过程中避免发生相互剐蹭以降低良品率的情况,刮板170与翻转轮150的垂直距离应大于等于1.5cm。
42.在一些实施例中,导向轮120装设于调整杆(图中未示出)上,调整杆适用于调整导向轮120与布线轮110的间隔。可以理解的是,调整杆适用于调整导向轮120的位置,具体来说就是调整杆适用于调整导向轮120与布线轮110之间的间距,以使铜丝200能够保持较高的张力进行传动,使得铜丝200在进行涂布助焊剂时更为均匀可靠,提升铜丝200制成的焊带的使用性能。
43.根据本实用新型实施例的光伏焊带镀层装置100的其他构成以及操作对于本领域普通技术人员而言都是已知的,这里不再详细描述。
44.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。
45.尽管已经示出和描述了本实用新型的实施例,本领域的普通技术人员可以理解:在不脱离本实用新型的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1