一种用于轴加工的高频淬火的定位装置的制作方法
1.本实用新型涉及轴加工设备领域,尤其涉及一种用于轴加工的高频淬火的定位装置。
背景技术:
2.高频淬火多数用于工业金属零件表面淬火,是使工件表面产生一定的感应电流,迅速加热零件表面,然后迅速淬火的一种金属热处理方法。而轴类工件往往对表面有一定要求,所以一般需要在轴表面进行高频淬火。现有的加工设备中,往往是将轴竖直设置,然后进行高频淬火,但是这种放置方式,很容易使轴发生偏移,即待加工的轴与感应线圈的中心线出现偏差,导致轴表面的四周的淬火温度出现偏差,对轴的后续使用造成影响。
3.因此本实用新型发明人,针对上述技术问题,旨在发明一种用于轴加工的高频淬火的定位装置。
技术实现要素:
4.为克服上述缺点,本实用新型的目的在于提供一种用于轴加工的高频淬火的定位装置。
5.为了达到以上目的,本实用新型采用的技术方案是:一种用于轴加工的高频淬火的定位装置,包括基座,所述基座上设置竖直移动模组,且所述竖直移动模组上连接固定板,所述固定板上设置定位组件,且所述定位组件能随竖直移动模组在竖直方向进行移动,所述定位组件包括定位轴,所述定位轴与固定板连接,所述定位轴套设定位座,所述定位座上设置定位针,且所述定位针竖直向下设置,所述定位针与定位座之间还设置定位钢珠,且多个所述定位钢珠围绕在所述定位针四周且呈环形设置,且多个所述定位钢珠能给与定位针向内的力。
6.优选地,所述定位针贯穿设置在定位座上,且所述定位针与定位座接触的上端面和下端面均设置一组定位钢珠。即两组定位钢珠的设置,能保证上下两组定位钢珠给与定位针向内的力,保证定位针在竖直轴向的稳定,继而保证定位针下方抵靠的待加工的轴的稳定,保证高频淬火的质量。
7.优选地,所述定位钢珠设置在定位凹槽内,所述定位凹槽呈环形设置,且所述定位凹槽为三角形凹槽,且两个所述三角形凹槽均朝向定位针。参见附图,上方的三角形倒立设置,下方的三角形正常设置,而且在均在定位凹槽处设置限位板,保证定位钢珠始终在三角形的定位凹槽内,向定位针的轴线挤压定位针,始终使定位针处于同一轴线。
8.优选地,所述定位针的下端设置倒圆锥形。即待加工的轴的一端有圆锥形的凹槽,配合定位针的下端的形状,能保证对轴的精准定位,提高轴在高频淬火过程中的稳定性。
9.优选地,所述竖直移动模组包括立柱,所述立柱竖直设置在基座上,所述立柱上套设移动座,且所述移动座能沿立柱方向移动。而且移动座上可以设置无杆气缸或丝杆组件来驱动移动座沿立柱进行往复移动,可以对不同长度的待加工的轴进行加工。
10.优选地,所述定位轴内设置缓冲弹簧,且所述缓冲弹簧与定位座抵靠,且始终给与定位座向下的力。即缓冲弹簧的设置,能保证定位针与轴接触时,缓冲弹簧能给与定位座和定位针缓冲力,防止定位针的损坏。
11.优选地,所述定位组件还包括滑轨和滑块,所述滑轨竖直设置在固定板上,且所述滑块设置在定位座上,且所述滑块滑动设置在滑轨上。即保证缓冲弹簧缓冲时,定位座和定位针在竖直方向移动的稳定,保证定位的准确。
12.本实用新型一种用于轴加工的高频淬火的定位装置的有益效果是,通过设置竖直移动模组,能保证定位组件在竖直方向的位移,使定位装置能适配不同长度的轴的加工,增加定位钢珠,能保证定位针与轴抵靠时,定位钢珠向定位针的中心挤压,保证定位针始终处于同一竖直轴线,继而保证轴的加工的精准,提高轴的加工质量。
附图说明
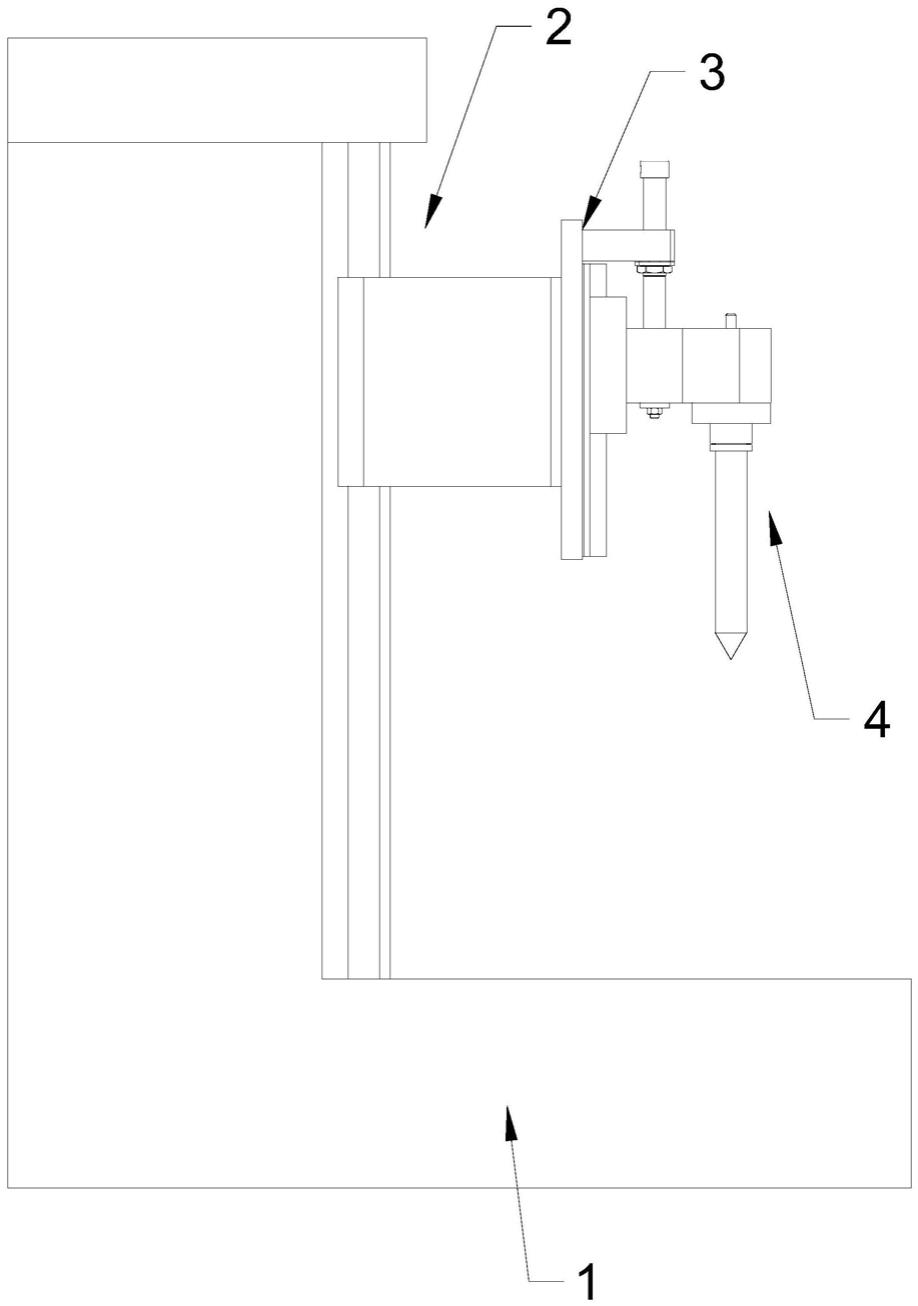
13.图1为用于轴加工的高频淬火的定位装置的结构示意图。
14.图2为图1的局部放大示意图。
15.图3为定位组件的剖视图。
16.图4为上方的定位钢珠的位置示意图。
17.图5为下方的定位钢珠的位置示意图。
18.图中:
19.1、基座,2、竖直移动模组,3、固定板,4、定位组件,
20.21、立柱,22、移动座,
21.41、定位轴,42、定位座,43、定位针,44、定位钢珠,45、定位凹槽,46、缓冲弹簧,47、滑轨,48、滑块。
具体实施方式
22.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
23.参见附图1
‑
5所示,本实施例中的一种用于轴加工的高频淬火的定位装置,包括基座1,基座1上设置竖直移动模组2,且竖直移动模组2上连接固定板3,固定板3上设置定位组件4,且定位组件4能随竖直移动模组2在竖直方向进行移动,定位组件4包括定位轴41,定位轴41与固定板3连接,定位轴41套设定位座42,定位座42上设置定位针43,且定位针43竖直向下设置,定位针43与定位座42之间还设置定位钢珠44,且多个定位钢珠44围绕在定位针43四周且呈环形设置,且多个定位钢珠44能给与定位针43向内的力。
24.定位针43贯穿设置在定位座42上,且定位针43与定位座42接触的上端面和下端面均设置一组定位钢珠44。即两组定位钢珠44的设置,能保证上下两组定位钢珠44给与定位针43向内的力,保证定位针43在竖直轴向的稳定,继而保证定位针43下方抵靠的待加工的轴的稳定,保证高频淬火的质量。
25.定位钢珠44设置在定位凹槽45内,定位凹槽45呈环形设置,且定位凹槽45为三角形凹槽,且两个三角形凹槽均朝向定位针43。参见附图,上方的三角形倒立设置,下方的三
角形正常设置,而且在均在定位凹槽45处设置限位板,保证定位钢珠44始终在三角形的定位凹槽45内,向定位针43的轴线挤压定位针43,始终使定位针43处于同一轴线。
26.定位针43的下端设置倒圆锥形。即待加工的轴的一端有圆锥形的凹槽,配合定位针43的下端的形状,能保证对轴的精准定位,提高轴在高频淬火过程中的稳定性。
27.竖直移动模组2包括立柱21,立柱21竖直设置在基座1上,立柱21上套设移动座22,且移动座22能沿立柱21方向移动。而且移动座22上可以设置无杆气缸或丝杆组件来驱动移动座22沿立柱21进行往复移动,可以对不同长度的待加工的轴进行加工。
28.定位轴41内设置缓冲弹簧46,且缓冲弹簧46与定位座42抵靠,且始终给与定位座42向下的力。即缓冲弹簧46的设置,能保证定位针43与轴接触时,缓冲弹簧46能给与定位座42和定位针43缓冲力,防止定位针43的损坏。
29.定位组件4还包括滑轨47和滑块48,滑轨47竖直设置在固定板3上,且滑块48设置在定位座42上,且滑块48滑动设置在滑轨47上。即保证缓冲弹簧46缓冲时,定位座42和定位针43在竖直方向移动的稳定,保证定位的准确。
30.本实用新型一种用于轴加工的高频淬火的定位装置的有益效果是,通过设置竖直移动模组2,能保证定位组件4在竖直方向的位移,使定位装置能适配不同长度的轴的加工,增加定位钢珠44,能保证定位针43与轴抵靠时,定位钢珠44向定位针43的中心挤压,保证定位针43始终处于同一竖直轴线,继而保证轴的加工的精准,提高轴的加工质量。
31.以上实施方式只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人了解本实用新型的内容并加以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所做的等效变化或修饰,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1