一种压铸模具的制作方法
1.本实用新型涉及模具技术领域,尤其涉及一种压铸模具。
背景技术:
2.我国压铸及铸造行业发展讯速,随着汽车等相关产业的兴起,压铸模具产业也被带动起来。但是其发展仍然面临很多瓶颈,技术创新一直是国内模具行业的硬伤,低端模具产量过大,高端模具生产不足,尤其是模具设计技术领域水平不高,缺乏模具设计方面技术创新,正是压铸、模具行业提升产能,提高国际影响力的当务之急。
3.目前的高压铸造模具一般设置一个产品型腔,一个浇道,无法实现一模多件浇注,生产效率低下。
技术实现要素:
4.为了解决上述技术问题,本实用新型的目的在于提供一种压铸模具,精心设计模具的型腔和浇道,实现一模多腔,提高生产效率。
5.为达此目的,本实用新型采用以下技术方案:一种压铸模具,包括模板,在所述模板上设有浇冒口,所述浇冒口和浇道系统相连通,所述模板上设有若干产品型腔,所述浇道系统和所述产品型腔连通,所述产品型腔远离所述浇道系统的一侧设有排气系统。
6.进一步的,多个所述产品型腔呈间隔设置。
7.进一步的,所述浇道系统包括主流道,所述主流道的入口和所述浇冒口连通,所述主流道的出口和支流道的入口连通,所述支流道的出口和所述产品型腔连通。
8.进一步的,所述主流道包括连通的第一通道和第二通道,所述第二通道从所述第一通道的出口处向两边延伸,所述第二通道上间隔设置有和若干所述支流道连通的若干出口。
9.进一步的,所述支流道的入口和所述第二通道的出口连通,若干所述支流道的出口沿所述产品型腔的内壁边沿间隔设置。
10.进一步的,所述排气系统包括若干个排气通道,若干个所述排气通道的进气口沿所述产品型腔的远离所述支流道的出口的一侧的内壁边沿间隔设置。
11.进一步的,所述排气通道的进气口比所述支流道的出口的尺寸小。
12.进一步的,所述产品型腔为梭子形。
13.进一步的,所述模板包括动模或者定模,所述浇道系统设置在所述动模或者所述定模上。
14.本实用新型的有益效果:本实用新型实施例提供一种压铸模具,包括模板,在所述模板上设有浇冒口,所述浇冒口和浇道系统相连通,所述模板上设有若干产品型腔,所述浇道系统和所述产品型腔连通,所述产品型腔远离所述浇道系统的一侧设有排气系统。通过模具中设置多个产品型腔,以及浇道的设计,满足产品多个型号,实现一模多腔,此紧凑型模具排位可节省模具材料,降低成本。
附图说明
15.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
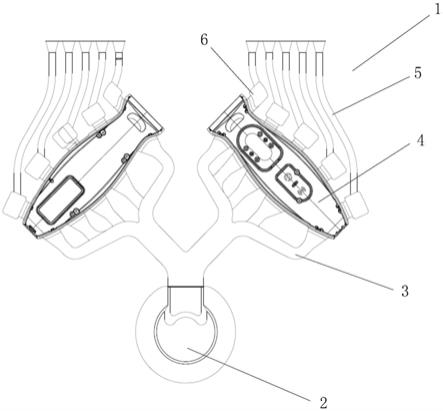
16.图1为本实用新型实施例提供的一种压铸模具的内部截面图;
17.图2为本实用新型实施例提供的一种压铸模具的浇道系统的截面图;
18.图3为本实用新型实施例提供的一种压铸模具的外视图;
19.图4为本实用新型实施例提供的一种压铸模具的内部剖面图。
20.图中:1、模板;2、浇冒口;3、浇道系统;30、主流道;31、支流道; 301、第一通道;302、第二通道;4、产品型腔;5、排气系统;6、排气通道。
具体实施方式
21.本实用新型实施例提供一种压铸模具,精心设计模具的型腔和浇道,实现一模多腔,提高生产效率。为使得本实用新型的实用新型目的、特征、优点能够更加的明显和易懂,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅仅是本实用新型一部分实施例,而非全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
22.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
23.实施例:
24.请参考图1,图1为本实用新型实施例提供的一种压铸模具的内部截面图,包括模板1,在所述模板1上设有浇冒口2,所述浇冒口2和浇道系统3相连通,所述模板1上设有若干产品型腔4,所述浇道系统3和所述产品型腔4连通,所述产品型腔4远离所述浇道系统3的一侧设有排气系统5。
25.具体的,在压铸模具的模板1上,设有浇冒口2,从浇冒口2注入液态的铝合金材料,通过浇道系统3流入产品型腔4,在模板1上设有若干个产品型腔4,通过一模多腔的设置,产品型腔4的形状结构可以根据产品的需求定制,这样的紧凑型模具排位可以节约压铸生产成本。浇道系统3的形状、结构也不做限定,可以按照客户需求定制,实现高效流通。
26.进一步的,多个所述产品型腔4呈间隔设置。
27.具体的,如图1所示,产品型腔4可以是两个,两个产品型腔4对称设置,产品型腔4也可以是3个、4个,数量不限,产品型腔4间隔设置,可以按照需求设计。
28.进一步的,所述浇道系统3包括主流道30,所述主流道30的入口和所述浇冒口2连通,所述主流道30的出口和支流道31的入口连通,所述支流道 31的出口和所述产品型腔4连通。
29.具体的,浇道系统3包括主流道30,主流道30连接着支流道31,支流道31,支流道31间隔并列设置,支流道31的出口和产品型腔4连通的,注浇的金属液体从浇冒口2注入,流经主流道30,之后通过支流道31流入产品型腔,由于支流道31是多个,并且间隔设置在产品型腔4的边沿上,提高了注浇效率。
30.进一步的,所述主流道30包括连通的第一通道301和第二通道302,所述第二通道302从所述第一通道301的出口处向两边延伸,所述第二通道302 上间隔设置有和若干所述支流道31连通的若干出口。
31.具体的,主流道30的形状像树干和树枝,第一通道301是直的圆柱腔体,第一通道301连接浇冒口2,从第一通道301相两侧延伸第二通道302,在第二通道302上设置和支流道31连通的出口,使得注浇金属液体均匀流入支流道31。
32.进一步的,所述支流道31的入口和所述第二通道302的出口连通,若干所述支流道31的出口沿所述产品型腔4的内壁边沿间隔设置。
33.具体的,支流道31的出口沿着产品型腔4的边沿间隔设置,增大了金属液体流入的通道。
34.进一步的,所述排气系统5包括若干个排气通道6,若干个所述排气通道 6的进气口沿所述产品型腔4的远离所述支流道31的出口的一侧的内壁边沿间隔设置。
35.具体的,排气系统包括多个排气通道6,排气通道6的进气口和产品型腔 4连通,产品型腔4对称的两个内壁边沿上一侧和支流道31的出口连通,一侧和排气通道6的入口连通。
36.进一步的,所述排气通道6的进气口比所述支流道31的出口的尺寸小。
37.具体的,排气通道6的进气口比支流道31的出口尺寸小,这样,金属液体从支流道31的出口流入产品型腔4后,多余的热量从很小的排气通道6的进气口流入排气通道6,并从排气通道6的出口排出。
38.进一步的,所述产品型腔4为梭子形。
39.具体的,产品型腔4为梭子形,用来制作手柄,但是也可以是其他形状,产品型腔4的结构和数量均不作限定。
40.进一步的,所述模板1包括动模或者定模,所述浇道系统3设置在所述动模或者所述定模上。
41.具体的,浇道系统3可以设置在动模上,也可以设置在定模上。
42.综上所述,本实用新型实施例提供一种压铸模具,包括模板,在所述模板上设有浇冒口,所述浇冒口和浇道系统相连通,所述模板上设有若干产品型腔,所述浇道系统和所述产品型腔连通,所述产品型腔远离所述浇道系统的一侧设有排气系统。通过模具中设置多个产品型腔,以及浇道的设计,满足产品多个型号,实现一模多腔,此紧凑型模具排位可节省模具材料,降低成本。
43.以上所述,以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1