一种梯度材料激光选区熔化3D打印用粉末供给装置
一种梯度材料激光选区熔化3d打印用粉末供给装置
技术领域
1.本实用新型涉及3d打印技术领域,特别是涉及一种梯度材料激光选区熔化3d打印用粉末供给装置。
背景技术:
2.随着科学技术的飞速发展,用于金属零件3d打印的方法多种多样,其中激光选区熔化技术在成型金属零件方面,具有成型精度高、可成型更复杂结构、成型件具有良好力学性能的优点,因此激光选区熔化技术在生活中的使用率日渐提升,成为较常用的一种3d打印方法。激光选区熔化技术的原理是先运用高功率密度激光器激光束把已经平铺到位于成型升降台打印基板上的金属粉末进行扫描,接着激光束按当前层的轮廓信息选择性地熔化基板上的粉末,加工出当前层的轮廓,然后成型升降台下降一个图层厚度的距离,再在已加工好的当前层上铺金属粉末,设备调入下一图层进行加工,如此层层加工,直到整个零件加工完毕。同时,为了避免金属在高温下与其他气体发生反应,整个加工过程需在抽真空或通有保护气体的成型室中进行。
3.成分梯度材料通过连续变化的材料组分连接形成的复合材料,其梯度过渡的材料特征能有效消除异种材料间的性质差异,使材料性能也具有梯度过渡特征,同时能避免两种不同材料直接接触时因性能不匹配而发生破坏,因而在航天航空、冶金、医学、机械制造等领域有重要作用。
4.当前激光选区熔化技术多用于单一均质材料成分的3d打印,在涉及到梯度材料成分的 3d打印时,一般需要采用两个装有不同基础粉末的漏斗供给材料,在成型过程中,两个漏斗实时按一定的比例分别定量供给粉末并混合,获得预定比例的梯度材料成分。但当前用于激光选区熔化的定量供给漏斗,通常是按体积定量供给的:成型过程中,当成型新一层前,成型平台先下降一层的距离,漏斗下泄定量粉末,随后激光选区熔化设备的铺粉装置将粉末平刮到成型平台上,完成一层粉末的供给及粉末铺设。当前采用漏斗定量给粉时,多采用转辊的回转运动实现粉末的定量下泄。
5.在这类方案中,一般需采用较昂贵的伺服电机对转辊的转角进行精确定位,转辊上一般采用多个均布的槽体来容纳粉末,在转辊转动时,当某个槽体开口朝上时,拾得一槽粉末,当转辊转过180度,该槽体开口朝下时,将粉末泄出供给一槽体积的粉末。这种基于容积定量的粉末定量供粉方法,所能获得的粉末量只能是按单槽容积的倍数供给,无法获得任一体积量的粉末供给。
6.同时,这类粉末定量供给方法,由于转辊直径不能设计得太大,导致分布在转辊上的槽体尺寸细小,故一般一层粉末需要转辊连续回转使数个槽体依次法向朝下在重力作用下实现粉末定量下泄,在转辊连续回转运动中,每个槽体朝下泄出粉末的时间不可能太长,同时细小的槽体尺寸也对粉末顺利下泄造成障碍(该情况在流动性不好的粉末上表现更为明显),使得实际上每个槽体难以全部泄出槽体内的粉末,这使得粉末供应量很难精确。
技术实现要素:
7.基于此,本实用新型的目的在于,提供一种梯度材料激光选区熔化3d打印用粉末供给装置,其在激光选区熔化过程中可精确按定质量供给每一层粉末,具有粉末供应量精确的优点。
8.一种梯度材料激光选区熔化3d打印用粉末供给装置,包括螺旋送料设备、微量补粉设备和称重设备,所述称重设备设置于激光选区熔化设备的进料口上方;
9.所述螺旋送料设备的第一出料口和所述微量补粉设备的第二出料口分别设置于所述称重设备的上方;
10.所述微量补粉设备包括振动器,所述振动器用于通过振动将材料粉末送入所述称重设备。
11.本实用新型所述的一种梯度材料激光选区熔化3d打印用粉末供给装置,可精确按定质量供给每一层粉末。
12.进一步地,所述称重设备包括称重斗、重量传感器和翻转电机,所述翻转电机与所述称重斗固定连接;所述翻转电机用于转动时,带动所述称重斗翻转,从而将称量到的固定重量的材料粉末送入所述激光选区熔化设备。
13.进一步地,所述称重设备还包括扭力弹簧和固定底座,所述扭力弹簧设置于所述称重斗和所述固定底座之间。
14.进一步地,所述微量补粉设备包括漏斗形的第二粉缸、烛芯流道式送粉嘴和振动器,所述第二粉缸倾斜放置。
15.进一步地,所述振动器包括超声波发生器和超声波振动块。
16.进一步地,所述第一出料口侧壁设有第一贯穿孔,所述第二出料口经由所述第一贯穿孔,与所述螺旋送料设备的出料口形成材料粉末通路。
17.进一步地,还包括密封箱,所述密封箱用于容置所述称重设备;
18.所述密封箱开设有第二贯穿孔和第三贯穿孔;所述第一出料口与所述第二贯穿孔连接,所述激光选区熔化设备的进料口与所述第三贯穿孔连接。
19.进一步地,所述螺旋送料设备包括第一粉缸、取粉电机、联轴器和绞龙叶片轴;所述第一粉缸一侧开设有第一出料口,所述出料口位于所述称重设备上方;所述绞龙叶片轴一端伸入所述第一粉缸的材料粉末中,另一端通过所述联轴器与所述取粉电机连接;
20.所述绞龙叶片轴上部设置有轴承透盖、第一防尘轴承和第一轴套,所述轴承透盖、所述第一防尘轴承和所述第一轴套与所述绞龙叶片轴同轴固定连接,所述轴承透盖与所述第一粉缸固定连接;所述绞龙叶片轴下端贯穿所述第一粉缸下壁,所述绞龙叶片轴下端设置有轴承端盖、第二防尘轴承、第二轴套,所述轴承端盖、所述第二防尘轴承和所述第二轴套与所述绞龙叶片轴同轴固定连接,所述轴承端盖与所述第一粉缸下壁固定连接。
21.进一步地,所述第一粉缸设有第一上盖;所述第二粉缸设有第二上盖。
22.进一步地,还包括控制器,所述控制器与所述螺旋送料设备、所述微量补粉设备和所述称重设备信号连接。
23.为了更好地理解和实施,下面结合附图详细说明本实用新型。
附图说明
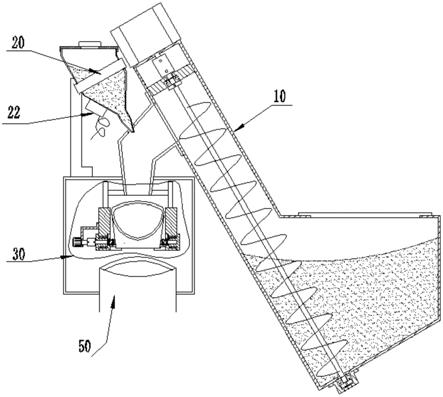
24.图1为本实用新型提供的一种梯度材料激光选区熔化3d打印用粉末供给装置在一个实施例中的结构示意图;
25.图2为本实用新型提供的一种梯度材料激光选区熔化3d打印用粉末供给装置在另一个实施例中的称重设备的结构示意图;
26.图3为本实用新型提供的一种梯度材料激光选区熔化3d打印用粉末供给装置在另一个实施例中的结构示意图;
27.图4为本实用新型提供的一种梯度材料激光选区熔化3d打印用粉末供给装置在另一个实施例中的第一粉缸的结构示意图;
28.图5为本实用新型提供的一种梯度材料激光选区熔化3d打印用粉末供给装置在另一个实施例中的轴承及透盖安装的结构示意图;
29.图6为本实用新型提供的一种梯度材料激光选区熔化3d打印用粉末供给装置在另一个实施例中的轴承及端盖安装的结构示意图。
具体实施方式
30.下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部内容。
31.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶部”、“底部”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
32.需要说明的是,当元件被称为“固定于”另一个元件,它可以是直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
33.下面给出几个具体的实施例,用于详细介绍本技术的技术方案。下面这几个具体的实施例可以相互结合,对于相同或相似的概念或过程可能在某些实施例不再赘述。
34.为解决梯度材料激光选区熔化成型时的精确漏斗供粉问题,在一个具体的实施例中,如图1所示,本实用新型提供一种梯度材料激光选区熔化3d打印用粉末供给装置,包括螺旋送料设备10、微量补粉设备20和称重设备30,所述称重设备30设置于激光选区熔化设备的进料口50上方;所述螺旋送料设备10的出料口和所述微量补粉设备20的出料口分别设置于所述称重设备30的上方;所述微量补粉设备20包括振动器22,所述振动器22用于通过振动将材料粉末送入所述称重设备30。
35.本实施例中,梯度材料激光选区熔化3d打印用粉末供给装置的工作原理和工作流程如下:
36.预设激光选区熔化设备当前需要的材料粉末的重量值。
37.由螺旋送料设备10向称重设备30输送材料粉末,直到称重设备30检测到的重量值低于预设重量值5
‑
10g,螺旋送料设备10停止工作。
38.启动微量补粉设备20的振动器22,在振动作用下,微量补粉设备20中的材料粉末进入称重设备30。当称重设备30检测到的重量值等于预设重量值时,振动器22停止工作。
39.此时得到激光选区熔化设备当前需要的精确重量的材料粉末,将其加入激光选区熔化设备,完成精确供粉。
40.如图2所示,为实现材料粉末自动由称重设备加入激光选区熔化设备,在一个优选的实施例中,称重设备30包括称重斗31、重量传感器32和翻转电机33,所述翻转电机33与所述称重斗31固定连接;所述翻转电机33用于转动时,带动所述称重斗31翻转,从而将称量到的固定重量的材料粉末送入所述激光选区熔化设备。
41.在本实施例中,称重斗31设置在激光选区熔化设备的进料口50上方,称量得到精确重量值的材料粉末后,启动翻转电机33,翻转电机33转动带动称重斗31翻转,从而使得称重斗31将材料粉末倾倒入激光选区熔化设备。
42.优选地,称重斗31为近似漏斗的形状,一方面便于承接螺旋送料设备10和微量补粉设备20输送的材料粉末;另一方面,当其在翻转电机33的带动下翻转过来,倒置的漏斗形状也便于倾倒粉末而没有残留。
43.在另一个优选的实施例中,为实现称重斗31翻转后的自动归位,称重设备30还包括扭力弹簧34和固定底座。
44.扭力弹簧是一种机械蓄力结构,通过对材质柔软、韧度较大的弹性材料的扭曲或旋转,将机械能转换为扭力弹簧的弹性势能;当外力消失时,扭力弹簧将自动恢复原状,从而将弹性势能转换为机械能。
45.本实施例中,将扭力弹簧34设置在称重斗31和固定底座之间,当翻转电机33转动,带动称重斗31翻转时,扭力弹簧34被扭曲而产生弹性势能。当翻转电机33停止工作,外力消失时,扭力弹簧34自动恢复原状,从而将弹性势能转化为机械能,带动称重斗31翻转回初始位置。
46.作为优选,本实施例中的称重设备还包括旋转阻尼器36,旋转阻尼器36与称重斗31连接,用于缓解称重斗31在复位时受到的扭力弹簧34回弹的突变冲击,使称重斗31在翻转过程中获得平缓的机械运动,防止称重斗31在扭力弹簧34的弹力作用下翻转过快发生故障,有助于提高称重设备的品质和寿命。
47.作为优选,本实施例包括两个扭力弹簧34和两个旋转阻尼器36,相对设置在称重斗31 的两侧,共同配合,保证称重斗31翻转过程的平缓和平稳。
48.在另一个优选的实施例中,为了实现微量补粉设备20的精确补粉,微量补粉设备20包括漏斗形的粉缸、烛芯流道式送粉嘴212和振动器22,粉缸倾斜放置。启动振动器22后,粉缸内的材料粉末在振动作用和重力作用下,经由烛芯流道式送粉嘴212,落入称重设备中。
49.作为优选,振动器22选用超声波振动块,超声波振动块由与之电连接的超声波发生器(图未示)驱动,产生特定振幅和频率的超声振动。
50.现有技术中,因激光选区熔化多采用200目~500目细微粉末作为成型材料,如配合间隙太小,则很容易使转辊卡死,故一般须在辊辊与漏斗间设置合适的配合间隙,但配合间隙过大则很容易使细小的粉末颗粒从配合间隙处泄漏掉,进一步增加了粉末供给的不精确性,并且由于配合间隙的存在,转辊式供粉装置存在空气易进入成型室内导致金属零件
成型过程发生氧化的情况。
51.为解决上述存在空气进入成型室导致金属零件成型过程中发生氧化的技术问题,在一个优选的实施例中,本实用新型提供的一种梯度材料激光选区熔化3d打印用粉末供给装置还包括密封箱40。
52.本实施例中,螺旋送料设备10的出料口侧壁设有第一贯穿孔142,微量补粉设备20的出料口经由第一贯穿孔142,与所述螺旋送料设备10的出料口形成材料粉末通路。
53.称重设备30容置在密封箱40中,同时,所述密封箱40开设有第二贯穿孔和第三贯穿孔;所述螺旋送料设备10的出料口与所述第二贯穿孔连接,所述激光选区熔化设备的进料口50 与所述第三贯穿孔连接。
54.作为优选,螺旋送料设备10的第一粉缸11缸体和微量补粉设备20的第二粉缸21缸体,分别设有第一上盖113和第二上盖211。
55.作为优选,所述螺旋送料设备10包括第一粉缸11、取粉电机13、联轴器和绞龙叶片轴12;所述粉缸一侧开设有第一出料口14,所述出料口位于所述称重设备上方;所述绞龙叶片轴12一端伸入所述第一粉缸11的材料粉末中,另一端通过所述联轴器与所述取粉电机13连接;所述取粉电机13与所述控制器电连接,在所述控制器的控制下转动或停止转动,带动所述绞龙叶片轴12输送材料粉末至所述称重斗31上;
56.所述绞龙叶片轴12上部设置有轴承透盖124、第一防尘轴承122和第一轴套123,所述轴承透盖124、所述第一防尘轴承122和所述第一轴套123与所述绞龙叶片轴12同轴固定连接,所述轴承透盖124与所述第一粉缸11固定连接;所述绞龙叶片轴12下端贯穿所述第一粉缸11下壁,所述绞龙叶片轴12下端设置有轴承端盖127、第二防尘轴承125、第二轴套 126,所述轴承端盖127、所述第二防尘轴承125和所述第二轴套126与所述绞龙叶片轴12 同轴固定连接,所述轴承端盖127与所述第一粉缸11下壁固定连接。
57.本实施例中,整个材料粉末的输送路线是封闭的,只要在螺旋送料设备10的第一粉缸 11缸体和微量补粉设备20的第二粉缸21缸体加入材料粉末后,盖上第一上盖113和第二上盖211,即可防止外部空气进入。
58.为实现供粉的自动控制,在一个优选的实施例中,本实用新型提供的一种梯度材料激光选区熔化3d打印用粉末供给装置还包括控制器,控制器与重量传感器32、取粉电机13、振动器22和翻转电机33电连接或者信号连接,用于通过感应重量传感器32称量到的材料粉末的重量值,控制取粉电机13的启动或停止、振动器22的振动或停止、翻转电机33的启动或停止。
59.控制器是指按照预定顺序改变主电路或控制电路的接线和改变电路中电阻值来控制电动机的启动、调速、制动和反向的主令装置。由程序计数器、指令寄存器、指令译码器、时序产生器和操作控制器组成,它是发布命令的“决策机构”,即完成协调和指挥整个计算机系统的操作。
60.作为优选,控制器配合电子计算机一起使用,外接显示设备、输入设备和输出设备,方便人工设定控制逻辑和控制参数,也便于工作人员观察粉末供给装置的工作状况。
61.综上所述,如图2
‑
6所示,本实用新型提供的一种梯度材料激光选区熔化3d打印用粉末供给装置的优选实施例如下:
62.包括螺旋送料设备10、微量补粉设备20、称重设备30和外部控制器(图未示)。优选
地,称重设备30固定设置于激光选区熔化设备的进料称重设备口50上方的密封箱40内,密封箱40底部的第三贯穿孔套设在激光选区熔化设备的进料口50上;螺旋送料设备10设置于称重设备30的右侧,且螺旋送料设备10的出料口位于称重设备30的上方,通过密封箱40 上的第二贯穿孔连接密封箱40;微量补粉设备20设置于的左侧上方,且微量补粉设备20的出料口通过螺旋送料设备10的出料口侧壁上的第一贯穿孔142伸入螺旋送料设备10的出料口。
63.螺旋送料设备10由第一粉缸11、绞龙叶片轴12、取粉电机13等零部件组成,第一粉缸 11分为两个制成一体的部位:绞龙配合段111、主供粉槽段112,其中主供粉槽段112上有第一上盖113,通过螺钉与第一粉缸11相连接,防止工作过程空气进入第一粉缸11。螺旋送料动作由一取粉电机13通过联轴器与绞龙叶片轴12相连,并控制绞龙叶片轴12旋转实现,绞龙叶片轴12上部安装在第一粉缸11的绞龙配合段111内,通过第一防尘轴承122、第一轴套 123、轴承透盖124固定在绞龙配合段111,并与绞龙配合段111同轴,其下部插入到主供粉槽段112,并通过第二防尘轴承125、第二轴套126和轴承端盖127固定在主供粉槽段112的底部壁板上。第一粉缸11靠近上端口附近设有一开口,第一出料口14通过安装法兰141与开口相连,出料口中段上方设有第一贯穿孔142,即粉末补偿槽口,用于与微量补粉设备20 的烛芯流道式送粉嘴212连通,从而形成整体的螺旋送料设备10。取粉电机13置于第一粉缸11上端口处,可有效避免金属粉末与电机的直接接触,取粉电机13一般采用步进电机,取粉电机13与控制器电连接,通过控制器,可实现取粉电机13的旋转速度调节及启停控制,进而实现取粉速度控制及取粉启停控制。
64.称重设备30包括称重斗31、重量传感器32、翻转电机33、扭力弹簧34、密封箱40及相关零部件。重量传感器32通过螺钉和固定块安装在密封箱40内,用于感应加入称重设备 30的材料粉末的重量值。密封箱40内设置有翻转支撑座35,重量传感器32与翻转支撑座 35相连。翻转支撑座35上设有阻尼器固定位351、限位卡口位352以及弹簧固定槽353,限位卡口位352位于称重斗31凹位正下方,称重斗31左右设有短轴,即第一短轴354及第二短轴355。第一翻转支撑座35上安装旋转阻尼端盖361,第二翻转支撑座35上安装旋转阻尼透盖362,同时扭力弹簧34通过短轴的轴上弹簧固定孔及翻转支撑座35上的固定槽口固定到短轴上,与翻转支撑座35上的限位卡口位352共同作用,对称重斗31进行机械限位。第二短轴355通过联轴器与翻转电机33相连,由翻转电机33驱动称重斗31的翻转,实现泄粉,之后电机断电,称重斗31在扭力弹簧34与旋转阻尼器36的共同作用下稳定地机械复位到限位卡口处。翻转电机33与控制器电连接,通过控制器,可实现翻转电机33的旋转,实现实时泄粉的控制。优选地,密封箱40为有机玻璃材质,便于观察内部部件的工作状况。
65.微量补粉设备20包括第二粉缸21、超声波振动块形式的振动器22、与超声波振动块形式的振动器22电连接的超声波发生器、第二上盖211,第二粉缸21采用玻璃吹塑成型,为漏斗形,上端口装有玻璃第二上盖211,可透过玻璃第二上盖211观察第二粉缸21内的粉量,同时玻璃第二上盖211设有螺孔,与一添粉螺盖通过管螺纹螺旋连接,拧开添粉螺盖,即可往第二粉缸21添加粉末;第二粉缸21末端为具有如蜡烛燃烧时的烛芯一样的流道的送粉嘴,该烛芯流道式送粉嘴212通过所述第一出料口14上的粉末补偿槽口倾斜插入到第一出料口 14内;第二粉缸21通过一支撑板安装固定设置于密封箱40上方;超声波振动块形式的振动器22安装于第二粉缸21外部侧面,其振动的产生及振幅由超声波发生器控制,超声波
发生器与控制器电连接,这使得控制器可通过信号控制超声波发生器的得电与否,实现超声波振动块形式的振动器22的振动或停止。
66.该定量供粉装置的使用方法,其使用步骤如下:
67.在第一粉缸11和第二粉缸21中装入所需加工工件的原料粉末,盖上第一上盖113和第二上盖211以防止外部空气进入,之后启动取粉电机13,取粉电机13转动,通过取粉电机联轴器131驱动绞龙叶片轴12,带动金属材料粉末向上输送至第一出料口14,金属材料粉末沿第一出料口14输送至称重斗31处称重。当称重设备30检查到所称物料的质量距离规定所需物料质量差5—10g时,取粉电机13停止转动。待称重设备30所检测到的物料质量稳定后,超声波发生器启动,通过超声波振动块形式的振动器22振动使得第二粉缸21内部材料粉末颗粒发生抖动挪移,结合重力作用,部分材料粉末颗粒克服与烛芯流道式送粉嘴212的流道内壁面及与其它颗粒的摩擦阻力,经出粉嘴,掉入称重斗31内,实现往称重斗31逐步微量补偿性添加材料粉末。当称重设备30检测到所称物料与所需物料质量基本一致时,控制器控制超声波振动块形式的振动器22停止工作,翻转电机33运行,使称重斗31翻转,所称的金属材料粉末进入激光选区熔化设备的进料口50。之后翻转电机33断电,称重斗31在扭力弹簧34与旋转阻尼器36的共同作用下稳定的机械复位到限位卡口处,从而完成一次精确供粉过程。
68.与传统采用回转运动的漏斗定量给粉方法不同,本实用新型采用螺旋送料设备的粗调+ 微量补粉设备的精调,使得相较于传统基于回转运动原理的漏斗定量给粉精度上有了较大的提升。同时采用低成本的步进电机,结合简单的带旋转阻尼器的卡簧装置,实现翻转泄粉装置的精确定位,具有节约成本,定位精准的特点。此外,本装置基于螺旋机构送料原理及超声振动驱动粉末流化原理,可采用简单的机构模块化设计,且可保留较大的配合间隙,不易发生漏粉卡粉的现象,降低了装置零件的加工精度要求,节约了装置的加工成本。同时,本装置采用密封设置,有效防止空气进入成型室内,有效避免了金属零件成型过程发生氧化的情况。
69.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1