一种碳素钢微细弹簧成型机的制作方法
1.本实用新型涉及弹簧成型机技术领域,特别是涉及一种碳素钢微细弹簧成型机。
背景技术:
2.弹簧是一种利用弹性来工作的机械零件。用弹性材料制成的零件在外力作用下发生形变,除去外力后又恢复原状。弹簧的材料多样,一般用弹簧钢或碳素钢制成。弹簧成型机为目前常见的弹簧生产设备,弹簧成型机主要是利用送料机构输送线材,再透过多个刀具分别对线材进行加工以形成弹簧。由于每个刀具的功能不同,且制造不同类型的弹簧的加工顺序与加工角度也不同,因此,在弹簧的制程中,弹簧成型机必须透过旋转机构不断地旋转线材,使线材能够对应于不同刀具所需要的加工角度或者因应不同类型的弹簧的加工顺序与加工角度。
3.在中国专利cn213379050u公开的弹簧成型机,弹簧在制造过程中,可透过驱动装置驱动旋转盘相对于送线座旋转,以改变多个加工组件与出线口的相对位置,使线材不需旋转即可对应于不同刀具所需要的加工角度或者因应不同类型的弹簧的加工顺序与加工角度,达到提高弹簧成型后的品质与良率,且弹簧成型机更可适用于线径较小的线材,然而,碳素钢制成的弹簧较为纤细,并且其硬度较低,因此碳素钢弯折制成的弹簧强度低,拉力过大容易使其断裂。
技术实现要素:
4.为了克服现有技术的不足,本实用新型提供一种碳素钢微细弹簧成型机,采用淬火机构对制作后的碳素钢弹簧进行热处理,经过热处理后的碳素钢微细弹簧强度增强,进而使其受拉力的承受极限提高,从而使得碳素钢微细弹簧受力不易断裂。
5.为解决上述技术问题,本实用新型提供如下技术方案:一种碳素钢微细弹簧成型机,包括导管,所述导管的外端固定连接有淬火机构,所述淬火机构包括淬火套柱、点火装置、气板、气管与散热孔,所述淬火套柱固定连接于所述导管的外端,所述点火装置固定连接于所述淬火套柱的外端,且所述点火装置的另一端设于所述导管的内腔中,所述气板固定连接于所述淬火套柱的外端,且所述气板与所述导管相导通,所述气管固定连接于所述气板的外端,所述散热孔开设于所述气板的外端,且所述散热孔与所述导管相导通。
6.作为本实用新型的一种优选技术方案,所述导管的外端固定连接有镀锌机构,所述镀锌机构包括镀锌套柱、盛装盒、输液槽与喷嘴,所述镀锌套柱固定连接于所述导管的外端,所述盛装盒固定连接于所述镀锌套柱的外端,所述输液槽开设于所述导管的顶端内壁中,且所述输液槽与所述盛装盒相导通,所述喷嘴设有多个,多个所述喷嘴固定连接于所述导管的内腔顶端,且所述喷嘴与所述输液槽相导通。
7.作为本实用新型的一种优选技术方案,所述镀锌机构还包括加压装置与补液管,所述加压装置固定连接于所述镀锌套柱的外端,且所述加压装置与所述盛装盒相导通,所述补液管固定连接于所述盛装盒的外端。
8.作为本实用新型的一种优选技术方案,所述镀锌套柱的底端固定连接有废液回收机构,所述废液回收机构包括漏孔与废液盒,所述漏孔设有多个,多个所述漏孔开设于所述导管的底侧内壁中,所述废液盒固定连接于所述镀锌套柱的底端,且所述漏孔与所述废液盒相导通。
9.作为本实用新型的一种优选技术方案,所述废液回收机构还包括排液管,所述排液管固定连接于所述废液盒的底端,且所述排液管与所述废液盒相导通。
10.作为本实用新型的一种优选技术方案,所述导管的外端固定连接有固定机构,所述固定机构包括卡板、抵柱与长螺钉,所述卡板固定连接于所述导管的另一端,且所述卡板与所述导管相导通,所述抵柱固定连接于所述卡板的外端,所述长螺钉与所述抵柱之间螺纹连接。
11.作为本实用新型的一种优选技术方案,所述抵柱设有四个,四个所述抵柱成矩形设于所述卡板的外端,且所述长螺钉的长度大于抵柱的长度。
12.与现有技术相比,本实用新型能达到的有益效果是:
13.1、通过设置的点火装置,碳素钢在制成弹簧后输送至导管中,此时点火装置对碳素钢弹簧进行热处理,经过热处理后的碳素钢弹簧的碳含量增加,进而增大了碳素钢弹簧的硬度,从而使得碳素钢弹簧的强度更高,增强其拉力承受的极限,从而使得碳素钢微细弹簧受力不易断裂。
14.2、通过设置的喷嘴,碳素钢弹簧的耐腐蚀性较弱,不能低于大气以及盐碱盐的腐蚀,碳素钢弹簧经过热处理后,喷嘴将输液槽中的锌材料喷洒在碳素钢弹簧的外端,使得锌材料在碳素钢弹簧的避免形成一层防护膜,进而增强了碳素钢弹簧的耐腐蚀性,延长其使用寿命。
附图说明
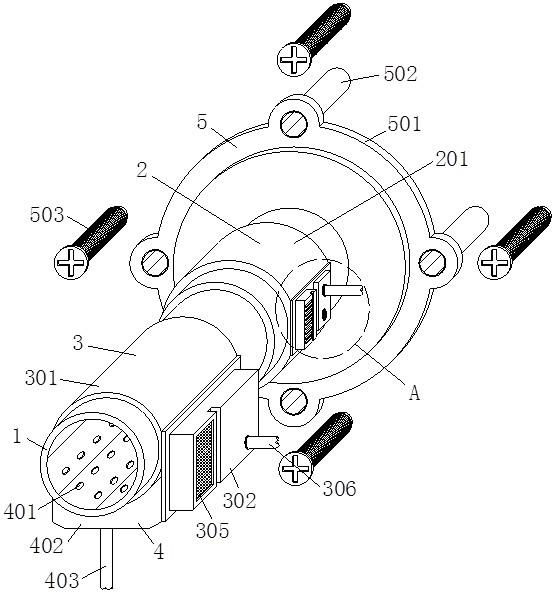
15.图1为本实用新型的结构示意图;
16.图2为本实用新型图1中a处的结构放大图;
17.图3为本实用新型的导管与淬火套柱的连接结构示意图;
18.图4为本实用新型的导管与废液盒的连接结构示意图。
19.其中:1、导管;2、淬火机构;201、淬火套柱;202、点火装置;203、气板;204、气管;205、散热孔;3、镀锌机构;301、镀锌套柱;302、盛装盒;303、输液槽;304、喷嘴;305、加压装置;306、补液管;4、废液回收机构;401、漏孔;402、废液盒;403、排液管;5、固定机构;501、卡板;502、抵柱;503、长螺钉。
具体实施方式
20.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施例,进一步阐述本实用新型,但下述实施例仅仅为本实用新型的优选实施例,并非全部。基于实施方式中的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得其它实施例,都属于本实用新型的保护范围。下述实施例中的实验方法,如无特殊说明,均为常规方法,下述实施例中所用的材料、试剂等,如无特殊说明,均可从商业途径得到。
21.实施例:
22.如图1
‑
4所示,本实用新型提供一种碳素钢微细弹簧成型机,包括导管1,导管1的外端固定连接有淬火机构2,淬火机构2包括淬火套柱201、点火装置202、气板203、气管204与散热孔205,淬火套柱201固定连接于导管1的外端,点火装置202固定连接于淬火套柱201的外端,且点火装置202的另一端设于导管1的内腔中,气板203固定连接于淬火套柱201的外端,且气板203与导管1相导通,气管204固定连接于气板203的外端,散热孔205开设于气板203的外端,且散热孔205与导管1相导通;
23.将导管1安装在弹簧成型机的外端,并使导管1与弹簧成型机的出料口相对应,制作的弹簧排入到导管1中,此时启动淬火套柱201外端的点火装置202,点火装置202对碳素钢微细弹簧进行加热,同时外界的空气通过气管204进入到气板203中,气板203中的空气再进入到导管1中为碳素钢微细弹簧的加热提供氧气,通过对碳素钢微细弹簧进行热处理,增加了碳素钢微细弹簧的碳含量,进而使得碳素钢微细弹簧的硬度提高,碳素钢弹簧的强度的提高也增强其拉力承受的极限,从而使得碳素钢微细弹簧受力不易断裂,同时碳素钢微细弹簧热处理产生的热量从气板203内腔的散热孔205进行散热,从而避免导管1内腔热量多高导致碳素钢微细弹簧熔化变形。
24.在其他实施例中,导管1的外端固定连接有镀锌机构3,镀锌机构3包括镀锌套柱301、盛装盒302、输液槽303与喷嘴304,镀锌套柱301固定连接于导管1的外端,盛装盒302固定连接于镀锌套柱301的外端,输液槽303开设于导管1的顶端内壁中,且输液槽303与盛装盒302相导通,喷嘴304设有多个,多个喷嘴304固定连接于导管1的内腔顶端,且喷嘴304与输液槽303相导通;
25.碳素钢微细弹簧在经过热处理后被下一根碳素钢微细弹簧顶出,此时盛装盒302中的锌材料排入到输液槽303中,输液槽303中的锌材料通过喷嘴304喷出,喷出的锌材料落在前一根碳素钢微细弹簧的表面,使得锌材料在碳素钢微细弹簧的表面形成一层保护膜,保护膜增强了碳素钢微细弹簧的耐腐蚀性,从而延长碳素钢微细弹簧的使用寿命,设置的多个喷嘴304增强了碳素钢微细弹簧镀锌的均匀度与速率。
26.在其他实施例中,镀锌机构3还包括加压装置305与补液管306,加压装置305固定连接于镀锌套柱301的外端,且加压装置305与盛装盒302相导通,补液管306固定连接于盛装盒302的外端;
27.加压装置305为盛装盒302施加压力,从而增大了盛装盒302的内部压强,进而增强锌材料从喷嘴304喷出的力度,使得碳素钢微细弹簧的镀锌效果更强,设置的补液管306便于随时向盛装盒302中补充锌溶液,进而使得锌材料充斥输液槽303。
28.在其他实施例中,镀锌套柱301的底端固定连接有废液回收机构4,废液回收机构4包括漏孔401与废液盒402,漏孔401设有多个,多个漏孔401开设于导管1的底侧内壁中,废液盒402固定连接于镀锌套柱301的底端,且漏孔401与废液盒402相导通;
29.在对碳素钢微细弹簧进行镀锌时,会有多余的锌材料滴落,当锌材料滴落时,锌材料从导管1底侧内壁中的漏孔401落入到废液盒402中,从而对锌溶液进行回收,避免锌溶液浪费。
30.在其他实施例中,废液回收机构4还包括排液管403,排液管403固定连接于废液盒402的底端,且排液管403与废液盒402相导通;
31.设置的排液管403可以使用抽泵接入到盛装盒302中,用于回收再利用,排液管403也可以直接连接在回收装置中,对废液进行回收。
32.在其他实施例中,导管1的外端固定连接有固定机构5,固定机构5包括卡板501、抵柱502与长螺钉503,卡板501固定连接于导管1的另一端,且卡板501与导管1相导通,抵柱502固定连接于卡板501的外端,长螺钉503与抵柱502之间螺纹连接;
33.在对卡板501进行安装前,在弹簧成型机出料口的外端开设螺孔,再将卡板501背部的抵柱502抵在螺孔的外端,并使用长螺钉503进行固定,从而将导管1对应固定在弹簧成型机内腔的出料口出,便于碳素钢微细弹簧进入到导管1中进行热处理与镀锌处理。
34.在其他实施例中,抵柱502设有四个,四个抵柱502呈矩形设于卡板501的外端,且长螺钉503的长度大于抵柱502的长度;
35.呈矩形的四个抵柱502增强了卡板501与弹簧成型机之间连接的稳定性,并且抵柱502有一定的长度,使得卡板501与弹簧成型机之间形成一定宽度的操作槽,进而不影响多个刀具的运行,同时长螺钉503的长度大于抵柱502的长度,进而便于抵柱502与弹簧成型机的安装。
36.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之
ꢀ“
上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
37.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的仅为本实用新型的优选例,并不用来限制本实用新型,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1