一种汽车面板加工用压铸模具的制作方法
1.本实用新型涉及压铸模具技术领域,具体为一种汽车面板加工用压铸模具。
背景技术:
2.目前,汽车在人类生活中也越来越普及,汽车面板是汽车里的重要配件之一,汽车面板加工多采用压铸模具加工成型,压铸模具是铸造金属零部件的一种工具,一种在专用的压铸模锻机上完成压铸工艺的工具,目前现有的汽车压铸模具在压铸时,型腔内会残留有少量气体,使得制成的产品内部会产生气孔,影响产品质量,另外现有的汽车压铸模具在脱模时由于制品成型会膨胀对模具产生挤压,使得模具不容易取下,影响加工产量为此,我们提出一种汽车面板加工用压铸模具。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种汽车面板加工用压铸模具,能够避免制成的成品内部存有气泡,并且能够很方便的将模具取下,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种汽车面板加工用压铸模具,包括下模箱、挤压组件、抽气组件和固定组件;
5.下模箱:上侧面上开设有环形槽,所述下模箱的上侧设有与环形槽滑动配合的上模箱,所述上模箱的上侧面上安装有抽气组件,所述下模箱的侧面上安装有两个相对应的固定组件;
6.挤压组件:包含连接框、滑动杆和弹簧,所述环形槽内部的下端开设有四个相对应的滑孔,所述滑孔的内部滑动连接有滑动杆,四个滑动杆的上端固定有连接框,所述滑动杆的圆周面上套接有弹簧,所述弹簧的上端固定在连接框的下侧面上,所述弹簧的下端固定在环形槽的内部,通过设置挤压组件将上模箱顶出;
7.其中:还包括控制开关组,所述控制开关组安装在下模箱的前侧面上,所述控制开关组的输入端电连接外部电源的输出端。
8.进一步的,所述挤压组件还包括连接板、第一连接管、螺纹管、连接柱和螺纹柱,所述滑动杆的下端面上固定有连接板,四个连接板均固定在第一连接管的圆周面上,所述第一连接管的下端面上转动连接有螺纹管,所述第一连接管的内部滑动连接有连接柱,所述连接柱固定在下模箱的下侧面上,所述连接柱的下端面上固定有螺纹柱,所述螺纹柱与螺纹管相配合,通过设置螺纹管和螺纹柱将第一连接管固定。
9.进一步的,所述抽气组件包含抽气泵、第二连接管和电磁阀,所述上模箱的上侧面上安装有抽气泵,所述抽气泵的进气阀门内固定有第二连接管,所述第二连接管的左端固定在上模箱的上侧面上,所述第二连接管与上模箱的内腔相通,所述第二连接管的圆周面上设有电磁阀,所述抽气泵和电磁阀的输入端均电连接控制开关组的输出端,通过设置抽气泵将下模箱内部的气体抽出。
10.进一步的,所述固定组件包含压板、螺纹轴、限位管和螺母,所述上模箱的上侧面上设置有两个相对应的压板,所述压板的前后两侧固定有两个相对应的螺纹轴,所述螺纹轴的圆周面上套接有限位管,所述螺纹轴圆周面的下端螺纹连接有螺母,通过设置固定组件将上模箱与下模箱相连。
11.进一步的,所述上模箱的下侧面上固定有四个相对应的限位柱,所述下模箱的上侧面上开设有四个相对应的限位孔,所述限位柱与限位孔相互对应,通过设置限位柱和限位孔对上模箱进行限位。
12.进一步的,所述上模箱的上侧面上固定有注料管,所述注料管与上模箱的内腔相通,所述注料管的圆周面上设置有单向阀,融化的铸料通过注料管进入到下模箱的内部。
13.进一步的,所述上模箱的侧面上开设有凹槽,所述凹槽的内部固定有橡胶框架,通过设置橡胶框架使得上模箱能够将下模箱密封。
14.与现有技术相比,本实用新型的有益效果是:本汽车面板加工用压铸模具,具有以下好处:
15.1、本实用新型通过抽气组件使得本实用新型在注料完毕后可以启动抽气泵将下模箱和上模箱内部的气体抽出,从而能够有效避免制成的成品内部存有气泡;
16.2、本实用新型通过设置挤压组件使得本实用新型在铸料冷却完毕后可以将四个螺母卸下,卸下后将四个螺纹轴抽出,抽出后转动螺纹管向上移动与连接柱分离,分离后连接框在四个弹簧向上移动将上模箱顶起,顶起后用户就能够很方便的将上模箱卸下。
附图说明
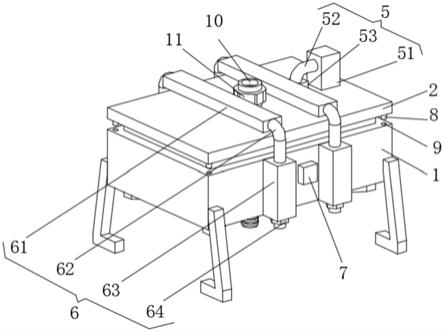
17.图1为本实用新型前侧结构示意图;
18.图2为本实用新型前侧剖视图。
19.图中:1下模箱、2上模箱、3环形槽、4挤压组件、41连接框、 42滑动杆、43弹簧、44连接板、45第一连接管、46螺纹管、47连接柱、48螺纹柱、5抽气组件、51抽气泵、52第二连接管、53电磁阀、6固定组件、61压板、62螺纹轴、63限位管、64螺母、7控制开关组、8限位柱、9限位孔、10注料管、11单向阀、12橡胶框架。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1-2,本实施例提供一种技术方案:一种汽车面板加工用压铸模具,包括下模箱1、挤压组件4、抽气组件5和固定组件6;
22.下模箱1:上侧面上开设有环形槽3,下模箱1的上侧设有与环形槽3滑动配合的上模箱2,上模箱2的上侧面上安装有抽气组件5,下模箱1的侧面上安装有两个相对应的固定组件6,抽气组件5包含抽气泵51、第二连接管52和电磁阀53,上模箱2的上侧面上安装有抽气泵51,抽气泵51的进气阀门内固定有第二连接管52,第二连接管52的左端固定在上模箱2的上侧面上,第二连接管52与上模箱2 的内腔相通,第二连接管52的圆周面上设有电磁阀
53,抽气泵51 和电磁阀53的输入端均电连接控制开关组7的输出端,固定组件6 包含压板61、螺纹轴62、限位管63和螺母64,上模箱2的上侧面上设置有两个相对应的压板61,压板61的前后两侧固定有两个相对应的螺纹轴62,螺纹轴62的圆周面上套接有限位管63,螺纹轴62 圆周面的下端螺纹连接有螺母64,通过设置抽气泵51将下模箱1内部的气体抽出,通过设置固定组件6将上模箱2与下模箱1相连;
23.挤压组件4:包含连接框41、滑动杆42和弹簧43,环形槽3内部的下端开设有四个相对应的滑孔,滑孔的内部滑动连接有滑动杆 42,四个滑动杆42的上端固定有连接框41,滑动杆42的圆周面上套接有弹簧43,弹簧43的上端固定在连接框41的下侧面上,弹簧 43的下端固定在环形槽3的内部,挤压组件4还包括连接板44、第一连接管45、螺纹管46、连接柱47和螺纹柱48,滑动杆42的下端面上固定有连接板44,四个连接板44均固定在第一连接管45的圆周面上,第一连接管45的下端面上转动连接有螺纹管46,第一连接管45的内部滑动连接有连接柱47,连接柱47固定在下模箱1的下侧面上,连接柱47的下端面上固定有螺纹柱48,螺纹柱48与螺纹管46相配合,通过设置挤压组件4将上模箱2顶出,通过设置螺纹管46和螺纹柱48将第一连接管45固定;
24.其中:还包括控制开关组7,控制开关组7安装在下模箱1的前侧面上,控制开关组7的输入端电连接外部电源的输出端。
25.其中:上模箱2的下侧面上固定有四个相对应的限位柱8,下模箱1的上侧面上开设有四个相对应的限位孔9,限位柱8与限位孔9 相互对应,通过设置限位柱8和限位孔9对上模箱2进行限位。
26.其中:上模箱2的上侧面上固定有注料管10,注料管10与上模箱2的内腔相通,注料管10的圆周面上设置有单向阀11,融化的铸料通过注料管10进入到下模箱1的内部。
27.其中:上模箱2的侧面上开设有凹槽,凹槽的内部固定有橡胶框架12,通过设置橡胶框架12使得上模箱2能够将下模箱1密封。
28.本实用新型提供的一种汽车面板加工用压铸模具的工作原理如下:首先转动螺纹管46向下移动与螺纹柱48相连,连接后继续转动螺纹管46向下,螺纹管46向下带动第一连接管45向下,第一连接管45向下带动四个连接板44向下,四个连接板44向下拉动四个滑动杆42向下,四个滑动杆42向下带动连接框41向下,当连接框41 向下移动到合适位置后停止转动螺纹管46,然后将上模箱2插入进环形槽3的内部,插入完毕后,向下按压两个压板61,两个压板61 向下使得与其相连的四个连接柱47向下移动,然后转动四个螺母64 向上移动与四个限位管63的下端面接触,接触后将上模箱2牢牢固定在下模箱1的上侧面上,固定完毕后,将融化的铸料通过注料管 10注入进下模箱1的内部,注入完毕后启动抽气泵51和电磁阀53,抽气泵51启动后将下模箱1内部的气体抽出,气体抽出后等待铸料冷却,铸料冷却后将四个螺母64卸下,卸下后将四个螺纹轴62抽出,抽出后转动螺纹管46向上移动与连接柱47分离,分离后连接框41 在四个弹簧43向上移动将上模箱2顶起,顶起后用户就能够很方便的将上模箱2卸下。
29.值得注意的是,以上实施例中所公开的控制开关组7上设置有与抽气泵51和电磁阀53一一对应的按钮。
30.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在
其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1