一种覆膜砂铸造生产线的制作方法
1.本实用新型涉及覆膜砂铸造领域,尤其涉及一种覆膜砂铸造生产线。
背景技术:
2.铸造是将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法,目前,企业往覆膜砂模具内浇注铁水时,都是用夹具将多个覆膜砂模具夹紧,然后露天裸注,自然降温,由于铁水温度高,覆膜砂模具强度不够,或浇注时铁水未对准浇筑口时,导致覆膜砂模具破裂,铁水外流,安全性和成品率低,浇注出的产品致密度低,浇筑后,需要将铸件、废砂、钢丸分离,整个过程较为复杂,费时、费力,工人的劳动强度大,工作效率低,怎样提高铸件浇注的安全性和铸件的工作效率,降低工人的劳动强度和生产成本,成为长期以来难以解决的技术难题。
3.鉴于上述原因,现研发出一种覆膜砂铸造生产线。
技术实现要素:
4.本实用新型的目的是为了克服现有技术中的不足,提供一种覆膜砂铸造生产线,极大的提高了铸件浇注的安全性和工作效率,减少人工,降低了工人的劳动强度和生产成本,提高了铸件的产品质量,本实用新型结构简单,设计巧妙,操作方便,使用效果好,适合普遍推广应用。
5.本实用新型为了实现上述目的,采用如下技术方案:一种覆膜砂铸造生产线,是由:出砂罐、振动筛、磁选提升机构、储砂罐、环形轨道、浇筑吊桶、排烟罩、轨道、移动小车、摆渡车机坑、摆渡车、摆渡车轨道、推动机构、吸热罩、翻转架机坑、翻转支架、盖板、翻转液压缸、底座、锁紧钩头、锁紧液压缸构成;出砂罐一侧设置振动筛,出砂罐下方与后侧设置两对轨道,两对轨道相互平行,所述的两对轨道由前至后依次设置为前方轨道、后方轨道,两对轨道上布满移动小车,所述的前方轨道对应振动筛后侧处设置为翻转轨道,振动筛一侧设置磁选提升机构,磁选提升机构与出砂罐之间设置储砂罐,储砂罐位于前方轨道与后方轨道之间,出砂罐另一侧设置浇注机构,所述的后方轨道设置上方设置吸热罩,两对轨道的两端之间设置摆渡车机坑,摆渡车机坑内设置一对摆渡车轨道,一对摆渡车轨道上设置摆渡车,摆渡车上设置推动机构,磁选提升机构与储砂罐之间设置管道,储砂罐与出砂罐之间设置管道。
6.所述的浇注机构由环形轨道、浇筑桶、排烟罩构成,排烟罩设置于前方轨道后侧,环形轨道设置于前方轨道前侧上方,环形轨道下表面设置至少四根支柱,环形轨道上设置至少两个浇筑吊桶。
7.所述的翻转轨道的结构为:振动筛后侧设置翻转架机坑,翻转架机坑内设置翻转支架,翻转支架上端设置盖板,盖板朝向振动筛一侧与翻转支架的上端之间设置销轴,盖板以销轴为中心转动,盖板通过销轴与翻转支架连为一体,翻转架机坑底面远离振动筛一侧中部设置翻转液压缸,翻转液压缸的活塞杆末端与盖板的下表面对应铰接,翻转液压缸带
动盖板转动,盖板上设置一对轨道,翻转架机坑远离振动筛一侧的地平面上设置一对底座,底座上设置锁紧钩头,锁紧钩头与底座之间设置销轴,锁紧钩头以销轴为中心转动,底座后方设置锁紧液压缸,锁紧液压缸的活塞杆末端与锁紧钩头之间对应铰接,锁紧液压缸带动锁紧钩头转动。
8.所述的出砂罐下方的轨道的下方设置振动泵。
9.本实用新型的有益效果是:本实用新型的移动小车移动方式采用顶动移动方式,工人将模具依次放置在移动小车的厢体内,出砂罐让钢丸注入移动小车的厢体内,振动泵带动移动小车轻微振动时钢丸在厢体能够分布的更加均匀密实,当移动小车的厢体内的钢丸埋过最上方模具的上表面后,关闭出砂罐,控制台收到出砂罐的关闭信号后,启动位于轨道前端的摆渡车上的推动机构,推动机构将摆渡车上的移动小车推至振动筛后侧的前方轨道上,前方轨道上的移动小车依次向前移动一个车位,出砂罐工位的工人对下一辆移动小车进行模具装填,当装填好模具的移动小车移动至浇注工位时,浇注工位的工人对移动小车内的模具进行浇筑,浇筑工位的排烟罩与厂房的排烟系统之间设置管道,排烟罩将浇筑时产生的烟雾通过排烟系统排出,完成浇筑的移动小车通过轨道后端的摆渡车输送至后方轨道,吸热罩与厂房的排烟系统之间设置管道,移动小车经过吸热罩时,吸热罩将移动小车内的热气吸出,加快铸件的冷却,装有铸件的移动小车通过轨道前端的摆渡车输送至振动筛后侧,锁紧液压缸带动锁紧钩头转动,锁紧钩头钩紧移动小车的下端,翻转液压缸顶起盖板使移动小车翻转将移动小车内钢丸和铸件倒至振动筛上,钢丸和废砂掉落至振动筛下方的地坑内,铸件掉落至振动筛前方的地坑内,磁选提升机构将磁选分离后的钢丸通过管道输送至储砂罐内重复利用,工人将废砂回收后重复利用,移动小车倾倒完成后,翻转液压缸带动移动下车恢复原位,锁紧液压缸带动锁紧钩头恢复原位放开移动小车,锁紧液压缸后方的探测头探测到锁紧钩头恢复原位后向控制台发送信号,此时,轨道前端的摆渡车才能够进行摆渡任务,本生产线极大的提高了铸件浇注的安全性和工作效率,减少人工,降低了工人的劳动强度和生产成本,提高了铸件的产品质量,本实用新型结构简单,设计巧妙,操作方便,使用效果好,适合普遍推广应用,本实用新型未详细说明处为现有常用技术。
附图说明
10.下面结合附图对本实用新型作进一步说明:
11.图1是总装俯视结构示意图;
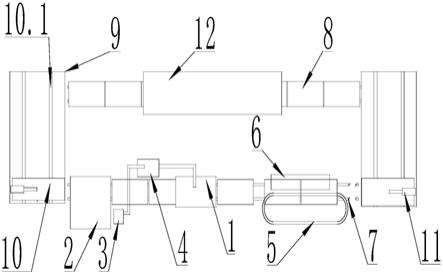
12.图2是主视结构示意图;
13.图3是翻转轨道结构示意图;
14.图中:出砂罐1、振动筛2、磁选提升机构3、储砂罐4、环形轨道5、浇筑吊桶5.1、排烟罩6、轨道7、移动小车8、摆渡车机坑9、摆渡车10、摆渡车轨道10.1、推动机构11、吸热罩12、翻转架机坑13、翻转支架14、盖板15、翻转液压缸16、底座17、锁紧钩头18、锁紧液压缸19。
具体实施方式
15.下面结合附图与具体实施方式对本实用新型作进一步详细说明:
16.出砂罐1一侧设置振动筛2,出砂罐1下方与后侧设置两对轨道7,两对轨道7相互平行,所述的两对轨道由前至后依次设置为前方轨道、后方轨道,两对轨道7上布满移动小车
8,所述的前方轨道对应振动筛2后侧处设置为翻转轨道,振动筛2一侧设置磁选提升机构3,磁选提升机构3与出砂罐1之间设置储砂罐4,储砂罐4位于前方轨道与后方轨道之间,出砂罐1另一侧设置浇注机构,所述的后方轨道设置上方设置吸热罩12,两对轨道7的两端之间设置摆渡车机坑9,摆渡车机坑9内设置一对摆渡车轨道10.1,一对摆渡车轨道10.1上设置摆渡车10,摆渡车10上设置推动机构11,磁选提升机构3与储砂罐4之间设置管道,储砂罐4与出砂罐1之间设置管道。
17.所述的浇注机构由环形轨道5、浇筑桶5.1、排烟罩6构成,排烟罩6设置于前方轨道后侧,环形轨道5设置于前方轨道前侧上方,环形轨道5下表面设置至少四根支柱,环形轨道5上设置至少两个浇筑吊桶5.1。
18.所述的翻转轨道的结构为:振动筛2后侧设置翻转架机坑13,翻转架机坑13内设置翻转支架14,翻转支架14上端设置盖板15,盖板15朝向振动筛2一侧与翻转支架14的上端之间设置销轴,盖板15以销轴为中心转动,盖板15通过销轴与翻转支架14连为一体,翻转架机坑13底面远离振动筛2一侧中部设置翻转液压缸16,翻转液压缸16的活塞杆末端与盖板15的下表面对应铰接,翻转液压缸16带动盖板15转动,盖板15上设置一对轨道7,翻转架机坑13远离振动筛2一侧的地平面上设置一对底座17,底座17上设置锁紧钩头18,锁紧钩头18与底座17之间设置销轴,锁紧钩头18以销轴为中心转动,底座17后方设置锁紧液压缸19,锁紧液压缸19的活塞杆末端与锁紧钩头18之间对应铰接,锁紧液压缸19带动锁紧钩头18转动。
19.所述的出砂罐1下方的轨道7的下方设置振动泵。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1