一种铸造件脱模下料机的制作方法
1.本实用新型属于铸造辅助设备技术领域,尤其涉及一种铸造件脱模下料机。
背景技术:
2.砂芯成形中子机是铸造设备的一种。刹车盘属于铸造件,刹车盘铸件砂芯成形中子机制造,在铸件开模后,需要将铸件自中子机的模具中取出并移动到下一工位,完成脱模操作。目前,刹车盘铸造件的脱模操作由人工操作进行,存在以下缺点:1、自动化程度低,操作效率低;2、操作人员的工作环温度高,空间有限,工作环境差,操作人员的工作强度大;3、操作人员在操作过程中存在生产安全隐患;4、在脱模工序中,开模与下一工序之间,需要对铸造件进行降温搁置处理,因此需要对铸造件进行手动二次移动,劳动强度大。
技术实现要素:
3.针对现有技术存在的问题,本实用新型提供了一种解决目前铸造件脱模自动化程度低,劳动强度大等问题的铸造件脱模下料机。
4.本实用新型是这样实现的,一种铸造件脱模下料机,其特征在于:包括机架、进给活台、进给驱动装置、抬升活台、抬升叉架、抬升驱动装置;进给活台通过水平直线导轨安装在所述机架上;进给驱动装置安装在机架上,用于驱动所述进给活台沿所述水平直线导轨活移;抬升活台以竖向活移的方式安装在所述机架上;抬升叉架的前端具有两平行设置的水平托杆,抬升叉架安装在所述抬升活台上;抬升驱动装置安装在机架上,用于驱动所述抬升活台上下活移。
5.在上述技术方案中,优选的,还包括落料架,所述落料架的上部为平行设置两落料滑杆,落料滑杆靠近所述水平托杆的一端水平高度高于其另一端的水平高度,所述落料滑杆位于所述抬升活台和抬升叉架的侧方,所述落料架安装在所述机架上。
6.在上述技术方案中,优选的,所述机架的左右两侧设有相互平行的水平直线导轨,所述进给活台的两侧部安装与所述水平直线导轨配合的滚轮。
7.在上述技术方案中,优选的,所述抬升驱动装置为抬升气缸,所述抬升气缸的缸体安装在所述进给活台上,所述抬升气缸具有竖向伸缩的抬升缸杆,所述抬升缸杆的上端安装所述抬升活台。
8.在上述技术方案中,优选的,所述进给驱动装置包括进给气缸、进给拨杆和进给推杆,所述进给气缸的缸体安装在所述机架上,所述进给气缸具有水平伸缩的进给缸杆,所述进给拨杆的下端铰接所述机架,所述进给推杆的上端固定所述进给活台,所述进给推杆的下端设有滑柱,所述进给拨杆具有滑槽,所述滑柱配装在所述滑槽中,所述进给缸杆与所述进给拨杆铰接,进给缸杆用于推动所述进给拨杆以其下端的铰接点为轴摆动。
9.在上述技术方案中,优选的,所述抬升活台包括第一竖向活台和第二竖向活台,所述抬升驱动装置包括第一竖向气缸和第二竖向气缸,所述第一竖向气缸和第二竖向气缸的缸体安装在所述进给活台上,所述第一竖向活台安装在所述第一竖向气缸的缸杆上,所述
第二竖向活台安装在所述第二竖向气缸的缸杆上,所述第一竖向活台和第二竖向活台沿所述水平直线导轨的方向分布,所述第一竖向活台和第二竖向活台与所述抬升叉架铰接。
10.本实用新型的优点和效果是:
11.提供一种可以对开模后的铸造件进行脱模操作的自动化设备,本设备可以替代传统人工操作,自动化程度高,效率高,令铸造全自动生产线得以实现。可消除人工脱模操作过程中存在的潜在安全隐患。本自动化设备可通过入栈出栈的形式进行脱模操作,在铸造件的脱模转移过程中,铸造件的温度会下降,无需设置独立的降温搁置工位和装置。
附图说明
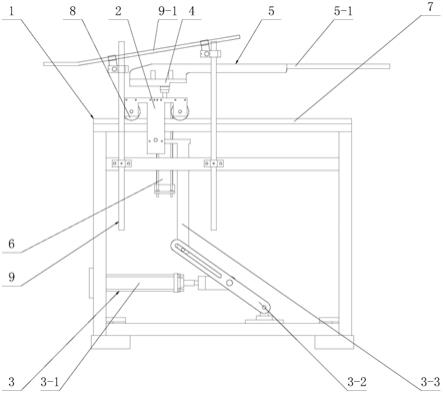
12.图1是本实用新型实施例一结构示意图;
13.图2是本实用新型中抬升叉架的俯视图;
14.图3是本实用新型实施例二结构示意图。
15.图中、1、机架;2、进给活台;3、进给驱动装置;3-1、进给气缸;3-2、进给拨杆;3-3、进给推杆;4、抬升活台;5、抬升叉架;5-1、水平托杆;6、抬升驱动装置;7、水平直线导轨;8、滚轮;9、落料架;9-1、落料滑杆;10、第一竖向活台;11、第二竖向活台;12、第一竖向气缸;13、第二竖向气缸。
具体实施方式
16.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
17.为解决目前铸造件脱模自动化程度低,劳动强度大等问题,本实用新型特提供一种铸造件脱模下料机,本设备自动化程度高,可完全替代人工,消除人工操作所存在安全隐患等弊端。为了进一步说明本实用新型的结构,结合附图详细说明书如下:
18.实施例一
19.请参阅图1和图2,一种铸造件脱模下料机,包括机架1、进给活台2、进给驱动装置3、抬升活台4、抬升叉架5、抬升驱动装置6。
20.机架1为型钢构成的架体,为本设备其它部件的安装基础。
21.进给活台2通过水平直线导轨7安装在机架1上。具体的,机架1的左右两侧设有相互平行的水平直线导轨7,进给活台2的两侧部安装与水平直线导轨7配合的滚轮8。即进给活台2为滑车构造,在具有平台面的车体两侧通过轮轴安装滚轮8,滚轮8包括滚压在水平直线导轨7上部的上滚轮和滚压在水平直线导轨7下部的下滚轮。依靠滚轮8与水平直线导轨7的结合,进给活台2可沿水平直线导轨7滑移。本设备安装时,水平直线导轨7位于压模工位与下料输送带之间,进给活台2可在压模工位与下料输送带之间活移。
22.进给驱动装置3安装在机架1上,用于驱动进给活台2沿所述水平直线导轨7活移。本实施例中,进给驱动装置3包括进给气缸3-1、进给拨杆3-2和进给推杆3-3。进给气缸3-1的缸体安装在机架1上,进给气缸3-1水平横向设置,其前端与压模工位相对。进给气缸3-1具有水平伸缩的进给缸杆。进给拨杆3-2的下端铰接机架1。进给推杆3-3为竖向延伸的杆架,进给推杆3-3的上端固定进给活台2,进给推杆3-3的下端设有滑柱,滑柱是轴线水平且
与水平直线导轨7垂直的圆柱体。进给拨杆3-2具有滑槽,滑槽沿进给拨杆3-2的长度方向延伸,滑柱配装在滑槽中。进给缸杆与进给拨杆3-2铰接,进给缸杆用于推动进给拨杆3-2以其下端的铰接点为轴摆动,进给缸杆下端铰接点处的铰接轴的轴线与滑柱平行。进给气缸3-1的进给缸杆伸出,进给缸杆伸出推动进给拨杆3-2摆动,进给拨杆3-2拨动进给活台2活移。
23.抬升活台4以竖向活移的方式安装在机架1上。本实施例中,抬升驱动装置6为抬升气缸,抬升气缸的缸体安装在进给活台2上,抬升气缸具有竖向伸缩的抬升缸杆,抬升缸杆的上端安装抬升活台4。在抬升气缸的驱动作用下,抬升活台4可实现上下活移。
24.本实施例中,抬升叉架5为杆架,抬升叉架5的前端具有两平行设置的水平托杆5-1,两水平托杆5-1可伸入铸造件的下部空间,且与压模工位的脱模顶杆等部件不产生竖向空间干涉。抬升叉架5安装在抬升活台4上,具体的,抬升叉架5是沿水平直线导轨7方向延伸的一段架体,其利用螺钉固定在抬升活台4上。
25.还包括落料架9,落料架9的上部为平行设置两落料滑杆9-1,落料滑杆9-1靠近水平托杆5-1的一端水平高度高于其另一端的水平高度,落料滑杆9-1位于抬升活台4和抬升叉架5的侧方,两落料滑杆9-1之间的宽度不大于铸造件的宽度,保证其可以对铸造件实施承托。落料架9安装在机架1上。
26.本实施例所述铸造件脱模下料机的工作方式为:
27.压模工位开模后,抬升叉架5向前进给,且水平托杆5-1伸入铸造件的下方,抬升叉架5的水平托杆5-1抬升并托起铸造件,待铸造件抬升至横向无干涉位置后,抬升叉架5向后移动,将铸造件脱出压模工位。再对下一铸造件脱取过程中,铸造件顶推抬升叉架5上已经承托的铸造件在抬升叉架5上向后移动,以此实现铸造件入栈式取料。
28.在抬升叉架5的尾端,抬升叉架5在高点位置时,其水平高度高于落料架9的落料滑杆9-1高点位置,抬升叉架5下落过程中,抬升叉架5与落料滑杆9-1竖向交错动作,抬升叉架5尾部承托的铸造件承接承托在料滑杆9-1上,在落料滑杆9-1的滑坡形导向作用下,在抬升叉架5上已经降温的铸造件自料滑杆9-1尾部出料自输送带上。
29.实施例二
30.请参阅图3,本实施例中,与实施例一的区别技术特征为抬升活台和抬升驱动装置的构造,具体的,抬升活台包括第一竖向活台10和第二竖向活台11,抬升驱动装置包括第一竖向气缸12和第二竖向气缸13。第一竖向气缸10和第二竖向气缸11的缸体安装在进给活台2上,第一竖向活台10安装在第一竖向气缸12的缸杆上,第二竖向活台11安装在第二竖向气缸13的缸杆上,第一竖向活台10和第二竖向活台11沿水平直线导轨7的方向分布,第一竖向活台10和第二竖向活台11与抬升叉架5铰接。此铰接轴的轴线水平且与水平直线导轨7垂直。
31.通过第一竖向气缸12和第二竖向气缸13的缸杆伸出长度差,可以实现抬升叉架5尾端沉降,以此实现抬升叉架5兼具取料和自主下料功能。
32.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1