一种铝合金生产用溜槽的制作方法
1.本技术涉及铝合金加工生产领域,尤其涉及一种铝合金生产用溜槽。
背景技术:
2.在铝合金加工制作时,通常需要将混合炉子中产生的铝水经溜槽流入到相应的模具中,通过模具制成相应的铝产品,但是,现有的溜槽在使用过程中,容易出现铝水飞溅,且容易出现溜槽壁损伤的现象,同时,无法实现对流入模具中铝水量的控制,容易造成模具中铝水外溢以及无法对铝水进行过滤,生产的铝合金品质差。
技术实现要素:
3.本技术提供了一种铝合金生产用溜槽,解决了现有技术中传统的铝水溜槽容易出现铝水飞溅、内壁损伤程度大且易造成模具中铝水外溢和铝合金品质差的问题。
4.为解决上述技术问题,本技术提供了一种铝合金生产用溜槽,包括:
5.过滤槽体,所述过滤槽体内可拆卸设置有陶瓷过滤板,所述过滤槽体的一侧连通设置有缓冲槽体,所述缓冲槽体的一侧连通设置有第一溜槽,所述第一溜槽的一端与混合炉子的出料口相互衔接,所述过滤槽体的另一侧连通设置有第二溜槽,所述第二溜槽远离所述过滤槽体的一端连通设置有第三溜槽,所述第三溜槽的两端分别连通有第一模具和第二模具,所述第二溜槽和所述第三溜槽的连接处呈弧形设置,所述缓冲槽体和所述第一溜槽的连接处呈弧形设置,所述第三溜槽靠近所述第一模具的一端设置有第一调节阀,所述第三溜槽靠近所述第二模具的一端设置有第二调节阀。
6.优选地,所述第二溜槽为l形溜槽,且l形溜槽的弯折处呈弧形设置。
7.优选地,所述第三溜槽为l形溜槽,且l形溜槽的弯折处呈弧形设置。
8.优选地,所述第一调节阀包括固定于所述第一溜槽上的安装板,所述安装板上贯通设置有安装孔,所述安装板上固定有安装架,所述安装架上旋拧设置有调节螺杆,所述调节螺杆的下端固定有与所述第一溜槽对应的调节板,所述调节板贯穿所述安装孔并延伸至所述第一溜槽内。
9.优选地,所述调节螺杆的上端还设置有旋拧把手。
10.优选地,所述第二调节阀为插设于所述第三溜槽内的抽插板。
11.优选地,所述抽插板的上侧还设置有操作把手。
12.相比于现有技术,本技术所提供的一种铝合金生产用溜槽,包括过滤槽体,过滤槽体内可拆卸设置有陶瓷过滤板,过滤槽体的一侧连通设置有缓冲槽体,缓冲槽体的一侧连通设置有第一溜槽,第一溜槽的一端与混合炉子的出料口相互衔接,过滤槽体的另一侧连通设置有第二溜槽,第二溜槽远离过滤槽体的一端连通设置有第三溜槽,第三溜槽的两端分别连通有第一模具和第二模具,第二溜槽和第三溜槽的连接处呈弧形设置,所述缓冲槽体和所述第一溜槽的连接处呈弧形设置,第三溜槽靠近第一模具的一端设置有第一调节阀,第三溜槽靠近第二模具的一端设置有第二调节阀。
13.由此可见,应用本溜槽,在实际使用时,在铝水没有流放之前,通过在过滤槽体中添加天然气的方式将过滤网上的水分和泡沫等去除,之后熄灭天然气,接着打开混合炉子的出料口将烧制成的铝水经第一溜槽流至缓冲槽体中,再从缓冲槽体内流至过滤槽体中,通过过滤槽体中的陶瓷过滤板对铝水进行过滤,以去除铝水中的杂质,提高铝合金产品的品质,过滤后的铝水经第二溜槽流至第三溜槽中,最后经第三溜槽的两端分别流至第一模具和第二模具中,以加工成相应的铝合金产品,降低报废率,各连接处的弧形结构设置可以防止铝水在流动的过程中出现飞溅现象,降低铝水对溜槽内壁的冲刷力,减轻对溜槽内壁的损伤程度。同时,通过第三溜槽上的第一调节阀和第二调节阀的设置可以实现对进入第一模具和第二模具中的铝水的量调节控制,进而避免模具中铝水外溢的现象,确保生产安全性和节约资源。
附图说明
14.为了更清楚的说明本技术的技术方案,下面将对实施例中所需要使用的附图作简要的介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性的前提下,还可以根据这些附图获得其他的附图。
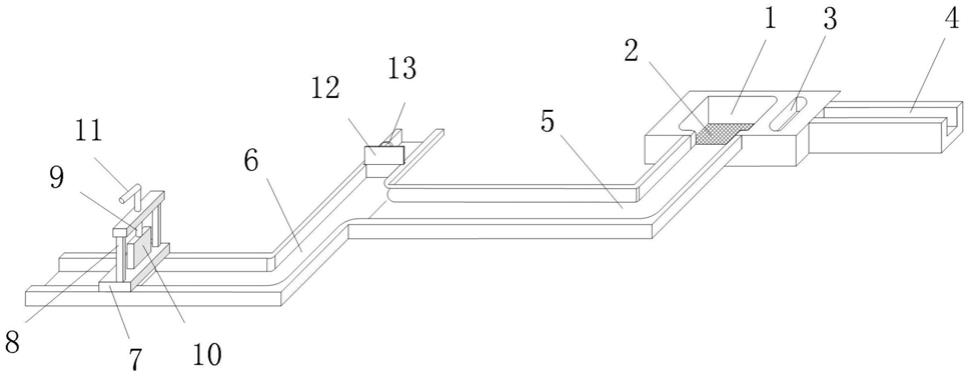
15.图1为本实用新型实施例所提供的一种铝合金生产用溜槽结构示意图;
16.图中,1过滤槽体,2陶瓷过滤板,3缓冲槽体,4第一溜槽,5第二溜槽,6第三溜槽,7安装板,8安装架,9调节螺杆,10调节板,11旋拧把手,12抽插板,13操作把手。
具体实施方式
17.为了使本技术领域的人员更好地理解本技术中的技术方案,下面将结合附图,对本技术实施例中的技术方案进行清楚完整的描述。
18.本技术的核心是提供一种铝合金生产用溜槽,可以解决现有技术中传统的铝水溜槽容易出现铝水飞溅、内壁损伤程度大且易造成模具中铝水外溢和铝合金品质差的问题。
19.图1为本实用新型实施例所提供的一种铝合金生产用溜槽结构示意图,如图1所示,该溜槽包括:
20.过滤槽体1,过滤槽体1内可拆卸设置有陶瓷过滤板2,过滤槽体1的一侧连通设置有缓冲槽体3,缓冲槽体3的一侧连通设置有第一溜槽4,第一溜槽4的一端与混合炉子的出料口相互衔接,过滤槽体1的另一侧连通设置有第二溜槽5,第二溜槽5远离过滤槽体1的一端连通设置有第三溜槽6,第三溜槽6的两端分别连通有第一模具和第二模具,第二溜槽5和第三溜槽6的连接处呈弧形设置,缓冲槽体1和第一溜槽4的连接处呈弧形设置,第三溜槽6靠近第一模具的一端设置有第一调节阀,第三溜槽6靠近第二模具的一端设置有第二调节阀。
21.具体地,过滤槽体1和缓冲槽体3的结构以及形状均可根据实际情况进行确定,通过缓冲槽体3可以实现对铝水的缓冲,进而降低铝水的流速,缓冲槽体3和过滤槽体1之间是连通设置的,陶瓷过滤板2可拆卸设置在过滤槽体1内,并且,安装后,陶瓷过滤板2是与过滤槽体1的底部是相互平行的,在铝水流放之前,需要在过滤槽体1的底部点火将陶瓷过滤板2上的水分蒸干,以避免水分混合到铝水中,影响铝合金的质量,将泡沫烧掉,避免泡沫堵塞陶瓷过滤板2影响过滤且避免泡沫混合到铝水中,影响铝合金的质量。
22.第一溜槽4的一端与混合炉子的出料口是相互衔接的,第一溜槽4的另一端是与缓冲槽体3的一侧连通设置的,从混合炉子的出料口流出的铝水可以顺利地流至到第一溜槽4中,然后经缓冲槽体3流入到过滤槽体1中,通过陶瓷过滤板2进行过滤。第二溜槽5的一端与过滤槽体1连通设置,且该连接处是呈弧形设置的,第二溜槽5远离过滤槽体1的一端是与第三溜槽6连通设置的,且该连接处也是呈弧形设置的,两个连接处的弧形设置可以避免铝水在流动的过程中出现飞溅现象,且可以降低铝水对连接处溜槽内壁的冲刷力,降低溜槽内壁损伤程度。第一模具和第二模具的进料口分别与第三溜槽6的两端连通设置,铝水最后可以将第三溜槽6的两端分别流入到第一模具和第二模具中,通过第一模具和第二模具加工制成相应的铝合金产品。为了进一步降低铝水飞溅现象和铝水对溜槽内壁的冲刷力,作为优选地实施方式,可以将第二溜槽5设置为l形溜槽,且l形溜槽的弯折处呈弧形设置。作为优选地实施方式,可以将第三溜槽6设置为l形溜槽,且l形溜槽的弯折处呈弧形设置。
23.第一调节阀设置在第三溜槽6靠近第一模具的一端位置处,第二调节阀设置在第三溜槽6靠近第二模具的一端位置处,通过第一调节阀可以对进入第一模具内的铝水量进行调节控制,通过第二调节阀可以对进入第二模具内的铝水量进行调节控制。作为优选地实施方式,第一调节阀包括固定于第一溜槽4上的安装板7,安装板7上贯通设置有安装孔,安装板7上固定有安装架8,安装架8上旋拧设置有调节螺杆9,调节螺杆9的下端固定有与第一溜槽4对应的调节板10,调节板10贯穿安装孔并延伸至第一溜槽4内。作为优选地实施方式,调节螺杆9的上端还设置有旋拧把手11。使用时,通过操作旋拧把手11的方式可以带动调节板10上移或下降以对铝水流量进行控制。
24.作为优选地实施方式,第二调节阀为插设于第三溜槽6内的抽插板12。优选地,抽插板12的上侧还设置有操作把手13。具体地,在第三溜槽6的相应位置处设置有两个安装槽,所述抽插板12的两侧插设在两个安装槽内,使用时,通过手握操作把手13的方式可以实现抽插板12的上移或下降,以对铝水流量进行控制。
25.本技术所提供的一种铝合金生产用溜槽,在实际使用时,在铝水没有流放之前,通过在过滤槽体中添加天然气的方式将过滤网上的水分和泡沫等去除,之后熄灭天然气,接着打开混合炉子的出料口将烧制成的铝水经第一溜槽流至缓冲槽体中,再从缓冲槽体内流至过滤槽体中,通过过滤槽体中的陶瓷过滤板对铝水进行过滤,以去除铝水中的杂质,提高铝合金产品的品质,过滤后的铝水经第二溜槽流至第三溜槽中,最后经第三溜槽的两端分别流至第一模具和第二模具中,以加工成相应的铝合金产品,第二溜槽和第三溜槽连接处的弧形结构设置可以防止铝水在流动的过程中出现飞溅现象,降低铝水对溜槽内壁的冲刷力,减轻对溜槽内壁的损伤程度。同时,通过第三溜槽上的第一调节阀和第二调节阀的设置可以实现对进入第一模具和第二模具中的铝水的量调节控制,进而避免模具中铝水外溢的现象,确保生产安全性和节约资源。
26.本领域技术人员在考虑说明书及实践这里公开的申请后,将容易想到本技术的其他实施方案。本技术旨在涵盖本技术的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本技术的一般性原理并包含本技术公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为实例性的,本技术的真正范围由权利要求指出。
27.应当理解的是,本技术并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。以上所述的本技术实施方式并不构成对本申
请保护范围的限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1