风机叶片表面自动磨削加工设备的制作方法
1.本实用新型涉及风机叶片加工技术领域,尤其涉及一种风机叶片表面自动磨削加工设备。
背景技术:
2.风机是依靠输入的机械能,提高气体压力并排送气体的机械,它是一种从动的流体机械,风机广泛用于工厂、矿井、隧道、冷却塔、车辆、船舶和建筑物的通风、排尘和冷却,锅炉和工业炉窑的通风和引风等。风机叶片的叶片一般采用金属板材制成,金属叶片在生产的过程中,常需要对金属叶片的表面进行磨削处理,以便于打磨去除表面的金属毛刺,传统的磨削方式,是通过人工手持打磨纸对金属叶片的表面进行磨削处理,整个过程较为耗费人力,且效率低下。为此,我们提出风机叶片表面自动磨削加工设备解决上述问题。
技术实现要素:
3.本实用新型的目的是为了解决上述的问题,而提出的一种风机叶片表面自动磨削加工设备。
4.为了解决上述技术问题,本实用新型采用的技术方案是:
5.风机叶片表面自动磨削加工设备,包括加工台,所述加工台上固定连接有支撑架,所述支撑架上转动连接有往复丝杠,且往复丝杠的一端传动连接有伺服电机,所述往复丝杠上螺纹连接有支撑框,且支撑框上设置有电缸,所述支撑架上固定连接有限位杆,且限位杆与支撑框滑动连接,所述电缸的输出端固定连接有开口盒,所述开口盒中转动连接有砂辊,且开口盒上设置有与砂辊相配合的驱动机构,所述开口盒中转动连接有与砂辊相配合的散热扇,且散热扇和驱动机构之间设置有联动机构。
6.为了更好地解决上述技术问题,本实用新型采用的进一步技术方案是:所述驱动机构由主动锥齿轮、从动锥齿轮和驱动电机组成,所述主动锥齿轮转动设置于开口盒中,且主动锥齿轮的传动轴与驱动电机传动连接,所述从动锥齿轮与砂辊同轴固定,且从动锥齿轮与主动锥齿轮相啮合。
7.为了更好地解决上述技术问题,本实用新型采用的进一步技术方案是:所述联动机构由第一锥齿轮、第二锥齿轮和皮带轮组件组成,所述第一锥齿轮转动设置于开口盒中,所述第二锥齿轮与散热扇同轴固定,且第二锥齿轮与第一锥齿轮相啮合,所述第一锥齿轮的传动轴和主动锥齿轮的传动轴之间通过皮带轮组件传动连接。
8.为了更好地解决上述技术问题,本实用新型采用的进一步技术方案是:所述加工台的上表面嵌设有电磁片,且加工台上设置有电磁片电性连接的继电器。
9.为了更好地解决上述技术问题,本实用新型采用的进一步技术方案是:所述电缸的输出端固定连接有支撑板,且支撑板通过多个缓冲弹簧与开口盒固定连接,所述开口盒的上端固定连接有多个导向杆,且导向杆与支撑板滑动连接。
10.为了更好地解决上述技术问题,本实用新型采用的进一步技术方案是:所述主动
锥齿轮和从动锥齿轮的齿数比为2:1。
11.本实用新型的优点是:可以控制转动的砂辊往复横向运动对金属叶片的表面进行自动打磨,避免了人工磨削的劳力损耗,且有效的提高了磨削效率,通过设置的联动机构,可以使得散热扇配合砂辊同步转动,进而使得散热扇转动产生风力,以加快砂辊的散热。可以利用电磁片通电生磁吸合金属叶片,保证金属叶片打磨过程中放置的稳固性,通过设置的继电器,便于使用者控制电磁片通断电。
附图说明
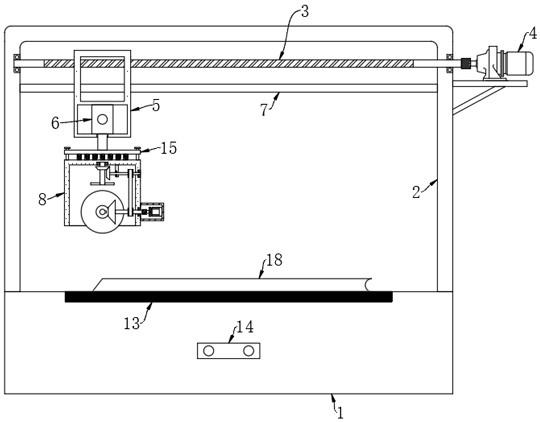
12.图1为本实用新型提出的风机叶片表面自动磨削加工设备的正视透视结构示意图;
13.图2为本实用新型提出的风机叶片表面自动磨削加工设备的开口盒和支撑板相互配合的正视透视结构示意图;
14.图3为图2中a处的放大结构示意图。
15.图中:1加工台、2支撑架、3往复丝杠、4伺服电机、5支撑框、6电缸、7限位杆、8开口盒、9砂辊、10驱动机构、101主动锥齿轮、102从动锥齿轮、103驱动电机、11散热扇、12联动机构、121第一锥齿轮、122第二锥齿轮、123皮带轮组件、13电磁片、14继电器、15支撑板、16缓冲弹簧、17导向杆、18金属叶片。
具体实施方式
16.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
17.参照图1-3所示,风机叶片表面自动磨削加工设备,包括加工台1,加工台1的上表面嵌设有电磁片13,且加工台1上设置有电磁片13电性连接的继电器14,通过设置的电磁片13,可以利用电磁片13通电生磁吸合金属叶片18,以保证金属叶片18磨削过程中放置的稳固性,继电器14的设置,便于使用者控制电磁片13通断电。
18.加工台1上固定连接有支撑架2,支撑架2上转动连接有往复丝杠3,且往复丝杠3的一端传动连接有伺服电机4,伺服电机4的型号为130st,往复丝杠3上螺纹连接有支撑框5,且支撑框5上设置有电缸6,电缸6的型号为sdg50,支撑架2上固定连接有限位杆7,且限位杆7与支撑框5滑动连接,限位杆7的设置可以对支撑框5进行限位,避免支撑框5跟随往复丝杠3转动。
19.电缸6的输出端固定连接有开口盒8,电缸6的输出端固定连接有支撑板15,且支撑板15通过多个缓冲弹簧16与开口盒8固定连接,开口盒8的上端固定连接有多个导向杆17,且导向杆17与支撑板15滑动连接,通过设置的支撑板15和缓冲弹簧16的配合,可以给予砂辊9缓冲防护。
20.开口盒8中转动连接有砂辊9,且开口盒8上设置有与砂辊9相配合的驱动机构10,驱动机构10由主动锥齿轮101、从动锥齿轮102和驱动电机103组成,驱动电机103的型号为jb37-520,主动锥齿轮101转动设置于开口盒8中,且主动锥齿轮101的传动轴与驱动电机103传动连接,从动锥齿轮102与砂辊9同轴固定,且从动锥齿轮102与主动锥齿轮101相啮合,通过设置的主动锥齿轮101和从动锥齿轮102的传动配合,便于驱动电机103驱动砂辊9
转动,主动锥齿轮101和从动锥齿轮102的齿数比为2:1从动锥齿轮102的齿数设计,可以提高砂辊9的转速,进而使得砂辊9可以更好的进行磨削作业。
21.开口盒8中转动连接有与砂辊9相配合的散热扇11,且散热扇11和驱动机构10之间设置有联动机构12,联动机构12由第一锥齿轮121、第二锥齿轮122和皮带轮组件123组成,第一锥齿轮121转动设置于开口盒8中,第二锥齿轮122与散热扇11同轴固定,且第二锥齿轮122与第一锥齿轮121相啮合,第一锥齿轮121的传动轴和主动锥齿轮101的传动轴之间通过皮带轮组件123传动连接,通过设置的皮带轮组件123,可以使得第一锥齿轮121与主动锥齿轮101同步转动,进而在第一锥齿轮121和第二锥齿轮122的传动配合下,可以实现散热扇11与砂辊9的联动,避免了另外增设驱动设备驱动散热扇11的成本。
22.使用本装置时,将金属叶片18放置于加工台1上,随后通过继电器14启动电磁片13,使得电磁片13通电生磁吸合金属叶片18,保证金属叶片18放置的稳固性,然后,启动电缸6,使得电缸6的输出端控制砂辊9与需要进行磨削的金属叶片18的表面进行接触,随后,启动伺服电机4和驱动电机103,驱动电机103会带动主动锥齿轮101转动,主动锥齿轮101转动后,会通过从动锥齿轮102带动砂辊9转动,砂辊9转动的过程中会对金属叶片18的表面进行磨削作业,同时,在皮带轮组件123的传动下,第一锥齿轮121会和主动锥齿轮101同步转动,第一锥齿轮121转动后,会通过第二锥齿轮122带动散热扇11转动,散热扇11转动后会产生风力,加快周围空气的流动,进而加快砂辊9的散热,伺服电机4会控制往复丝杠3转动,在限位杆7的限位作用下,支撑框5会带动砂辊9往复横向运动,使得转动的砂辊9可以由前至后往复运动,实现对金属叶片18表面的充分磨削。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1