热轧钢板的制作方法
本发明涉及热轧钢板。具体地讲,涉及可通过压力加工等成形为各种形状而加以利用的热轧钢板,尤其涉及高强度的、且扩孔性及剪切加工性优异的热轧钢板。本技术基于2020年8月27日提出的日本特愿2020-143745号主张优先权,在此引用其内容。
背景技术:
1、近年来,从地球环境保护的观点出发,许多领域正在尝试削减二氧化碳气体排放量。即使在汽车生产厂家也在积极进行以低燃料消费为目的的车体轻量化的技术开发。可是,为了确保乘务员的安全,也将重点放置在提高耐碰撞特性上,因此车体轻量化并非易事。
2、为了兼顾车体轻量化和耐碰撞特性,正在研究采用高强度钢板使构件薄壁化。因此,迫切期待着兼备较高的强度和优异的成形性的钢板,为了满足这些要求,以往提出了几项技术。由于汽车构件具有各种加工方式,所以所要求的成形性因所用的构件而不同,但其中把扩孔性列为成形性的重要指标。此外,汽车构件通过压力成形来进行成形,但压力成形的板坯大多通过生产率高的剪切加工来制造。
3、例如,专利文献1中,公开了在平均结晶粒径为10μm以下的铁素体中分散了平均结晶粒径为5μm以下的残余奥氏体的、耐碰撞安全性及成形性优异的汽车用高强度钢板。在金属组织含有残余奥氏体的钢板中,虽然在加工中奥氏体产生马氏体相变,通过相变诱导塑性而显示出大的拉伸率,但是因生成硬质的马氏体而损害扩孔性。专利文献1中,还公开通过使铁素体及残余奥氏体微细化,不仅可提高延展性而且还可提高扩孔性。
4、专利文献2中,公开了使晶粒内微细分散有由残余奥氏体及/或马氏体构成的第二相的、延展性及扩孔性优异的抗拉强度为980mpa以上的高强度钢板。
5、专利文献3及4中,公开了延展性及扩孔性优异的高强度热轧钢板及其制造方法。专利文献3中公开了一种延展性及拉伸凸缘性良好的高强度热轧钢板的制造方法,其中,热轧结束后在1秒钟以内冷却到720℃以下的温度区域,在超过500℃且720℃以下的温度区域滞留1~20秒钟的滞留时间后,在350~500℃的温度区域进行卷取。此外,专利文献4中,公开了一种延展性及拉伸凸缘性良好的高强度热轧钢板,其中,以贝氏体为主体,具有适量的多边形铁素体和残余奥氏体,而且在除残余奥氏体以外的钢组织中被具有15°以上的晶体取向差的晶界围住的晶粒的平均粒径为15μm以下。
6、现有技术文献
7、专利文献
8、专利文献1:日本特开平11-61326号公报
9、专利文献2:日本特开2005-179703号公报
10、专利文献3:日本特开2012-251200号公报
11、专利文献4:日本特开2015-124410号公报
12、非专利文献
13、非专利文献1:j.webel,j.gola,d.britz,f.mucklich,materialscharacterization 144(2018)584-596
14、非专利文献2:d.l.naik,h.u.sajid,r.kiran,metals 2019,9,546
15、非专利文献3:k.zuiderveld,contrast limited adaptive histogramequalization,chapter viii.5,graphics gems iv.p.s.heckbert(eds.),cambridge,ma,academic press,1994,pp.474-485
技术实现思路
1、发明所要解决的课题
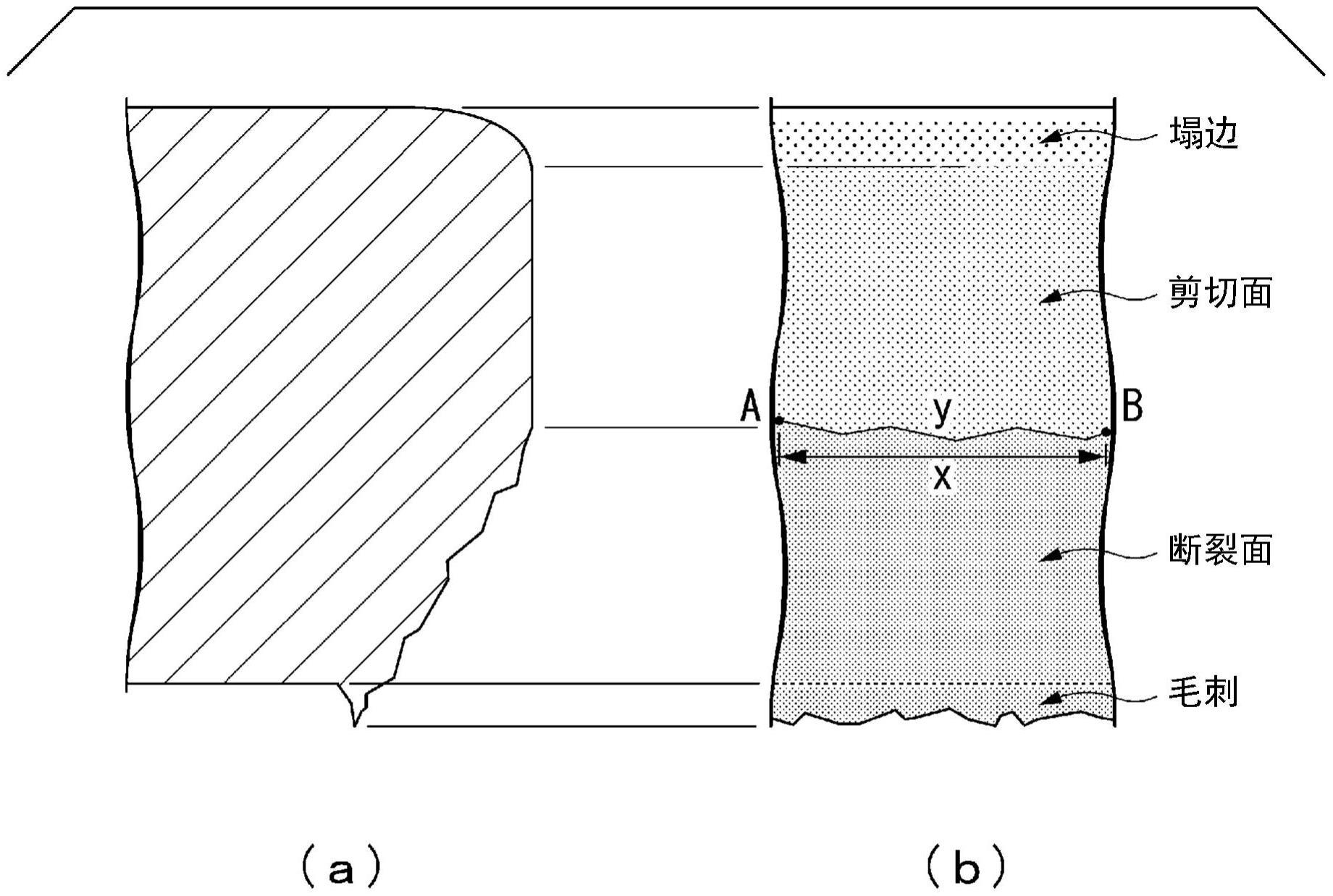
2、由于汽车构件具有各种加工方式,所以所要求的成形性因所用的构件而不同,但其中把扩孔性列为成形性的重要指标。此外,汽车部件通过压力成形来进行成形,但其压力成形的板坯大多通过生产率高的剪切加工来制造,需要使剪切加工后的端面精度优异。特别是,在980mpa以上的高强度钢板中,由于剪切加工后的修整(coining)等后处理所需的载荷增大,因此希望以特别高的精度控制剪切加工后的端面中的断裂面的凹凸。
3、专利文献1~4中公开的技术都是提高强度和扩孔时的压力成形性的技术,但没有言及提高剪切加工性的技术,推测在对部件进行压力成形的阶段需要后处理,从而使制造成本上升。
4、本发明是鉴于现有技术的上述课题而完成的,目的是提供一种具有较高的强度、而且具有优异的扩孔性及剪切加工性的热轧钢板。
5、用于解决课题的手段
6、本发明人等鉴于上述课题,对热轧钢板的化学组成及金属组织与机械特性的关系反复进行了锐意研究,结果得到以下的见解(a)~(f),由此完成了本发明。
7、再者,所谓具有优异的剪切加工性,表示剪切加工后的端面中的断裂面和剪切面的边界的直线性高。因为只要剪切加工后的端面中的断裂面和剪切面的边界的直线性高,就能够看作为剪切加工后的端面精度优异。此外,所谓具有优异的强度或较高的强度,表示抗拉强度为980mpa以上。
8、(a)为了得到优异的抗拉(最大)强度及扩孔性,优选金属组织的母相组织为硬质。也就是说,优选铁素体及贝氏体等的软质组织的分数尽量小。
9、(b)为了大量形成马氏体及回火马氏体,将奥氏体组织迅速冷却到规定的温度是有效的。因此,在热轧工艺中不实施中间空冷而冷却到规定的温度是有效的。
10、(c)对于提高剪切加工后的端面中的断裂面和剪切面的边界的直线性,重要的是形成mn偏析少、组织形态无周期性而随机、且不均匀(均匀性低)的金属组织。
11、(d)具体地讲,使mn浓度的标准偏差在一定值以下以及控制金属组织的周期性及金属组织的均匀性,对于提高剪切加工后的端面中的断裂面和剪切面的边界的直线性是有效的。
12、(e)为了使mn浓度的标准偏差在一定值以下,板坯加热工序及其后的热轧工序是重要的。例如,以在700~850℃的温度区域保持900秒以上后再进行加热,在1100℃以上的温度区域保持6000秒以上及在850℃~1100℃的温度区域进行合计90%以上的板材减厚的方式进行热轧是有效的。
13、(f)对于降低组织形态的周期性,重要的是控制热轧中的奥氏体的再结晶行为。例如,将热轧最终阶段的压下率及轧制温度控制在规定的范围内,将对热轧最终阶段的前1个阶段的轧制后且最终阶段的轧制前的钢板所施加的应力设定为170kpa以上,将对热轧的最终阶段的轧制后且直至钢板被冷却至800℃为止的钢板所施加的应力设定为低于200kpa是有效的。根据这样的热轧条件,能够植入微细且等轴的再结晶奥氏体晶粒,通过与其后的冷却条件组合,能够降低组织形态的周期性。
14、基于上述见解而完成的本发明的主旨如下所述。
15、(1)本发明的一个方案涉及一种热轧钢板,其特征在于,化学组成以质量%计含有:
16、c:0.040~0.250%、
17、si:0.05~3.00%、
18、mn:1.00~4.00%、
19、sol.al:0.001~0.500%、
20、p:0.100%以下、
21、s:0.0300%以下、
22、n:0.1000%以下、
23、o:0.0100%以下、
24、ti:0~0.300%、
25、nb:0~0.300%、
26、v:0~0.500%、
27、cu:0~2.00%、
28、cr:0~2.00%、
29、mo:0~1.00%、
30、ni:0~2.00%、
31、b:0~0.0100%、
32、ca:0~0.0200%、
33、mg:0~0.0200%、
34、rem:0~0.1000%、
35、bi:0~0.020%、
36、zr、co、zn及w中的1种或两种以上:合计0~1.00%、以及
37、sn:0~0.05%,
38、剩余部分包括fe及杂质;
39、金属组织以面积%计为:
40、马氏体及回火马氏体合计超过92.0%且100.0%以下,
41、残余奥氏体低于3.0%,
42、铁素体低于5.0%;
43、表示所述金属组织的周期性的e值为11.0以上,表示所述金属组织的均匀性的i值低于1.020;
44、mn浓度的标准偏差为0.60质量%以下;
45、抗拉强度为980mpa以上。
46、(2)根据上述(1)所述的热轧钢板,其中,表层的平均结晶粒径也可以低于3.0μm。
47、(3)根据上述(1)或(2)所述的热轧钢板,其中,所述化学组成以质量%计,也可以含有选自以下元素中的1种或两种以上:
48、ti:0.005~0.300%、
49、nb:0.005~0.100%、
50、v:0.005~0.500%、
51、cu:0.01~2.00%、
52、cr:0.01~2.00%、
53、mo:0.01~1.00%、
54、ni:0.02~2.00%、
55、b:0.0001~0.0100%、
56、ca:0.0005~0.0200%、
57、mg:0.0005~0.0200%、
58、rem:0.0005~0.1000%、及
59、bi:0.0005~0.020%。
60、发明效果
61、根据本发明的上述方案,能够得到具有优异的强度、扩孔性及剪切加工性的热轧钢板。此外,根据本发明的上述的优选方案,能够得到具有上述诸特性、而且进一步抑制了弯曲内裂纹发生即耐弯曲内裂纹性优异的热轧钢板。
62、本发明的上述方案涉及的热轧钢板适合作为汽车构件、机械结构件以及建筑构件所用的工业用原材料。
- 还没有人留言评论。精彩留言会获得点赞!