机械结构部件用电焊钢管及其制造方法与流程
本公开涉及机械结构部件用电焊钢管及其制造方法。
背景技术:
1、近年来,对于作为汽车用部件等机械结构部件或作为上述机械结构部件的原材料使用的电焊钢管(以下,也称为“机械结构部件用电焊钢管”),进行了各种研究。
2、例如,在专利文献1中,作为中空稳定器等中的那样的即使实施快速加热淬火处理也能够制成耐久性优异的构件的热处理用电阻焊接钢管,公开了一种热处理用电阻焊接钢管,其具有下述组成:以质量%计包含c:0.15~0.40%、si:0.05~0.50%、mn:0.30~2.00%、al:0.01~0.10%、ti:0.001~0.04%、b:0.0005~0.0050%及n:0.0010~0.0100%,并且,ti及n满足(n/14)<(ti/47.9),剩余部分由fe及不可避免的杂质构成,电阻焊接部的结合宽度为25μm以下。
3、在专利文献2中,公开了一种中空状稳定器用电焊钢管用钢,其是c:0.35%以下、si:0.25%以下、mn:0.30~1.20%、cr:0.60%以下、p:0.0020%以下、s:0.0020%以下、sol.al:0.10%以下、n+o:0.0200%以下、ti:钢中的(n+o)的4~12倍、b:0.0005~0.009%、剩余部分由fe及不可避免的杂质构成的钢,其由下述成分构成:按照由规定的式子得到的理想临界直径di(in)成为1.0(in)以上、由规定的式子得到的碳当量ceq成为0.60%以下的方式调整了c、si、mn、及cr的含量。
4、在专利文献3中,公开了一种中空状稳定器的制造方法,准备下述钢的板坯,对该板坯实施热轧,将卷取温度控制为570~690℃而卷取,使用所得到的钢板或钢带来制造稳定器用电焊钢管,其中,所述钢是c:0.35%以下、si:0.20%以下、mn:0.30~1.20%、cr:0.60%以下、p:0.0020%以下、s:0.0020%以下、sol.al:0.10%以下、ti:钢中的(n+o)的4~12倍、b:0.0005~0.009%、剩余部分由fe及不可避免的杂质构成的钢,且按照由规定的式子得到的理想临界直径di(in)成为1.0(in)以上、由规定的式子得到的碳当量ceq成为0.48%以下的方式调整了c、si、mn、及cr的含量。
5、在专利文献4中,作为制造作为汽车的门加强用钢管等使用的高强度高延展性机械结构用钢管的方法,公开了一种高强度高延展性电焊钢管的制造方法,其中,对包含c:0.18~0.28%、si:0.10~0.50%、mn:0.60~1.80%、ti:0.020~0.050%、b:0.0005~0.0050%、进而含有cr:0.20~0.50%、mo:0.5%以下、nb:0.015~0.050%中的1种以上的电焊钢管在850~950℃下实施正火处理后,进行淬火。
6、在专利文献5中,作为抗拉强度、冲击吸收性能优异、并且低温下的冲击特性优异的汽车用高强度电焊钢管,公开了一种汽车用高强度电焊钢管,其由抗拉强度为1750n/mm2以上,0.1%屈服强度为1320n/mm2以上,试验温度负40℃下的夏比冲击值为50j/cm2以上的钢板构成,所述钢板是包含c:0.2~0.4%、si:0.05~0.5%、mn:0.5~2.5%、p:0.025%以下(不包括0%)、s:0.01%以下(不包括0%)、al:0.15%以下(不包括0%)、cu:2%以下(不包括0%)、cr:2%以下(不包括0%)、ti:0.2%以下(不包括0%)、b:0.005%以下(不包括0%)、剩余部分由铁及不可避免的杂质构成的钢板。
7、在专利文献6中,作为快速短时间加热淬火处理后的疲劳耐久性优异的电阻焊接钢管,公开了一种电阻焊接钢管,其是以具有特定的成分组成的钢板作为母材部、具有结合宽度为40×10-6m以上且120×10-6m以下的电阻焊接部的电阻焊接钢管,其中,上述电阻焊接部的最低c含量:c1(质量%)与上述钢板的c含量:c0(质量%)之差c0-c1为0.05质量%以下,并且,上述电阻焊接钢管的内侧表层和外侧表层中的全脱碳层的深度分别为50×10-6m以下。
8、专利文献1:日本特开2013-147751号公报
9、专利文献2:日本特开昭58-123858号公报
10、专利文献3:日本特开昭57-126917号公报
11、专利文献4:日本特开平6-93339号公报
12、专利文献5:日本特开2008-261049号公报
13、专利文献6:国际公开2019/131813号
技术实现思路
1、发明所要解决的课题
2、然而,对于机械结构部件用电焊钢管(即,作为汽车用部件等机械结构部件或作为上述机械结构部件的原材料使用的电焊钢管),有时要求通过与专利文献1~专利文献6中的手段不同的手段来进一步提高疲劳强度。
3、本公开的一个方案的目的是提供疲劳强度优异的包含直管部的机械结构部件用电焊钢管及其制造方法。
4、用于解决课题的手段
5、用于解决上述课题的手段包含以下的方案。
6、<1>一种机械结构部件用电焊钢管,其是包含直管部的机械结构部件用电焊钢管,
7、上述直管部包含母材部及电阻焊接部,
8、上述母材部的化学组成以质量%计
9、c:0.30~0.38%、
10、si:0.05~0.40%、
11、mn:0.50~2.00%、
12、al:0.010~0.060%、
13、ti:0.005~0.050%、
14、b:0.0003~0.0050%、
15、ca:0.0005~0.0040%、
16、n:0~0.0060%、
17、p:0~0.020%、
18、s:0~0.0200%、
19、o:0~0.0050%、
20、cu:0~0.50%、
21、ni:0~0.50%、
22、cr:0~0.50%、
23、v:0~0.20%、
24、nb:0~0.10%、
25、mo:0~0.50%、
26、mg:0~0.0500%、
27、rem:0~0.0500%、及
28、剩余部分:由fe及杂质构成,
29、上述母材部中的壁厚中央部的显微组织为回火马氏体,
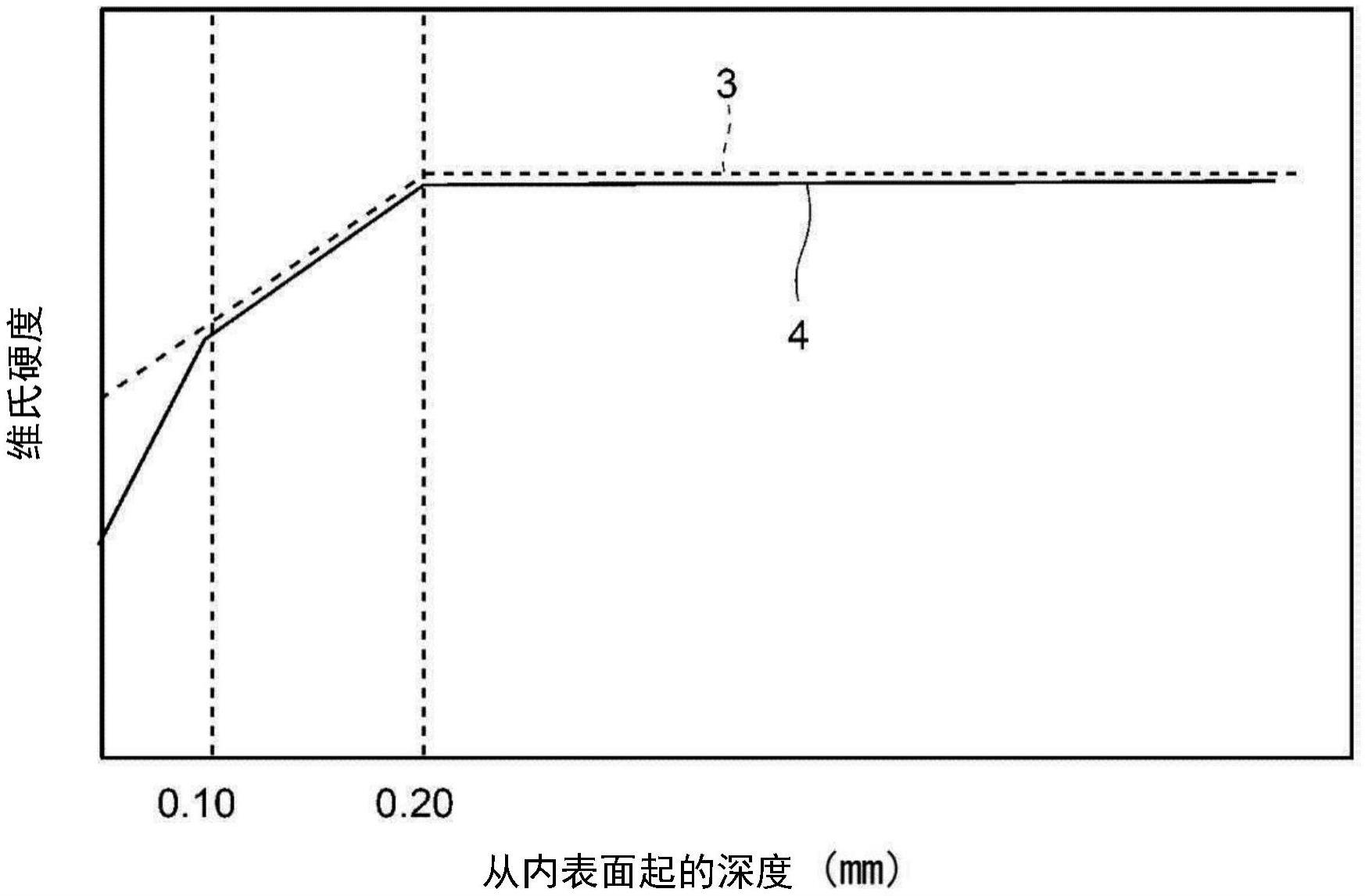
30、将c的浓度相对于上述母材部的化学组成中的c的浓度为90%以下的层设定为脱c层,将b的浓度相对于上述母材部的化学组成中的b的浓度为90%以下的层设定为脱b层的情况下,在上述母材部的内表面侧及外表面侧各自中,脱c层的厚度低于0.20mm,脱b层的厚度低于0.10mm,
31、从上述母材部的内表面起深度0.5mm的位置处的维氏硬度及从上述母材部的外表面起深度0.5mm的位置处的维氏硬度各自为420hv以上且低于510hv。
32、<2>根据<1>所述的机械结构部件用电焊钢管,其中,上述母材部的化学组成以质量%计含有选自由下述元素构成的组中的1种以上:
33、cu:0.01~0.50%、
34、ni:0.05~0.50%、
35、cr:0.05~0.50%、及
36、mo:0.01~0.50%。
37、<3>根据<1>或<2>所述的机械结构部件用电焊钢管,其中,上述直管部的外径为10~50mm,
38、将上述母材部的壁厚除以上述直管部的外径而得到的值为0.04~0.25。
39、<4>根据<1>~<3>中任一项所述的机械结构部件用电焊钢管,其中,在上述母材部的上述化学组成中,下述式(1)所表示的f1为0.50以上。
40、f1=ca×(1-124×o)/(1.25×s) 式(1)
41、式(1)的各元素符号是指各元素的质量%。
42、<5>一种机械结构部件用电焊钢管的制造方法,其是制造<1>~<4>中任一项所述的机械结构部件用电焊钢管的方法,具备下述工序:
43、准备轧制状态电焊钢管的准备工序,所述轧制状态电焊钢管包含母材部a及电阻焊接部a,上述母材部a的化学组成以质量%计
44、c:0.30~0.38%、
45、si:0.05~0.40%、
46、mn:0.50~2.00%、
47、al:0.010~0.060%、
48、ti:0.005~0.050%、
49、b:0.0003~0.0050%、
50、ca:0.0005~0.0040%、
51、n:0~0.0060%、
52、p:0~0.020%、
53、s:0~0.0200%、
54、o:0~0.0050%、
55、cu:0~0.50%、
56、ni:0~0.50%、
57、cr:0~0.50%、
58、v:0~0.20%、
59、nb:0~0.10%、
60、mo:0~0.50%、
61、mg:0~0.0500%、
62、rem:0~0.0500%、及
63、剩余部分:由fe及杂质构成;
64、对上述轧制状态电焊钢管实施淬火的淬火工序;和
65、对实施了上述淬火的上述轧制状态电焊钢管实施回火而得到上述机械结构部件用电焊钢管的回火工序,
66、在上述淬火工序中,进行上述淬火的气氛中的氧量为1000体积ppm以下,上述淬火中的冷却速度为10℃/秒以上。
67、<6>根据<5>所述的机械结构部件用电焊钢管的制造方法,其进一步具备在上述准备工序后且上述淬火工序前将上述轧制状态电焊钢管进行拉管的拉管工序,
68、上述淬火工序对拉管后的上述轧制状态电焊钢管实施淬火。
69、<7>根据<5>或<6>所述的机械结构部件用电焊钢管的制造方法,其进一步具备在上述准备工序后且上述淬火工序前对上述轧制状态电焊钢管实施喷丸的工序。
70、<8>根据<5>~<7>中任一项所述的机械结构部件用电焊钢管的制造方法,其中,上述淬火中的加热温度为900~1050℃,
71、上述回火中的加热温度为100~500℃。
72、发明效果
73、根据本公开的一个方案,可提供疲劳强度优异的包含直管部的机械结构部件用电焊钢管及其制造方法。
- 还没有人留言评论。精彩留言会获得点赞!