一种由不同粒度的金属粉末组成的珩磨条金属结合剂及其制作方法与流程
1.本发明涉及金属结合剂制备技术领域,特别是涉及一种由不同粒度的金属粉末组成的珩磨条金属结合剂及其制作方法。
背景技术:
2.珩磨条是用磨料和结合剂等制成的条状固结磨具,被镶嵌在珩磨头上对精加工表面进行的精整加工。结合剂用于将许多细小的磨粒粘结在一起,使磨具具有一定的形状和必要的强度,磨削时,磨粒在结合剂的支持下,可以对工件进行切削,当磨粒磨钝时,同样又能使磨粒及时碎裂或脱落,暴露出新磨粒,继续工作,保持珩磨条具有良好的切削性能。
3.现有技术中,往往采用单一粒径的金属粉末作为珩磨条金属结合剂制备珩磨条,这种单一粒径金属的选择并不能完全满足市场需求,例如对于加工铸铁缸孔系列产品,工件硬度为hb207-277,材质为铸铁ht250,网纹要求rz2-5,rpk0-0.3,rk0.2-0.8,rvk0.8-2.4,采用金属粉末单一粒度200-300目制成的金属结合剂,粒度较粗会使珩磨条密度和强度都降低,导致珩磨条寿命低,采用金属粉末单一粒度600目-800目制成的金属结合剂,粒度较细,流动性差,影响珩磨条的密度以及硬度,加工过程中寿命可提高,但参数不稳定,容易划伤。
4.因此,需要研制一种珩磨条金属结合剂来提高用于制备出高寿命和参数稳定性好的珩磨条。
技术实现要素:
5.针对上述情况,本发明之目的在于提供一种采用200目-800目不同粒度的金属粉末,按照一定比例混合而成珩磨条金属结合剂,并用于制备珩磨条,提高加工寿命,保证参数稳定。
6.其解决的技术方案是:
7.一种由不同粒度的金属粉末组成的珩磨条金属结合剂,所述珩磨条金属结合剂由以下重量百分比的原料组成:铜50-80%、锡10%-30%、钴5%-15%、银3%-7%,所述结合剂中各原料的粒径大小有多种,粒径范围在200-800目之间。
8.进一步的,所述珩磨条金属结合剂和磨料共同用于制备珩磨条,所述磨料含量为结合剂体积的6.25%-25%,对应浓度为25-100%。
9.进一步的,所述磨料为金刚石或立方氮化硼,所述磨料的粒度范围为200目-800目。
10.优选的,所述珩磨条金属结合剂由以下重量百分比的原料组成:铜60%、锡25%、钴10%、银5%,所述的铜中800目铜:400目铜:200目铜的重量比为18:18:24,所述的锡中800目锡:400目锡:200目锡的重量比为7.5:7.5:10,所述的钴中800目钴:400目钴:200目钴的重量比为3:2:5,所述的银中800目银:400目银:200目银的重量比为1.5:1.5:2,所述磨料
含量为结合剂体积的18.75%,对应浓度为75%,所述磨料的粒度为400目。
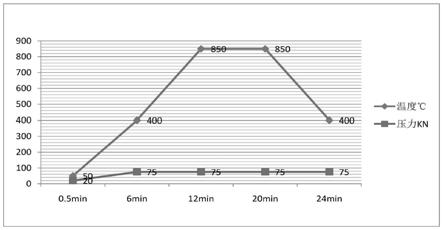
11.进一步的,所述的珩磨条通过以下方法制备:将结合剂和磨料按比例混合均匀后采用热压烧结工艺成型,所述烧结热压工艺包括以下步骤:
12.(1)升温升压阶段:在1-6min内,升温至400℃,升压至75kn;
13.(2)升温保压阶段:在6-12min内,升温至850℃,压力保持为75kn;
14.(3)保温保压阶段:在12-20min内,温度保持为850℃,压力保持为75kn;
15.(4)降温保压阶段:在20-24min内,温度下降至400℃,压力保持为75kn。
16.由于以上技术方案的采用,本发明与现有技术相比具有如下优点:
17.1.通过对珩磨条金属结合剂配方改进,使用不同粒度的金属粉末组成,以铜/锡/钴/银为主要成分烧结而成,从而形成合金相结合的高性能结合剂,制备成的珩磨条,既有自锐性又有耐磨性,且加工稳定。
18.2.以坚硬的刚性磨粒以及不同粒度的金属粉末组成的金属结合剂为前提,通过控制原料配比、烧结温度梯度、保温时间、保温压力,最终制作的珩磨条加工寿命高、参数稳定性能好,且加工精度、粗糙度能够满足要求。
附图说明
19.图1为本发明的烧结热压工艺的具体实施例的结构示意图。
具体实施方式
20.有关本发明的前述及其他技术内容、特点与功效,在以下配合参考附图1对实施例的详细说明中,将可清楚的呈现。以下实施例中所提到的结构内容,均是以说明书附图为参考。
21.实施例1
22.一种由不同粒度的金属粉末组成的珩磨条金属结合剂,所述珩磨条金属结合剂由以下重量百分比的原料组成:铜68%、锡12%、钴15%、银5%,所述的铜中700目铜:450目铜:200目铜的重量比为18:16:21,所述的锡中700目锡:450目锡:200目锡的重量比为8:8:9,所述的钴中700目钴:450目钴:200目钴的重量比为7:5:3,所述的银中700目银:450目银:200目银的重量比为2:2:1;
23.所述珩磨条金属结合剂和磨料共同用于制备珩磨条,所述磨料含量为结合剂体积的12.5%,对应浓度为50%;所述磨料立方氮化硼,所述磨料的粒度为800目。
24.所述的珩磨条通过以下方法制备:将结合剂和磨料按比例混合均匀后采用热压烧结工艺成型,所述烧结热压工艺包括以下步骤:
25.(1)升温升压阶段:在1-6min内,升温至400℃,升压至75kn;
26.(2)升温保压阶段:在6-12min内,升温至850℃,压力保持为75kn;
27.(3)保温保压阶段:在12-20min内,温度保持为850℃,压力保持为75kn;
28.(4)降温保压阶段:在20-24min内,温度下降至400℃,压力保持为75kn。
29.实施例2
30.一种由不同粒度的金属粉末组成的珩磨条金属结合剂,所述珩磨条金属结合剂由以下重量百分比的原料组成:铜65%、锡15%、钴13%、银7%,所述的铜中800目铜:500目
铜:200目铜的重量比为20:20:25,所述的锡中800目锡:500目锡:200目锡的重量比为5:5:5,所述的钴中800目钴:500目钴:200目钴的重量比为4:3:6,所述的银中800目银:500目银:200目银的重量比为2:2:3;
31.所述珩磨条金属结合剂和磨料共同用于制备珩磨条,所述磨料含量为结合剂体积的20%,对应浓度为80%;所述磨料为金刚石,所述磨料的粒度为600目。
32.所述的珩磨条通过以下方法制备:将结合剂和磨料按比例混合均匀后采用热压烧结工艺成型,所述烧结热压工艺包括以下步骤:
33.(1)升温升压阶段:在1-6min内,升温至400℃,升压至75kn;
34.(2)升温保压阶段:在6-12min内,升温至850℃,压力保持为75kn;
35.(3)保温保压阶段:在12-20min内,温度保持为850℃,压力保持为75kn;
36.(4)降温保压阶段:在20-24min内,温度下降至400℃,压力保持为75kn。
37.实施例3
38.一种由不同粒度的金属粉末组成的珩磨条金属结合剂,所述珩磨条金属结合剂由以下重量百分比的原料组成:铜65%、12%锡、钴18%、银5%,所述的铜中800目铜:500目铜:250目铜的重量比为15:15:20,所述的锡中800目锡:500目锡:250目锡的重量比为9:9:12,所述的钴中800目钴:500目钴:250目钴的重量比为5:5:6,所述的银中800目银:500目银:250目银的重量比为1:1:2;
39.所述珩磨条金属结合剂和磨料共同用于制备珩磨条,所述磨料含量为结合剂体积的24%,对应浓度为96%;所述磨料为金刚石,所述磨料的粒度为200目。
40.所述的珩磨条通过以下方法制备:将结合剂和磨料按比例混合均匀后采用热压烧结工艺成型,所述烧结热压工艺包括以下步骤:
41.(1)升温升压阶段:在1-6min内,升温至400℃,升压至75kn;
42.(2)升温保压阶段:在6-12min内,升温至850℃,压力保持为75kn;
43.(3)保温保压阶段:在12-20min内,温度保持为850℃,压力保持为75kn;
44.(4)降温保压阶段:在20-24min内,温度下降至400℃,压力保持为75kn。
45.实施例4
46.一种由不同粒度的金属粉末组成的珩磨条金属结合剂,所述珩磨条金属结合剂由以下重量百分比的原料组成:铜60%、锡25%、钴10%、银5%,所述的铜中800目铜:400目铜:200目铜的重量比为18:18:24,所述的锡中800目锡:400目锡:200目锡的重量比为7.5:7.5:10,所述的钴中800目钴:400目钴:200目钴的重量比为3:2:5,所述的银中800目银:400目银:200目银的重量比为1.5:1.5:2;
47.所述珩磨条金属结合剂和磨料共同用于制备珩磨条,所述磨料含量为结合剂体积的18.75%,对应浓度为75%,所述磨料为立方氮化硼,所述磨料的粒度为400目。
48.所述的珩磨条通过以下方法制备:将结合剂和磨料按比例混合均匀后采用热压烧结工艺成型,所述烧结热压工艺包括以下步骤:
49.(1)升温升压阶段:在1-6min内,升温至400℃,升压至75kn;
50.(2)升温保压阶段:在6-12min内,升温至850℃,压力保持为75kn;
51.(3)保温保压阶段:在12-20min内,温度保持为850℃,压力保持为75kn;
52.(4)降温保压阶段:在20-24min内,温度下降至400℃,压力保持为75kn。
53.对比例1
54.与实施例4相同,唯有不同的是所述的铜、锡、钴、银的粒度为800目。
55.对比例2
56.与实施例4相同,唯有不同的是所述的铜、锡、钴、银的粒度为200目。
57.性能测试:
58.(1)对实施例1-4以及对比例1所制备的珩磨条进行加工寿命和参数稳定性测试,结果如表1:
59.表1加工寿命参数稳定性实施例15780件稳定实施例25680件稳定实施例35450件稳定实施例45000件稳定对比例15100件参数出现波动对比例22000件参数出现波动
60.从表1可以看出,相比于对比例1和2,实施例1-3所制备的珩磨条加工寿命长且使用过程中参数稳定。
61.(2)使用本发明实施例1-4以及对比例1-2所制备的珩磨条进行珩磨的结果如表2:
[0062][0063]
由表2可以看出,由本发明的珩磨条金属结合剂制备的珩磨条各项参数均能满足要求,相比于对比例1-2的各项参数更稳定,变化较小。
[0064]
以上所述是结合具体实施方式对本发明所作的进一步详细说明,不能认定本发明具体实施仅局限于此;对于本发明所属及相关技术领域的技术人员来说,在基于本发明技术方案思路前提下,所作的拓展以及操作方法、数据的替换,都应当落在本发明保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1