线性轨道的研磨方法与流程
本发明涉及一种线性轨道的研磨方法,尤指一种利用直立倾斜的研磨轮而研磨出滚珠槽道的方法。
背景技术:
1、线性轨道通常组合于滚珠滑座,而一般用以研磨线性轨道沟槽的研磨加工机,仅能适用于18厘米至1.6米间的线性轨道,可适用的尺寸相当有限。
2、如中国台湾专利公告号第m545021号的具双倾角主轴的轨道研磨加工机,其借由倾斜的第一研磨轮及第二研磨轮而分别于线性轨道两侧研磨出滚珠导动槽;然而,第一研磨轮及第二研磨轮为水平倾斜设置,此种以横向倾斜的研磨方式所形成的滚珠导动槽,不但表面较为粗糙,且会产生弧状的研磨纹路(如图20所示,现有技术的滚珠导动槽91具有弧状研磨纹路),使滚珠导动槽凹凸起伏,并于组装滑座后,因表面研磨的缺点,造成滑动时磨损快速、噪音大且不顺畅等缺点。
3、有鉴于此,本案发明人遂以其多年从事相关设计实务经验,而积极研究改良,并经多次实物样品制作及测试,进而具体改良现有的上述缺点,终致完成本发明。
技术实现思路
1、为克服上述缺点,本发明提供一种线性轨道的研磨方法,其借由直立倾斜的研磨而使滚珠沟槽表面光滑平整,进而解决现有技术的缺点。
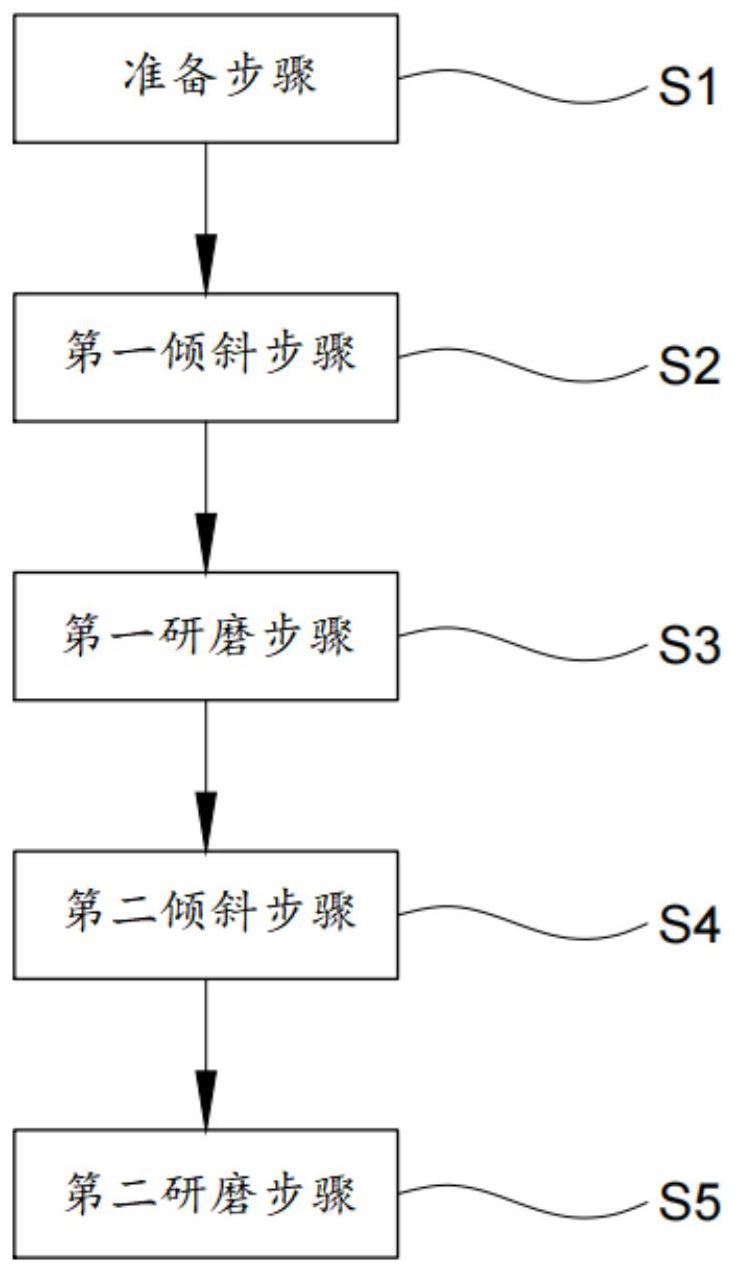
2、本发明为一种线性轨道的研磨方法,其包括下列步骤:一准备步骤:将一线性轨道裁切成所需长度后,设置于一加工平台上并进行导正;其中,该线性轨道具有一槽道,该槽道具有彼此相对的一第一内侧表面及一第二内侧表面,而该加工平台具有彼此相对的一第一侧及一第二侧;一第一倾斜步骤:借由一调整机构控制该加工平台的该第二侧往上倾斜,使该槽道的该第二内侧表面位置高于该第一内侧表面位置,且该线性轨道与水平面间呈一工作夹角,该工作夹角介于1至45度之间;一第一研磨步骤:借由一第一倾斜研磨轮对该槽道的该第一内侧表面进行研磨,使该第一内侧表面形成一第一滚珠沟槽;一第二倾斜步骤:借由该调整机构控制该加工平台的该第一侧往上倾斜,使该槽道的该第一内侧表面位置高于该第二内侧表面位置,且该线性轨道与水平面间呈该工作夹角;一第二研磨步骤:借由一第二倾斜研磨轮对该槽道的该第二内侧表面进行研磨,使该第二内侧表面形成一第二滚珠沟槽。
3、为达成上述及其他目的,本发明线性轨道裁切的长度为4米。
4、为达成上述及其他目的,本发明线性轨道裁切的长度为4米以上。
技术特征:
1.一种线性轨道的研磨方法,其包括下列步骤:
2.如权利要求1所述的线性轨道的研磨方法,其中,该调整机构设于该加工平台底部,并具有一可伸缩的一第一连动杆及一第二连动杆;该第一倾斜步骤中,该第一连动杆为收缩状态,该第二连动杆为延伸状态,借由该第二连动杆往上推顶该加工平台的第二侧而使该加工平台倾斜;而该第二倾斜步骤中,该第二连动杆为收缩状态,该第一连动杆为延伸状态,借由该第一连动杆往上推顶该加工平台的第一侧而使该加工平台倾斜;又,该第一研磨步骤中,该第一倾斜研磨轮与水平面间呈一研磨夹角,该研磨夹角介于45至90度之间,且该第一倾斜研磨轮由该线性轨道其中一端往该线性轨道的另一端直线移动、研磨,而该第二研磨步骤中,该第二倾斜研磨轮与水平面间呈该研磨夹角,且该第二倾斜研磨轮由该线性轨道其中一端往该线性轨道的另一端直线移动、研磨。
3.如权利要求1所述的线性轨道的研磨方法,其中,该线性轨道裁切的长度为1.6米至4米之间。
4.如权利要求1所述的线性轨道的研磨方法,其中,该线性轨道裁切的长度为4米。
5.如权利要求1所述的线性轨道的研磨方法,其中,该线性轨道裁切的长度为4米以上。
6.如权利要求1所述的线性轨道的研磨方法,其中,该线性轨道裁切的长度为4米以上,且为4的倍数,包含4米。
7.如权利要求1所述的线性轨道的研磨方法,其中,该工作夹角为25度。
8.如权利要求1所述的线性轨道的研磨方法,其中,该工作夹角为35度。
9.如权利要求1所述的线性轨道的研磨方法,其中,该工作夹角为45度。
10.一种线性轨道的研磨方法,其包括下列步骤:
技术总结
本发明为一种线性轨道的研磨方法,其包括下列步骤:将一线性轨道裁切成所需长度后,设置于一加工平台上,且该线性轨道具有一槽道,该槽道具有彼此相对的一第一内侧表面及一第二内侧表面;借由一调整机构控制该加工平台的该第二侧往上倾斜;借由一第一倾斜研磨轮对该槽道的该第一内侧表面进行研磨而形成一第一滚珠槽道;借由该调整机构控制该加工平台的该第一侧往上倾斜;借由一第二倾斜研磨轮对该槽道的该第二内侧表面进行研磨而形成一第二滚珠沟槽。
技术研发人员:林志诚
受保护的技术使用者:皕特金属股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!