一种化学机械平坦化使用的钻石修整器及其加工方法与流程
本发明涉及修整器,特别地,涉及一种化学机械平坦化使用的钻石修整器。
背景技术:
1、集成电路芯片制造时要在每一个沈积层,包括晶体管,铜导线,锡导线,介电层等进行化学机械平坦化(chemical mechanical planarization或cmp),以便晶圆在光刻细微构造时可以精确聚焦。随着半导体节奌的缩小及晶体管数目的增加,cmp的次数越来越多。例如5nm节点的cmp次数可能多达百次。任何一次cmp的缺陷都可导致芯片良品率的下降及成本的增加。
2、cmp乃将晶圆反扣在一个旋转的抛光垫上。抛光垫表面涂布磨浆。磨浆内含化学液(如酸,碱,双氧水等)及纳米磨粒(如silica,alumina, ceria等)。但抛光垫表面必须不断以钻石碟修整,否则晶圆抛光速率会持绩下降。更有甚者,抛光垫上的磨屑会刮伤晶圆。因此钻石碟不仅是必要的耗材,甚至决定了cmp的效率及芯片的质量。钻石碟的主要功能是移除磨屑及切削抛光垫,维持抛光的速度及晶圆的平坦。
3、一般的钻石碟是在平坦的圆盘上布钻。因钻石大小不同,在圆盘上突出高度随机。通常刺入抛光垫的钻石尖点约为500颗,而且位置不能控制。更有甚者,最高的10颗钻石高点差异大于10微米。这些钻石尖点刺入抛光垫的深度太深,不仅会过度消耗抛光垫,也会推高抛光垫上的两侧绒毛,因而过度移除晶圆,造成晶圆局部凹陷。
技术实现思路
1、有鉴于此,本发明第一个目的是提供一种化学机械平坦化使用的钻石修整器,以最高点钻石共平面的组合式钻石修整器可以比传统钻石修整器以更多刺入抛光垫的钻石,进而可将抛光垫修整并产生大小适中、密度适中的绒毛。
2、为了解决上述技术问题,本发明的技术方案是:
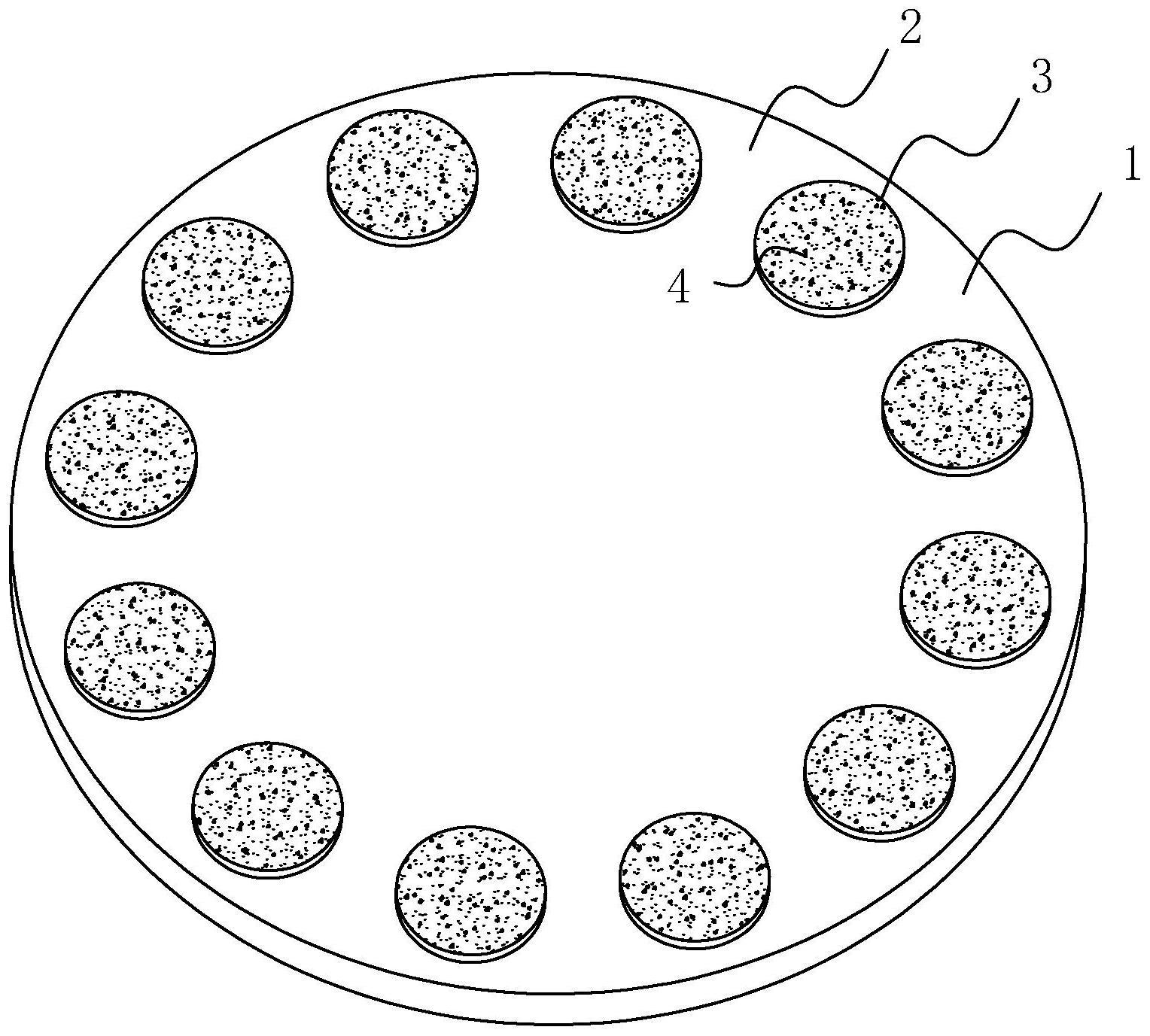
3、一种化学机械平坦化使用的钻石修整器,包括大盘,所述大盘上设有安装面,所述大盘的安装面上设有小锭,所述小锭背离所述安装面的端部安装有钻石,所述钻石突出于所述小锭的最高点为最高突出尖端,位于最高突出尖端下方60微米处的所述钻石颗粒数为1000颗-5000颗,位于最高突出尖端下方10微米处的钻石颗粒数为1颗-100颗。
4、优选的,所述小锭的直径为5毫米-20毫米。
5、优选的,所述钻石与所述小锭之间通过bni2焊料固定。
6、优选的,所述大盘上的小锭数目为4颗-20颗。
7、优选的,所述小锭上的所述钻石为80或100筛目。
8、优选的,所述小锭的基材为不锈钢ss316。
9、优选的,所述小锭突出于所述大盘安装面的高度范围为0.5毫米-2毫米。
10、优选的,所述小锭在大盘安装面上排列成单圈、双圈、多圈、放射状或螺旋状。
11、优选的,所述大盘为圆盘状,所述大盘的直径介于80-120毫米范围。
12、优选的,所述钻石修整器用于修整集成电路制程用cmp抛光垫。
13、上述钻石修整器所产生的技术效果主要体现在以下方面:
14、由于钻石修整器要有足够的钻石尖点才能有效地切削抛光垫,使抛光垫表面产生大小适中及密度适中的绒毛,这些绒毛可以贮存磨浆,移除晶圆的突出部分,并使其平坦。如果绒毛细小,晶圆抛光速度太低。反之,绒毛粗大,晶圆局部抛光过度,会造成芯片缺陷。因此钻石碟上的尖点分布及数量必须在一最适范围,故采用将钻石修整器上的钻石设置为位于最高突出尖端下方60微米处的钻石颗粒数为1000颗-5000颗,位于最高突出尖端下方10微米处的钻石颗粒数为1颗-100颗,这些钻石能刺入抛光垫,也需保证这些尖点不能有鹤立鸡群的突出点,最终保证该钻石修整器所加工的抛光垫表面产生大小适中及密度适中的绒毛。
15、本发明第二个目的是提供一种加工方法,该加工方法所生产出的钻石修整器上的钻石突出端平整度较高,该钻石修整器所加工的抛光垫可产生大小适中、密度适中的绒毛。
16、为了解决上述技术问题,本发明的技术方案是:
17、一种上述化学机械平坦化使用的钻石修整器的加工方法,
18、步骤一:准备一带孔的不锈钢大盘;
19、步骤二:一孔一钻相对应,钻石粘在上附有焊片的小锭上;
20、步骤三:在真空高温炉内加热,而后冷却得到硬焊钻石的小锭;
21、步骤四:在不锈钢大盘的边缘上设置通孔;
22、步骤五:将大盘放置于粗糙度小于1微米的平面上;
23、步骤六:将步骤三中所形成的小锭钻石朝下放入大盘的通孔内,小锭钻石与步骤五中的平面接触,各小锭的钻石共一平面;
24、步骤七:将大盘略抬起垫高,在通孔内注入环氧树脂固化后即形成钻石修整器。
25、优选的,经过所述真空高温炉使焊片至少部分熔化。
26、优选的所述小锭的直径为15毫米,所述小锭的厚度为6毫米,所述通孔的直径大于15毫米。
27、上述加工方法所产生的技术效果主要体现在以下方面:
28、在小锭上的钻石以粗糙度小于1微米的平面作为基准平面,突出于小锭表面的钻石端部更加平整,有效避免产生鹤立鸡群的突出点,该钻石修整器所加工的抛光垫可产生大小适中、密度适中的绒毛。
技术特征:
1.一种化学机械平坦化使用的钻石修整器,包括大盘(1),所述大盘(1)上设有安装面(2),其特征是:
2.根据权利要求1所述的化学机械平坦化使用的钻石修整器,其特征是:所述小锭(3)的直径为5毫米-20毫米。
3.根据权利要求1所述的化学机械平坦化使用的钻石修整器,其特征是:所述钻石(4)与所述小锭(3)之间通过bni2焊料固定。
4.根据权利要求1所述的化学机械平坦化使用的钻石修整器,其特征是:所述大盘(1)上的小锭(3)数目为4颗-20颗。
5.根据权利要求1所述的化学机械平坦化使用的钻石修整器,其特征是:所述小锭(3)上的所述钻石(4)为80-100筛目。
6.根据权利要求1所述的化学机械平坦化使用的钻石修整器,其特征是:所述小锭(3)的基材为不锈钢ss316。
7.根据权利要求1所述的化学机械平坦化使用的钻石修整器,其特征是:所述小锭(3)突出于所述大盘(1)安装面(2)的高度范围为0.5毫米-2毫米。
8.根据权利要求1所述的化学机械平坦化使用的钻石修整器,其特征是:所述小锭在大盘安装面上排列成单圈、双圈、多圈、放射状或螺旋状。
9.根据权利要求1所述的化学机械平坦化使用的钻石修整器,其特征是:所述大盘为圆盘状,所述大盘的直径介于80-120毫米范围。
10.根据权利要求1-9任意一项所述的化学机械平坦化使用的钻石修整器,其特征是:所述钻石修整器用于修整集成电路制程用cmp抛光垫。
11.一种如权利要求10所述化学机械平坦化使用的钻石修整器的加工方法,其加工步骤如下:
12.根据权利要求11所述的加工方法,其特征是:经过所述真空高温炉使焊片至少部分熔化。
13.根据权利要求11所述的加工方法,其特征是:所述小锭(3)上的所述钻石(4)为80-90筛目。
技术总结
本发明提供了一种化学机械平坦化使用的钻石修整器及其加工方法。本发明包括大盘,所述大盘上设有安装面,所述大盘的安装面上设有小锭,所述小锭分布于靠近所述大盘外盘边所在的位置,所述小锭背离所述安装面的端部安装有钻石,所述钻石突出于所述小锭的最高点为最高突出尖端,位于最高突出尖端下方60微米处的所述钻石颗粒数为1000颗‑5000颗,位于最高突出尖端下方10微米处的钻石颗粒数为1颗‑100颗。上述钻石修整器以最高点钻石共平面的组合式钻石修整器可以比传统钻石修整器以更多刺入抛光垫的钻石,进而可将抛光垫修整并产生大小适中、密度适中的绒毛。
技术研发人员:宋健民
受保护的技术使用者:浙江富研新型材料有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!