一种非调质950MPa级高强捆带钢及其生产方法与流程
一种非调质950mpa级高强捆带钢及其生产方法
技术领域
1.本发明属于带钢生产技术领域,具体是一种非调质950mpa级高强捆带钢及其生产方法。
背景技术:
2.带钢是各类轧钢企业为了适应不同工业部门工业化生产各类金属或机械产品的需要而生产的一种窄而长的钢板;
3.然而现有的带钢生产方法所生产的带钢表面质量较为一般,其性能也相对较为普通,生产的成本较高,因此难以满足生产的需求。
技术实现要素:
4.本发明的目的在于克服现有技术的缺陷,提供一种非调质950mpa级高强捆带钢及其生产方法。
5.为实现上述目的,本发明采用了如下技术方案:
6.一种非调质950mpa级高强捆带钢及其生产方法,按照质量百分比,由以下原料制备而成:c:0.18-0.25%、si:0.15-0.25%,mn:0.65-0.85%,p≤0.035%,s≤0.025%,al:0.005-0.035%,其余为铁和不可避免的杂质。
7.在一种可能的实现方式中,按照质量百分比,由以下原料制备而成:c:0.20%,si:0.23%,mn:0.62%,p:0.015%,s:0.008%,al:0.025%,其余为铁和不可避免的杂质。
8.在一种可能的实现方式中,按照质量百分比,由以下原料制备而成:c:0.19%,si:0.18%,mn:0.62%,p:0.025%,s:0.004%,al:0.015%,其余为铁和不可避免的杂质。
9.在一种可能的实现方式中,按照质量百分比,由以下原料制备而成:c:0.19%,si:0.17%,mn:0.64%,p:0.012%,s:0.006%,al:0.022%,其余为铁和不可避免的杂质。
10.在一种可能的实现方式中,所述捆带钢的厚度为0.70-1.00mm。
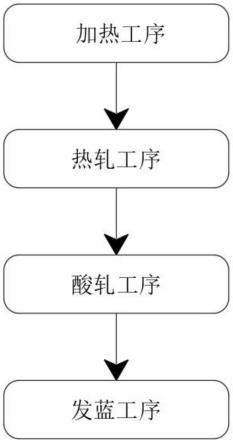
11.本发明还公开了一种非调质950mpa级高强捆带钢的生产方法,具体步骤如下:
12.(s1)、加热工序:对板坯进行加热;
13.(s2)、热轧工序:将经过加热的板坯进行热连轧轧制,采用前段集中冷却,再进行卷取,形成卷板;
14.(s3)、酸轧工序:对卷板进行酸洗,酸洗后对卷板进行冷轧。
15.(s4)、发蓝工序:对卷板进行发蓝处理,得到捆带钢。
16.在一种可能的实现方式中,所述步骤(s1)的加热工序中,加热温度为1200-1250℃。
17.在一种可能的实现方式中,所述步骤(s2)的热轧工序中的热连轧轧制包括粗轧和终轧,其中,所述粗轧温度为1130-1180℃,终轧温度为830-880℃,卷取的温度为500-550℃。
18.在一种可能的实现方式中,所述步骤(s3)的酸轧工序中,总压下率为75-80%。
19.在一种可能的实现方式中,所述步骤(s4)的发蓝工序中,发蓝温度为480-550℃。
20.本发明中,采用c、mn作为强化元素,并加入适量al细化晶粒,同时在热轧采用超低温卷取和层流前段集中冷却获得粒状贝氏体,冷轧采用大压缩比,合适的发蓝工艺,既保证了最终产品的优良性能和表面质量;
21.本发明制备得到的0.90mm捆带钢抗拉强度在960-1050mpa之间,a30伸长率在12%以上,具有生产成本低、表面质量良好、产品性能优良和工艺简单的特点。
附图说明
22.图1是本发明的整体生产方法流程框图;
23.图2是本发明在热轧工序中热轧得到的带钢金相组织图;
24.图3是本发明制备得到的捆带钢金相组织图。
具体实施方式
25.以下结合附图1-3,进一步说明本发明一种非调质950mpa级高强捆带钢及其生产方法的具体实施方式。本发明一种非调质950mpa级高强捆带钢及其生产方法不限于以下实施例的描述。
26.实施例1:
27.本实施例给出一种非调质950mpa级高强捆带钢及其生产方法,如图1所示,按照质量百分比,由以下原料制备而成:c:0.20%,si:0.23%,mn:0.62%,p:0.015%,s:0.008%,al:0.025%,其余为铁和不可避免的杂质。
28.捆带钢的厚度为0.90mm。
29.本发明还公开了一种非调质950mpa级高强捆带钢的生产方法,具体步骤如下:
30.(s1)、加热工序:对板坯进行加热;
31.(s2)、热轧工序:将经过加热的板坯进行热连轧轧制,采用前段集中冷却,再进行卷取,形成卷板;
32.(s3)、酸轧工序:对卷板进行酸洗,酸洗后对卷板进行冷轧。
33.(s4)、发蓝工序:对卷板进行发蓝处理,得到捆带钢。
34.步骤(s1)的加热工序中,加热温度为1230℃。
35.步骤(s2)的热轧工序中的热连轧轧制包括粗轧和终轧,其中,粗轧温度为1045℃,终轧温度为862℃,卷取的温度为542℃,热轧钢板厚度为3.0mm。
36.步骤(s3)的酸轧工序中,总压下率为70%。
37.步骤(s4)的发蓝工序中,发蓝温度为522℃。
38.实施例2:
39.本实施例给出一种非调质950mpa级高强捆带钢及其生产方法,如图1所示,按照质量百分比,由以下原料制备而成:按照质量百分比,由以下原料制备而成:c:0.19%,si:0.18%,mn:0.62%,p:0.025%,s:0.004%,al:0.015%,其余为铁和不可避免的杂质。
40.捆带钢的厚度为0.90mm。
41.本发明还公开了一种非调质950mpa级高强捆带钢的生产方法,具体步骤如下:
42.(s1)、加热工序:对板坯进行加热;
43.(s2)、热轧工序:将经过加热的板坯进行热连轧轧制,采用前段集中冷却,再进行卷取,形成卷板;
44.(s3)、酸轧工序:对卷板进行酸洗,酸洗后对卷板进行冷轧。
45.(s4)、发蓝工序:对卷板进行发蓝处理,得到捆带钢。
46.步骤(s1)的加热工序中,加热温度为1222℃。
47.步骤(s2)的热轧工序中的热连轧轧制包括粗轧和终轧,其中,粗轧温度为1038℃,终轧温度为870℃,卷取的温度为539℃,热轧钢板厚度为3.0mm。
48.步骤(s3)的酸轧工序中,总压下率为70%。
49.步骤(s4)的发蓝工序中,发蓝温度为525℃。
50.实施例3:
51.本实施例给出一种非调质950mpa级高强捆带钢及其生产方法,如图1所示,按照质量百分比,由以下原料制备而成:c:0.19%,si:0.17%,mn:0.64%,p:0.012%,s:0.006%,al:0.022%,其余为铁和不可避免的杂质。
52.捆带钢的厚度为0.80mm。
53.本发明还公开了一种非调质950mpa级高强捆带钢的生产方法,具体步骤如下:
54.(s1)、加热工序:对板坯进行加热;
55.(s2)、热轧工序:将经过加热的板坯进行热连轧轧制,采用前段集中冷却,再进行卷取,形成卷板;
56.(s3)、酸轧工序:对卷板进行酸洗,酸洗后对卷板进行冷轧。
57.(s4)、发蓝工序:对卷板进行发蓝处理,得到捆带钢。
58.步骤(s1)的加热工序中,加热温度为1233℃。
59.步骤(s2)的热轧工序中的热连轧轧制包括粗轧和终轧,其中,粗轧温度为1048℃,终轧温度为870℃,卷取的温度为545℃,热轧钢板厚度为3.0mm。
60.步骤(s3)的酸轧工序中,总压下率为73.3%。
61.步骤(s4)的发蓝工序中,发蓝温度为535℃。
62.表1为对实施例1-3制备得到的捆带钢进行的性能测试,测试结果如下表:
63.[0064][0065]
表1
[0066]
由表1数据可以看出,通过本发明方法生产的0.90mm捆带钢抗拉强度在960-1050mpa之间,a30伸长率在12%以上,性能优异,且生产成本低、表面质量良好、产品性能优良和工艺简单的特点。
[0067]
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1