一种气氛保护条件下的小光斑激光增材修复7系铝合金的方法与流程
1.本发明属于铝合金材料增材修复技术领域,具体涉及一种在气氛保护条件下小光斑激光增材修复7系铝合金的方法。
背景技术:
2.铝合金因其轻质、成形性优、高强度、良好塑性、抗撞击、耐蚀、密封性好及再生利用率高等优异性能在众材料中脱颖而出,极受航空航天、轨道交通等工业领域青睐。尤其是在轨道交通装备制造上,铝化率不断提升,是实现其型材大型宽体化、减少车体自重最行之有效的方法。
3.但伴随列车提速及服役年限增加,铝合金车体零部件出现的损伤(如疲劳裂纹、磨损、冲蚀等)将导致零件失效甚至报废。在复杂工况下,铝合金构件长期运行导致不同程度的开裂现象时有发生且无预见性,给人的生命安全造成了极大的隐患。
4.针对此类铝合金受损件,目前主要采用新件更换或焊接修复技术来解决。直接废弃或者更换受损零部件势必造成极大的浪费和成本支出,实际大多优先采用焊接修复手段解决。
5.目前,轨道交通列车铝合金构件损伤的主要修复方法很多,如焊接、熔覆、热喷涂、电刷镀等,这些修复技术已经在零件修复中获得了重要应用,但是仍存在一定的不足之处。
6.例如,电刷镀和热喷涂技术所获得的修复层很薄(≤0.3mm),与基材结合差,只适用于表面修复,对形状发生损坏部位无法修复;熔焊技术热输入量大,能量不够集中,造成修复基体热影响区大,稀释率高,降低了修复基体的性能,而且易使零件变形,甚至产生开裂;钎焊获得的修复区性能与基体相差较大,且与基体的结合相对熔焊较弱,对大体积修复不适合。
7.可见,传统修复与再制造技术存在适应范围窄、降低修复基体的性能,工艺复杂,生产周期长,热输入大,与基体结合弱,以及修复层薄等缺点,使得现有成果难以满足实际工程应用需要。
8.因此,轨道交通用铝合金零部件的修复问题,同样是现阶段铝合金焊接迫切需要解决的一项共性关键技术问题,势必需要研究新的修复技术,进一步探索如何增长轨道交通车辆关键结构的服役寿命。
9.激光增材修复技术具有高能量密度、冷却速度快、熔覆层稀释率低、束流极细、加工精度高、可加工材料广泛,以及具有复杂形状的修复等特点,在再制造技术领域中有巨大的发展潜力,近年来被广泛用于铝合金零件的修复中。
10.采用激光修复7系高强铝合金已有大量研究。而在此前研究中,大多采用al-si系粉末对7系铝合金进行修复,这是由于al-si合金固液相之间温度范围较窄,凝固过程中高冷却速度下枝晶间隙小且易于回填,不易产生裂纹,粉末流动性好,可成形性能优异。但由于al-si系合金强度相较于7系铝合金较低,使用该系列合金大面积修复7系铝合金基体时,
将导致零件整体力学性能下降。
11.铝镁钪锆铝合金专用粉末是近两年研制的新型增材制造专用高强铝合金粉末,可打印出高强度、疲劳性能良好的制件。用该粉末激光增材修复7系铝合金,在提高制件整体强度上具有较大指导意义。但采用铝镁钪锆铝合金专用粉末修复过程中的气孔缺陷仍是难以根除的问题,这将在一定程度上影响修复制件的力学和抗疲劳性能。
技术实现要素:
12.本发明针对利用铝镁钪锆铝合金专用粉末激光增材修复7系铝合金过程中存在的气孔、裂纹缺陷问题,提供一种在惰性气氛保护条件下,采用小光斑模式激光增材修复7系铝合金的工艺方法。
13.本发明提出的7系铝合金的激光增材修复方法,是以铝镁钪锆铝合金专用粉末作为修复材料,在惰性气氛下采用小光斑模式进行修复。
14.本发明研究发现,小光斑条件下形成的热影响区较小,对基材损伤较小,有助于减少气孔、裂纹等缺陷。
15.进一步地,所述小光斑模式的工艺参数为:光斑直径为1~3mm,激光修复功率为1000w~1700w,扫描速度为380~680mm/min,粉气流量为2~8l/min,气氛保护舱中通入氩气,保持氧含量≤100ppm。
16.本发明通过控制激光功率、送粉量及扫描速度、载粉气流量等工艺参数,使其修复区与基材区界面完全冶金结合,质量良好,修复区内部无显著气孔、裂纹等缺陷,修复区致密度≥99.9%,激光修复试样室温拉伸性能可达到母材力学性能的75%及以上,在很大程度上解决了激光修复铝合金过程中常见的气孔、裂纹等问题。
17.在铝合金锻件激光增材修复时,通常会预制v型坡口,其深度覆盖铝合金损伤部分深度。本发明在修复过程中发现,对于角度较小的v型坡口,该位置的铝合金材料反光较为严重,对激光吸收率较低。
18.为保证铝合金基体与修复区界面冶金质量良好,不在界面结合处出现未熔合等冶金缺陷,在实施所述小光斑模式激光修复前,对铝合金基材的预制v型坡口采用“坡口倾斜打底法”进行预处理。
19.本发明研究发现,采用“坡口倾斜打底法”对v型坡口进行预修复,可以克服修复角度较小的v型坡口时,激光头与坡口角度较小导致反光至对向坡口的现象,从而可在一定程度上完善坡口冶金质量,加强基体区与修复界面的冶金结合力度。
20.优选地,在所述预处理中,控制激光的出光方向与v型坡口的斜面呈垂直关系。在此状态下,对v型坡口的一面进行激光增材,此过程类似于在平面上增材铝合金粉末,从而可减少激光修复角度带来的反光、能量不足等缺点,提高铝合金表面对激光能量的吸收。
21.作为本发明的具体操作方式之一,所述“坡口倾斜打底法”的倾斜角度为所述v型坡口的角度的0.2-0.6倍。所述打底预修复处理的层数为1~2层。完成所述打底预修复处理后,将带有所述v型坡口的铝合金基材回正,继续采用小光斑模式进行平面激光增材修复。本发明中,所述v型坡口的角度为90
°
~120
°
,深度为1~8mm。
22.本发明中,所述铝镁钪锆铝合金专用粉末的化学成分为:cr《0.01%,fe 0.05-0.2%,mg7.0-12.0%,mn0.4-0.6%,ni<0.01%,sc0.15-0.6%,si 0.5-0.7%,ti<
0.04%,zr 0.12-0.4%,o<0.005%,n<0.005%,h<0.001%,余量为铝。
23.本发明所述的小光斑激光增材修复铝合金的方法适用于7系铝合金,如7b05、7003、7020、7050等。
24.本发明与现有技术相比具有以下优点:
25.1、本发明采用小光斑模式进行激光增材修复7系铝合金,由于小光斑条件下形成的热影响区较小,对基材损伤较小,可以有效减少气孔、裂纹等缺陷;在此基础上,通过合理控制激光功率、送粉量及扫描速度、载粉气流量等工艺参数,使其修复区与基材区界面完全冶金结合,质量良好,修复区内部无显著气孔、裂纹等缺陷,修复区致密度≥99.9%,激光修复试样室温拉伸性能可达到母材力学性能的75%及以上,在很大程度上解决了激光修复铝合金过程中常见的气孔、裂纹等问题。
26.2、本发明采用“坡口打底法”对v型坡口进行预修复,该方法可以克服在修复角度较小的v型坡口时,激光头与坡口角度较小,反光至对向坡口的现象,从而可在一定程度上完善坡口冶金质量,加强基体区与修复界面的冶金结合力度。
27.3、通过控制激光的出光方向与v型坡口的斜面呈垂直关系,使得对坡口斜面激光增材的过程类似于在平面上增材铝合金粉末,从而可减少激光修复角度带来的反光、能量不足等缺点,提高铝合金表面对激光能量的吸收。
附图说明
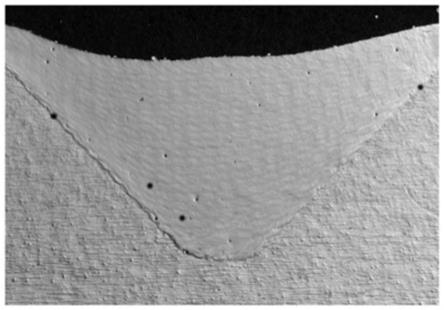
28.图1为采用坡口打底法修复方法后得到的修复件的显微组织。
29.图2为对比例1采用常规修复方法得到的修复件的显微组织。
30.图3为对比例2所修复的修复件的显微组织。
31.图4为对比例3所修复的修复件的显微组织。
32.图5为激光增材修复7b05铝合金的显微硬度演变趋势。
33.图6为力学性能测试中各试样取样位置及编号。
具体实施方式
34.以下实施例用于说明本发明,但不用来限制本发明的范围。
35.作为本发明的具体实施方式之一,所述7系铝合金的激光增材修复方法,包括步骤如下:
36.步骤一:以7系铝合金作为修复基材,在基材上采用线切割、机加工等方式加工v型坡口,坡口角度为90
°
~120
°
,深度1~8mm(该深度可涵盖现有铝合金损伤的大部分深度)。
37.步骤二:对待修复区进行打磨处理,去除表面氧化层,并用酒精或丙酮将基材表面清理干净,以提高铝合金表面对激光能量的吸收。
38.清理完成后,对基材、修复专用材料进行烘干处理。将基材放入真空加热炉,设置加热温度为90-130℃
±
10℃,保温100-150min
±
10min,以确保用酒精或丙酮清洗后的部位无残留液体。同时,将用于激光修复的铝镁钪锆铝合金专用粉末放入真空加热炉,设置加热温度为120-160℃,保温100-130min
±
10min,以去除粉末中的残存水汽。
39.步骤三:采用小光斑激光增材修复,设置激光修复工艺参数。采用送粉式激光修复设备,设置激光修复功率为1000w~1700w,光斑直径为1~3mm,扫描速度为380~680mm/
min,在粉气流量为2~8l/min,气氛保护舱中通入氩气,保持氧含量≤100ppm。使零件在修复过程中保持在惰性气氛下,以小光斑方式进行修复。
40.步骤四:采用“坡口倾斜打底法”。修复过程中,对于角度较小的v型坡口,该位置的铝合金材料反光较为严重,对激光吸收率较低,为保证铝合金基体与修复区界面冶金质量良好,不在界面结合处出现未熔合等冶金缺陷,本发明提出在进行v型坡口激光修复前,首先将带有v型坡口的铝合金基材斜向放置一定角度,放置的角度等于坡口角度的0.2-0.6倍。
41.具体表现则为使原来与激光出光方向呈一定角度的v型坡口的斜面,先水平放置在工作台上,即使激光出光方向与v型坡口斜面呈垂直状态。在此状态下,对v型坡口的一面进行激光增材,此过程类似于在平面上增材铝合金粉末,可减少激光修复角度带来的反光、能量不足等缺点,提高铝合金表面对激光能量的吸收。
42.第一个斜面加工完成后(同样加工1~2层),重复上述步骤,换向另一斜面继续进行坡口的1~2层到底成形。
43.步骤五:采用步骤四对v型坡口的1~2层进行打底后,将坡口回正,继续使用nc程序对v型坡口进行平面修复。直至坡口修复完成。
44.实施例1
45.本实施例提供一种以al-mg-sc-zr高强铝合金粉末作为修复材料,采用激光增材修复技术对7系高强铝合金板进行修复的方法。修复全程使用小光斑、气氛保护,并对铝合金预制坡口进行修复。
46.具体步骤如下:
47.(1)选取7b05铝合金板作为基材,基材具体成分见表1。在基材上采用线切割、机加工等方式加工v型坡口,坡口角度为90
°
~120
°
,深度1~8mm(该深度可涵盖现有铝合金损伤的大部分深度)。
48.熔覆材料为铝镁钪锆铝合金球形粉末,颗粒直径为50~120μm;
49.铝镁钪锆铝合金成分如表1所示,送粉颗粒范围为200~400m目。
50.表1.7b05及铝镁钪锆铝合金化学成分
51.材料crfemgmnniscsi7b05铝合金0.180.161.140.33<0.01<0.010.047铝镁钪锆<0.010.0538.630.50<0.010.500.53材料tizronhzn 7b05铝合金0.0400.140.020<0.005<0.0014.59 铝镁钪锆0.0130.33<0.005<0.005<0.001
‑ꢀ
52.(2)为提高铝合金表面对激光能量的吸收,在激光修复前,对试样表面进行打磨处理以去除氧化膜。
53.(3)设置小光斑激光修复工艺参数
54.修复工艺参数:采用送粉式激光修复设备,设置激光修复功率为1000w~1700w,光斑直径为1~3mm,扫描速度为400~600mm/min,在粉气流量为2~5l/min,气氛保护舱中通入氩气,保持氧含量≤100ppm。使零件在修复过程中保持在惰性气氛下,以小光斑方式进行修复。
55.(4)修复过程中,由于铝合金对激光吸收率低,反光较为严重,为保证铝合金基体与修复区界面冶金质量良好,不在界面结合处出现未熔合等冶金缺陷,在进行v型坡口修复前,首先将带有v型坡口的铝合金基材斜向放置一定角度,放置的角度等于坡口角度的1/2。
56.具体表现则为使原来与激光出光方向呈一定角度的v型坡口的斜面,先水平放置在工作台上,即时激光出光方向与v型坡口斜面呈垂直状态。在此状态下,对v型坡口的一面进行激光增材,此过程类似于在平面上增材铝合金粉末,可减少激光修复角度带来的反光、能量不足等缺点。
57.第一个斜面加工完成后(同样加工1~2层),重复上述步骤,换向另一斜面继续进行坡口的1~2层成形。
58.(5)将坡口回正,继续使用nc程序对v型坡口进行平面修复。直至坡口修复完成。
59.效果验证
60.1、显微组织:
61.对比例1
62.以常规修复方法得到的铝合金基体为参照例。常规修复方法是指对v型坡口不进行打底、且在普通环境(空气气氛、大光斑条件下)下,直接对v型坡口进行修复的方法。
63.图1为采用坡口打底法修复方法后得到的修复件的显微组织。
64.图2为对比例1采用常规修复方法得到的修复件的显微组织。
65.对比图1和图2可知,采用“坡口斜面打底法”对试样进行修复后,基材与修复界面处的冶金结合良好,未出先裂纹等缺陷。
66.对比例2
67.本对比例提供一种7系铝合金的激光增材修复方法,与实施例1的区别在于工艺参数不同,具体修复工艺参数:
68.采用送粉式激光修复设备,设置激光修复功率为1900w,光斑直径为3mm,扫描速度为800mm/min,在粉气流量为2~5l/min,气氛保护舱中通入氩气,保持氧含量≤100ppm。使零件在修复过程中保持在惰性气氛下,以小光斑方式进行修复。
69.采用上述相同的方法检测,结果如图3所示,由于工艺参数设置不匹配,修复后的铝合金材料出现气孔增大、孔隙率增高、修复界面融合不良等问题,说明了合理控制各工艺参数的匹配关系对修复效果的影响作用。
70.对比例3
71.本对比例提供一种7系铝合金的激光增材修复方法,与实施例1的区别在于未采用“坡口倾斜打底法”对预制v型坡口进行预处理。
72.具体修复工艺参数:采用送粉式激光修复设备,设置激光修复功率为1400w,光斑直径为1.2mm,扫描速度为600mm/min,在粉气流量为2~5l/min,气氛保护舱中通入氩气,保持氧含量≤100ppm。使零件在修复过程中保持在惰性气氛下,以小光斑方式进行修复。
73.采用上述相同的方法检测,结果如图4所示,由于缺少坡口打底辅助处理,修复后的铝合金界面结合处出现融合不良、开裂问题,说明了“坡口倾斜打底法”对修复效果的影响作用。
74.2、显微硬度:
75.图5为激光修复7b05铝合金显微硬度演变趋势,以界面处为原点,分别向基体区、
修复区辐射,每隔50μm打一个点。
76.可以发现,基材区显微硬度始终保持在60hv左右,由于激光增材修复能量较小,对热影响区显微组织变化影响较小,因此热影响区的显微硬度与基材区基本保持一致。
77.而进入修复区后,当高能激光束扫描基体时,由于基材散热较快,因此在修复的前几层,温度梯度较高,冷速较快,使得在“过渡区”的组织应力较为集中,体现在硬度数值上即为显微硬度增大。当沿沉积方向继续修复时,制件传热进入稳态区,显微硬度逐步趋于稳定,稳定在~80hv。
78.3、力学性能
79.对采用本发明所述方法获得的铝合金材料的修复基体、修复区切取试样进行测试,试样编号如图6所示。
80.增材制造1-1表示:ar气、小光斑激光增材成形试样取样编号1-1;
81.增材制造1-2表示:ar气、小光斑激光增材成形试样取样编号1-2;
82.采用实施例1所述方法增材修复1-1表示:ar气、小光斑激光增材修复7b05铝合金v型槽试样取样编号1-1;
83.采用实施例1所述方法增材修复1-2表示:ar气、小光斑激光增材修复7b05铝合金v型槽试样取样编号1-2;
84.采用实施例1所述方法增材修复2-1表示:ar气、小光斑激光增材修复7b05铝合金v型槽试样取样编号2-1;
85.采用实施例1所述方法增材修复2-2表示:ar气、小光斑激光增材修复7b05铝合金v型槽试样取样编号2-2;
86.同时以7b05锻件作为对比例,与增材制造和增材修复进行对比。
87.表2中各项指标的测试方法均采用本行业常规检测方法。
88.表2各增材制造试样、增材修复试样的力学性能
[0089][0090]
由表2可知:
[0091]
(1)根据增材制造与7b05锻件的试验数据可知,采用小光斑ar气气氛下材料成形性能的优异性,证明可成形性好。
[0092]
(2)根据增材修复与7b05锻件的试验数据可知,采用本发明所述方法得到的增材修复件的抗拉强度达到7b05锻件力学性能的100%以上,屈服强度达到70%以上,延伸率达到100%。
[0093]
观察增材修复试样的断裂区域,发现断裂位置均为锻件处,表明修复区力学性能优于锻件(修复基体)性能,说明激光修复区与锻件基体结合性能良好。
[0094]
综上,采用在小光斑ar气气氛下,采用坡口斜面打底法手段修复得到的修复件,性能优异,且稳定性好。
[0095]
以上实施例表明,采用惰性气氛保护下的小光斑激光增材修复技术,用铝镁钪锆铝合金激光增材修复7系铝合金方式可行,并且采用坡口打底法修复后,修复界面处的结合力显著增强。
[0096]
虽然,上文中已经用一般性说明及具体实施方案对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1