提升轧态碳钢无缝钢管性能的方法与流程
1.本发明属于无缝钢管制造技术领域,尤其涉及提升轧态碳钢无缝钢管性能的方法。
背景技术:
2.钢材,尤其是板材,其控轧控冷技术是通过控制轧制过程中的原材料加热温度、轧制工艺参数以及轧制过程中和轧制后的冷却速度等参数,进而提升钢材的强度、韧性等指标。控轧控冷技术可通过降低原材料合金消耗或减少轧后热处理工序,从而降低生产成本,因此在工业生产过程中得到广泛应用。
3.但对于无缝钢管,由于其本身结构的复杂性以及轧制工艺的复杂性,因此其控轧控冷技术在行业内很难大规模实现,而通过热轧后的快冷技术能够有效提升钢管的各项性能,达到控轧控冷的目的,但有以下几个缺点难以避免:
4.1、设备投入过高,往往需要在终轧端加入十余组水环,才能够达到控冷的效果;2、水量消耗过大,十余组水环打开的同时,还要求有一定的水压,因此往往生产1吨钢管,需要几十吨水进行冷却;3、需要钢中加入合金的方式来配合实现控轧控冷技术,单纯的通过快速冷却难以达到控轧控冷效果。
技术实现要素:
5.本发明解决其技术问题是采取以下技术方案实现的:
6.本发明提供了提升轧态碳钢无缝钢管性能的方法:
7.为了省去热处理工序,节省热处理费用,本发明对钢管进行了如下微合金化,同时针对微合金化进行了一定的轧制工艺设计:
8.b元素能降低钢的塑性,但可以提高淬透性,从而强烈提高钢的强度和硬度,但需要通过热处理才能实现b元素的强化作用,但热处理费用高,本发明专利对钢管热轧过程进行了如下设计,从而实现了热轧状态下b元素的强化作用:
9.管坯环型炉加热温度不能低于1220℃,加热温度过低,会导致钢管终轧温度低,静态回复再结晶发生温度低,不利于b元素在晶界的析出;
10.钢管轧制节奏要合适,从而保证终轧温度在钢种ar3~950℃之间,一般要求轧制节奏按照相同规格、相似钢种轧制节奏(单位为秒)的0.6~1.2 倍系数进行轧制;通过对轧制工艺的设计,使得b元素在钢管热轧后能够明显起到强化作用。
11.但另一方面,b元素极易与钢中的残余n结合,生成bn,从而大大削弱b在钢中的作用;为此,在钢中加入少量更容易与n相结合的ti 和nb元素,从而保证b在钢中以单质形式存在;
12.ni元素可以有效提升钢的韧性和塑性,因此在碳钢中加入 0.01~0.25%的ni,也能弥补b元素加入带来的塑性降低;适量的cr和v 的加入,也能一定程度上提升钢的强度,同时韧性和塑性降低不明显,因此将v控制在0.002%~0.080%之间,cr元素控制在0.01~
0.25%之间。
13.s元素,作为碳钢中的有害元素,容易形成夹杂物,影响钢的塑性, s元素要按≤0.020%控制;p元素,在钢管长期运行后,容易在晶界偏聚,导致钢管过早失效,因此要将p元素要按≤0.025%控制。
14.综上,获得的所述无缝钢管包括重量百分比如下的各组分:c: 0.16~0.24%;si:0.17~0.37%;mn:0.35~0.65%;cu:0.01~0.20%;mo: 0~0.15%;cr:0.01~0.25%;nb:0.001~0.05%;ni:0.01~0.25%;v:0.002~0.080%;al:0.001~0.050%;b:0.0002~0.010%;ti:0.001~0.015%;余量为fe及残余元素;
15.对所述无缝钢管热轧过程中管坯环型炉加热温度不能低于1220℃;轧制节奏按照相同规格、相似钢种轧制节奏的0.6~1.2倍系数进行轧制,从而保证终轧温度在钢种ar3~950℃之间。
16.进一步的,所述残余元素包括p、s,且p在所述无缝钢管中的重量百分比≤0.025%,s在所述无缝钢管中的重量百分比≤0.020%。
17.本发明的优点和积极效果是:
18.本发明通过对轧态碳钢进行微合金化,并且对热轧过程中的温度、轧制节奏进行调控,使得轧态碳钢管不进行轧后快冷或在不进行热处理的情况下,大幅度提高轧态碳钢管性能,从而达到标准要求。
具体实施方式
19.首先,需要说明的是,以下将以示例方式来具体说明本发明的具体结构、特点和优点等,然而所有的描述仅是用来进行说明的,而不应将其理解为对本发明形成任何限制。此外,在本文所提及各实施例中予以描述或隐含的任意单个技术特征,仍然可在这些技术特征(或其等同物)之间继续进行任意组合或删减,从而获得可能未在本文中直接提及的本发明的更多其他实施例。
20.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
21.实施例1
22.本实施例提供的提升轧态碳钢无缝钢管性能的方法,
23.其中,所述无缝钢管包括重量百分比如下的各组分:c:0.16~0.24%; si:0.17~0.37%;mn:0.35~0.65%;cu:0.01~0.20%;mo:0~0.15%; cr:0.01~0.25%;nb:0.001~0.05%;ni:0.01~0.25%;v:0.002~0.080%;al:0.001~0.050%;b:0.0002~0.010%;ti:0.001~0.015%;余量为fe及残余元素;
24.对所述无缝钢管热轧过程中管坯环型炉加热温度不能低于1220℃;轧制节奏按照相同规格、相似钢种轧制节奏的0.6~1.2倍系数进行轧制,从而保证终轧温度在钢种ar3~950℃之间。
25.注:ar3根据成分以及冷却速度不同而不同,实施例表1中的ar3 温度大概在760~820℃之间。
26.所述残余元素包括p、s,且p在所述无缝钢管中的重量百分比≤ 0.025%,s在所述无缝钢管中的重量百分比≤0.020%。
27.实施例2
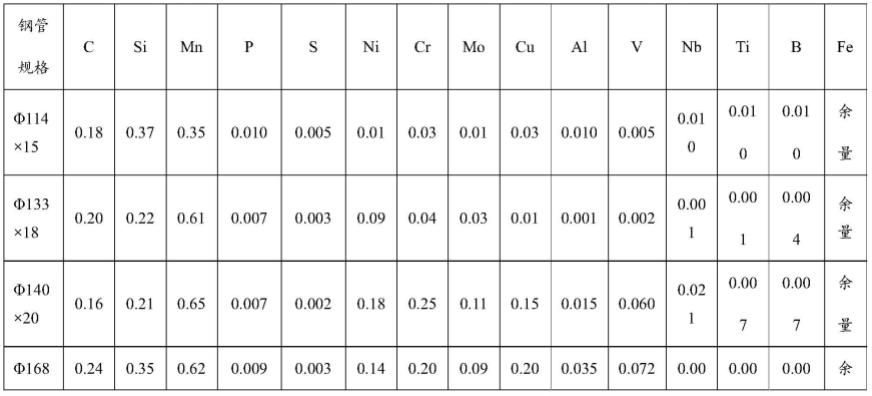
28.以实施例1中的组分配比制备的若干无缝钢,如下表1所示:
29.表1
[0030][0031][0032]
其中,在对上述成分的钢管进行加工时,对轧态碳钢管不进行热处理,其轧制参数及终轧温度如下表2所示:
[0033]
表2
[0034]
钢管规格环型炉加热温度,℃轧制节奏,秒终轧温度,℃φ114
×
15127024882φ133
×
18127026888φ140
×
20127028891φ168
×
25126032925φ273
×
30124044914φ356
×
35125079934φ457
×
45122086945φ508
×
551220166950
[0035]
对上述获得的钢管进行性能检测,其结果如下表3所示:
[0036][0037][0038]
如表3所示,利用本发明的方法制备的钢管,其性能比普通产品性能均要好。
[0039]
以上实施例对本发明进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1