波形保持器的制造方法与流程
1.本发明涉及组装到球轴承中使用的波形保持器的制造方法。
背景技术:
2.在具备借助多个滚珠相对旋转的内圈及外圈的球轴承中,对于为了保持多个滚珠而配置于内外圈之间的保持器,通常采用如下结构,使用在球轴承的周向上隔开间隔配置的多个紧固构件(例如铆钉)将在球轴承的轴向上重叠的一对环状构件在轴向上结合。该保持器由于各环状构件具有将半球状的鼓出部和平坦部在周向上交替地配置而成的波形形状,因此被称为“波形保持器”,其中,所述半球状的鼓出部与对方侧(结合对方的环状构件)协同配合而划分出用于将滚珠保持为滚动自如的凹槽(pocket),所述平坦部通过紧固构件与对方侧结合。
3.对于构成波形保持器的环状构件,优选采用通过对spcc等富有加工性的钢板(未淬火的钢板)实施冲压加工而对成形为上述的波形形状的冲压成形品实施用于提高表面硬度的热处理的构件。作为上述的热处理,例如如下述的专利文献1所记载的那样,优选采用在环状构件上形成作为表面硬化层的氮化层的氮化处理(是包含“软氮化处理”的概念)。氮化处理与需要将工件加热到比钢的相变点高的温度的渗碳淬火等淬火相比,处理时的工件的加热温度格外低,能够抑制或防止工件的热变形,因此具有能够省略处理后的精加工(形状修正作业)的优点。需要说明的是,在对spcc制的工件实施了软氮化处理的情况下,该工件的表面硬度以维氏硬度(hv)计为400~500程度。
4.在专利文献1中记载有如下的保持器的制造方法,即在将铆钉压入嵌合于一对环状构件中的一方的平坦部的状态下实施氮化处理,并且对一对环状构件中的另一方以单体的状态实施氮化处理,之后,通过对预先压入于一方的环状构件的(与一方的环状构件一起实施了氮化处理)铆钉进行铆接而将一对环状构件结合。根据这种方法,具有如下优点:
5.·
能够省略对铆钉的专用的氮化处理工序;
6.·
能够提高预先压入有铆钉的上述一方的环状构件的处理性;
7.·
提高波形保持器的耐久性等。
8.在先技术文献
9.专利文献
10.专利文献1:日本专利第6098720号公报
11.然而,在专利文献1所记载的方法中,通过氮化处理提高了表面硬度的一对环状构件使用同样通过氮化处理提高了表面硬度的铆钉在轴向上结合,因此在铆接时在保持器(环状构件)内生成、蓄积的拉伸残留应力变大,例如在反复输入较大的应力(例如径向载荷)那样的苛刻条件下使用的球轴承中采用了专利文献1的保持器的情况下,有可能导致保持器强度降低。
技术实现要素:
12.发明要解决的课题
13.本发明是鉴于上述的实际情况而完成的,其目的在于能够制造表面硬度(耐磨损性)及疲劳强度高,且富有耐久性、可靠性的波形保持器。
14.用于解决课题的方案
15.为了实现上述的目的而完成的本发明是用于制造球轴承用的波形保持器的方法,所述波形保持器具备一对环状构件、以及将一对环状构件以在轴向上重叠的状态结合的多个紧固构件,各环状构件具有将半球状的鼓出部和平坦部在周向上交替地配置而成的波形形状,所述半球状的鼓出部与对方侧协同配合而划分出将滚珠保持为滚动自如的凹槽,所述平坦部与对方侧在轴向上重叠,其特征在于,包括:热处理工序,在该热处理工序中,对由钢板的冲压成形品构成的未淬火的环状构件实施热处理;以及结合工序,在该结合工序中,利用紧固构件将热处理后的一对环状构件在轴向上结合,在热处理工序中,执行如下处理:一次热处理,在该一次热处理中,在400℃~590℃的温度下对未淬火的环状构件实施软氮化处理;以及二次热处理,在该二次热处理中,将实施了软氮化处理的环状构件在180℃~200℃的温度下保持。
16.如上述那样,在对由冲压成形品构成的未淬火的环状构件实施热处理的热处理工序中,首先,若执行在400℃~590℃的温度下对未淬火的环状构件实施软氮化处理的一次热处理,则能够防止环状构件的热变形,并且在环状构件的表面形成硬度比母材高的氮化层,因此能够获得提高了表面硬度、进而提高了耐磨损性的高精度的环状构件。接着,若执行将实施了软氮化处理的环状构件在180℃~200℃的温度下保持的二次热处理,则能够维持实施了软氮化处理的环状构件的形状精度及表面硬度,并且减小环状构件的母材的截面硬度而提高环状构件的韧性。因此,在热处理工序后的结合工序中,能够降低随着利用紧固构件将一对环状构件在轴向上结合而在环状构件内产生的拉伸残留应力,其结果是,能够提高波形保持器的疲劳强度。
17.在该情况下,即使使用实施了氮化处理、淬火等热处理的高硬度、高强度的紧固构件将一对环状构件在轴向上结合,也能够尽可能地防止在使用时(球轴承工作时)因反复施加于波形保持器的应力引起的波形保持器的提前破损。因此,在将一对环状构件在轴向上结合时,能够毫无问题地使用实施了热处理的高硬度、高强度的紧固构件。因此,能够制造富有可靠性及耐久性的高品质的波形保持器。
18.紧固构件可以是一体地具有轴部和头部的铆钉,所述轴部贯通一对环状构件中的一方及另一方的平坦部,所述头部与一对环状构件中的一方在轴向上卡合,在该情况下,在结合工序中,执行在上述轴部的自由端形成铆接部的铆接处理,所述铆接部在与头部之间在轴向上夹持一方平坦部及另一方的平坦部。
19.发明效果
20.基于以上内容,根据本发明,能够制造表面硬度(耐磨损性)及疲劳强度高,且富有耐久性、可靠性的高品质的波形保持器。
附图说明
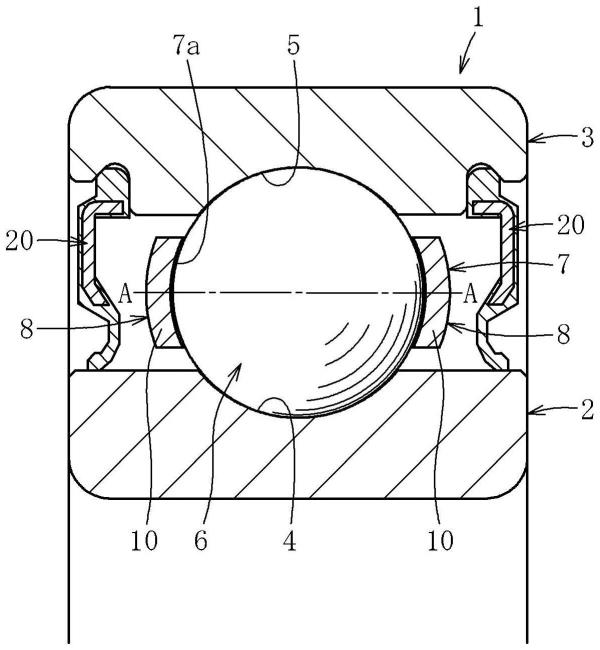
21.图1是球轴承的局部纵剖视图。
22.图2是图1所示的球轴承用的波形保持器的概要立体图。
23.图3是以图1的a-a线剖切波形保持器时的剖视图。
24.附图标记说明:
25.1 球轴承
26.6 滚珠
27.7 波形保持器
28.7a 凹槽
29.8 环状构件
30.9 铆钉(紧固构件)
31.10 半球状的鼓出部
32.11 平坦部。
具体实施方式
33.以下,对本发明的实施方式进行说明。需要说明的是,本发明涉及球轴承用的保持器(波形保持器)的制造方法,但为了有助于本发明的理解,基于图1说明球轴承的一例,另外,基于图2及图3说明球轴承用的波形保持器的一例。
34.图1所示的球轴承1具备在外周面形成有内侧轨道面4的内圈2、在内周面形成有与内侧轨道面4对置的外侧轨道面5的外圈3、滚动自如地配置于两轨道面4、5之间的多个滚珠6、配置于内圈2与外圈3之间且在周向上隔开间隔地保持多个滚珠6的环状的波形保持器7、以及介于内圈2与外圈3之间的环状空间的润滑脂等润滑剂(省略图示)。为了防止该润滑剂的外部泄漏及异物向环状空间的侵入,在环状空间的轴向一侧及另一侧的端部配置有密封构件20、20。
35.如图2及图3所示,波形保持器7具备在轴向上重叠的(在轴向上对置配置的)一对环状构件8、8、以及在周向上隔开间隔地配置且将一对环状构件8、8在轴向上结合的作为紧固构件的铆钉9。
36.各环状构件8具有将半球状的鼓出部10和平坦部11在周向上交替地配置而成的波形形状,该鼓出部10与对方侧(结合对方的环状构件8)协同配合而划分出将滚珠6保持为滚动自如的凹槽7a,该平坦部11与对方侧在轴向上重叠,在周向上隔开间隔地配置的多个平坦部11分别形成有在环状构件8的表背两面开口的贯通孔12。
37.具有上述的结构的环状构件8以通过对钢板(未淬火的钢板)实施冲压加工而成形为规定形状(上述的波形形状)的冲压成形品为基材,并通过对该冲压成形品实施热处理而确保波形保持器7所需的机械强度、表面硬度等。在此,通过在对上述的冲压成形品(未淬火的环状构件)执行了实施软氮化处理的一次热处理之后,执行对实施了软氮化处理的环状构件实施退火处理的二次热处理,由此得到确保了所希望的机械强度、表面硬度等的环状构件8,对此详情在后文叙述。因此,虽然省略详细的图示,但在环状构件8的表面设置有随着软氮化处理的实施而形成的氮化层。由此,环状构件8的表面硬度比环状构件8的母材(环状构件8中的未形成氮化层的部分)的硬度高。具体而言,环状构件8的表面硬度以维氏硬度(hv)计为400~500程度,环状构件8的母材的硬度为hv150~200程度。
38.作为紧固构件的铆钉9一体地具有:穿过在轴向上重叠的一对环状构件8的贯通孔
12的轴部9a、在轴向上与一方的环状构件8的平坦部11(的外表面)卡合的头部9b、在轴向上与另一方的环状构件8的平坦部11(的外表面)卡合且在与头部9b之间夹持两环状构件8的平坦部11的铆接部9c。虽然省略了图示,但使用前(部件单体)的铆钉9仅由轴部9a及头部9b构成,不具有铆接部9c。
39.具有以上构成的波形保持器7主要依次经过获得作为环状构件8的基材的冲压成形品的成形工序、对冲压成形品(未淬火的环状构件8)实施热处理的热处理工序、以及用紧固构件9结合实施了热处理的一对环状构件8的结合工序而制造。以下,对上述的各工序进行说明。
40.[成形工序]
[0041]
在该成形工序中,通过使用具有与环状构件8的形状对应的模部的冲压模具对未淬火的钢板实施冲压加工,获得由冲压成形品构成的环状构件8的基材(未淬火的环状构件8)。作为上述的钢板,例如,优选使用以spcc为代表的冷轧钢板、以sphd为代表的热轧钢板等软质且富有加工性的钢板。
[0042]
[热处理工序]
[0043]
在该热处理工序中,执行对未淬火的环状构件8实施软氮化处理的一次热处理、以及对实施了软氮化处理的环状构件8实施退火处理的二次热处理。
[0044]
对于对未淬火的环状构件8实施的作为一次热处理的软氮化处理,例如,选择所谓的气体软氮化处理,即将置于充满作为氮化介质的氨气(nh3气体)及吸热型变性气体(rx气体)的气体气氛下的环状构件8在400℃~590℃(400℃以上且590℃以下)的温度下加热规定时间(例如,1hr~3hr)。通过对未淬火的环状构件8实施该软氮化处理,在该环状构件8的表面形成由铁和氮气的化合物构成的高硬度的氮化层(氮化膜)。将软氮化处理时的未淬火的环状构件8的加热温度设为400℃以上且590℃以下是因为,在加热温度小于400℃的情况下,无法获得高品质的氮化层,在加热温度超过590℃的情况下,有可能导致环状构件8热变形。
[0045]
在软氮化处理中使用的氮化介质除了上述之外,也可以是氨气与甲醇分解气体的混合气体、固形尿素(co(nh2)2)的分解气体、或者氮基(n2+nh3+co2+h2)的气体等。另外,对未淬火的环状构件8实施的软氮化处理也可以是盐浴软氮化处理。但是,盐浴软氮化处理由于盐浴中含有作为有害物质的一种的氰化物,因此需要防止污染对策(公害对策)。
[0046]
对实施了软氮化处理的环状构件8实施作为二次热处理的退火处理。该退火处理例如通过将置于氧气氛中的环状构件8在180℃~200℃的温度下保持规定时间(例如,1hr~3hr)来进行。由此,环状构件8中的除了氮化层的形成区域之外的区域的截面硬度软化。将退火处理的实施时的环状构件8的加热温度设为180℃以上且200℃以下是因为,在加热温度小于180℃的情况下,在铆接时生成、蓄积的拉伸残留应力变大,不能得到所希望的机械强度,在加热温度超过200℃的情况下,表面硬度降低。
[0047]
[结合工序]
[0048]
在该结合工序中,在将实施了上述的热处理(软氮化处理及退火处理)的热处理完毕的环状构件8在轴向上重叠之后,执行使用作为紧固构件的铆钉9将这一对环状构件8在轴向上结合的作业。虽然省略了图示,但该结合作业如下进行,将铆钉9的轴部9a穿过在轴向上重叠的一对环状构件8的贯通孔12之后,从轴向两侧压缩铆钉9而将铆钉9的轴部9a的
自由端(与头部9b相反一侧的端部)压溃,形成在与头部9b之间在轴向上夹持两环状构件8的平坦部11的铆接部9c。由此,得到热处理完毕的一对环状构件8在轴向上结合的图2所示的波形保持器7。
[0049]
如以上说明那样,在本实施方式中,在对由钢板(未淬火钢板)的冲压成形品构成的未淬火的环状构件8实施热处理的热处理工序中,首先,执行在400℃~590℃的温度下对未淬火的环状构件8实施软氮化处理的一次热处理。由此,能够防止环状构件8的热变形,并且在环状构件8的表面形成硬度比环状构件8的母材高的氮化层,因此能够获得提高了表面硬度、进而提高了耐磨损性的高精度的环状构件8。
[0050]
在本实施方式中,接着上述的一次热处理(软氮化处理),执行将实施了软氮化处理的环状构件8在180℃~200℃的温度下保持规定时间的二次热处理(退火处理)。由此,能够维持环状构件8的形状精度及表面硬度,并且减小环状构件8的母材的截面硬度而提高环状构件8的韧性。因此,在热处理工序(二次热处理)后的结合工序中,能够降低随着使用铆钉9将一对环状构件8在轴向上结合而在环状构件8内产生的拉伸残留应力,其结果是,能够提高波形保持器7的疲劳强度。
[0051]
在该情况下,即使使用实施了氮化处理、淬火等热处理的高硬度、高强度的铆钉9将一对环状构件8在轴向上结合,也能够尽可能地防止在球轴承1工作时因反复施加于波形保持器7的应力引起的波形保持器7的提前破损。因此,在将一对环状构件8在轴向上结合时,能够毫无问题地使用实施了热处理的高硬度、高强度的铆钉9。
[0052]
结合以上的作用效果,根据本发明,能够以高精度制造提高了耐磨损性、疲劳强度的富有可靠性、耐久性的高品质的波形保持器7。
[0053]
本发明人在对实施了上述的软氮化处理的环状构件8实施上述的退火处理的情况和未实施上述的退火处理的情况下,对随着将铆钉9紧固在环状构件8(波形保持器7)内产生的残留应力产生何种程度的差异进行了确认。具体而言,在波形保持器7中的、铆钉9的头部9b所接触的部位(一方的环状构件8的平坦部11)及铆钉9的铆接部9c所接触的部位(另一方的环状构件8的平坦部11)这两处测定了残留应力。确认结果(n=8的平均值)如下。
[0054]
(1)在实施了退火处理的情况下
[0055]
·
铆钉9的头部9b所接触的部位的残留应力:354mpa
[0056]
·
铆钉9的铆接部9c所接触的部位的残留应力:341mpa
[0057]
(2)在未实施退火处理的情况下
[0058]
·
铆钉9的头部9b所接触的部位的残留应力:504mpa
[0059]
·
铆钉9的铆接部9c所接触的部位的残留应力:481mpa
[0060]
从上述的确认结果可明确,若对实施了软氮化处理的环状构件8实施在180℃~200℃的温度下保持规定时间的退火处理,则与不实施该退火处理的情况相比,能够降低3成左右的残留应力。因此,可以说本发明对于制造耐磨损性及疲劳强度优异的波形保持器7是有用的。
[0061]
以上,对本发明的一实施方式的波形保持器7的制造方法进行了说明,但本发明的实施方式并不限定于此,在不脱离本发明的主旨的范围内能够实施适当的变更。
[0062]
例如,以上,使用铆钉9作为用于将热处理后的一对环状构件8在轴向上结合的紧固构件,但紧固构件也可以是螺栓构件和具有与螺栓构件的外螺纹部螺合的内螺纹部的螺
母构件的组合件。但是,如果是铆钉9,则与通过所谓的螺栓-螺母固定而将一对环状构件8在轴向上结合的情况相比,能够简便且迅速地将一对环状构件8在轴向上结合,因此能够提高波形保持器7的生产效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1