真空和防热辐射协同保温冶金包
1.本发明涉及冶金节能环保技术领域,尤其涉及一种真空和防热辐射协同保温冶金包,具体涉及利用真空层和防热辐射涂层协同保温减少热量损失的冶金包。
背景技术:
2.冶金包是冶金生产过程中对铁水和钢液进行铁水预处理、炉外二次精炼和浇铸的容器。冶金包包体用钢板制成,炉衬为耐火材料,在进行冶金生产工作时,耐火材料的工作环境温度会发生频繁的交替剧烈变化,热应力对炉衬会产生较大损伤;同样在生产工作时,金属液会在冶金包中存留很长时间,金属液的辐射热损失和冶金包包体的蓄热及散热易造成金属液温度降低且分布不均,进而影响金属液质量和钢液浇铸时的温度。降低生产过程中冶金包中金属液的热量损失,不仅可以减少热应力对冶金包炉衬损伤,提高炉衬的使用寿命,还可以保障金属液质量,保证浇注温度和降低转炉出钢温度。
3.目前冶金包中金属液保温技术主要集中在研究新型耐火材料、降低炉衬的导热率以及对冶金包内的金属液进行加热,来提高金属液的温度等方面,不仅存在保温效果不理想和投资成本较高等诸多问题,也未能从根本上解决金属液热辐射散热等问题。
4.我国是钢铁大国,国内冶金包数量巨大,在如今能源紧缺和追求绿色环保的情形下,减少冶金包热损失乃是当务之急。申请号为cn201811149912.x的专利公开了一种用于钢包保温的浇注料,适用于钢包炉衬、包盖等不同部位,耐高压,可提高炉衬的保温隔热效果,但是存在实施工作较为复杂,经济成本较高等问题。申请号为cn202122217965.4的专利公开了一种便于更换的真空钢包内衬板,通过将钢包部分炉衬做成真空形态来提高钢包的保温性能。但是还存在金属液热辐射较大,炉衬真空层内外温差较大导致热应力对炉衬损伤较大等问题。
5.有鉴于此,有必要提供一种真空和防热辐射协同保温冶金包,以解决上述问题。
技术实现要素:
6.本发明目的在于解决目前冶金包中的钢液在生产过程中热量损失较大,热应力对炉衬等损伤较大的问题。
7.为实现上述目的,本发明提供了一种真空和防热辐射协同保温冶金包,包括炉衬和包覆于炉衬外的冶金包外壳,所述冶金包外壳的外壁依次贴设有综合防热辐射涂层和真空隔热仓,通过真空隔热仓和综合防热辐射涂层协同作用以减少冶金包的热量损失。
8.作为本发明的进一步改进,所述真空隔热仓包括由外至内依次包括真空隔热仓外壁、真空层和真空隔热仓内壁;所述真空隔热仓内壁紧贴所述综合防热辐射涂层设置;所述真空隔热仓的端口处设有真空隔热仓封盖,以封闭所述真空层。
9.作为本发明的进一步改进,所述真空隔热仓外壁还装有抽气孔,用于对所述真空层抽真空。
10.作为本发明的进一步改进,所述真空隔热仓的真空层内还装有底部垫块和侧部垫
块,以增加所述真空隔热仓的结构强度。
11.作为本发明的进一步改进,所述真空隔热仓内壁和真空隔热仓外壁由钢板拼装焊接而成,钢板厚度为1mm~50mm。
12.作为本发明的进一步改进,所述真空和防热辐射协同保温冶金包的底部还设有依次贯穿所述真空隔热仓、冶金包外壳和炉衬的底吹元件。
13.作为本发明的进一步改进,所述底吹元件在所述真空层的贯穿处设有底吹元件垫块,用于将所述真空层在底吹元件处的缺口封堵,确保所述真空层的密闭性。
14.作为本发明的进一步改进,所述综合防热辐射涂层包括金属过度涂层和防热辐射涂层,且所述金属过度涂层紧贴所述真空隔热仓的外壁设置;所述金属过度涂层的厚度为0.1~5mm;所述防热辐射涂层的厚度为0.1~2mm。
15.作为本发明的进一步改进,所述金属过度涂层的成分按重量百分比包括环氧树脂30%~40%、玻璃微球或zro2空心球10%~15%、钛白粉8%~15%、溶剂35%~45%;所述溶剂为无水乙醇、水、乙酰丙酮、正丁醇和异丙醇中的一种或多种混合物;
16.所述防热辐射涂层喷涂在所述金属过度涂层上,成分包括涂层主体材料和粘结剂;所述粘结剂成分为高模数硅酸钾、水玻璃、聚乙烯醇、淀粉、酚醛环氧树脂和木质素中的一种或多种混合溶液;所述涂层主体材料包括以下几种:
17.空心玻璃微球粒子,粒子直径为100nm~250um,为中空结构;
18.zro2空心球粒子,粒子直径为100nm~200um,为中空结构;以及
19.掺杂稀土元素的锆酸盐,所述锆酸盐为la2zr2o7、(la
0.9
sc
0.1
)2zr2o7、la
1.7
dy
0.3
zr2o7、la2(zr
0.7
ce
0.3
)2o7,粒子直径为500nm~100um。
20.作为本发明的进一步改进,喷涂所述金属过度涂层前,采用喷砂法去除真空层内壁外表面的铁锈和污染物,并对真空层内壁外表面进行预热,预热温度为40~60℃;喷涂所述金属过度涂层后,待所述金属过度涂层的溶剂挥发40%~60右时,喷涂所述防热辐射涂层。
21.有益效果
22.本发明提供的真空和防热辐射协同保温冶金包,通过在冶金包外壳上安装真空隔热仓,并在真空隔热仓外壳上喷涂具有防热辐射和保温功能的综合防热辐射涂层,来减少金属液在冶金包中的热量损失,不仅可以降低炉衬和真空层在工作过程中的前后温差,减少温度波动对炉衬和真空层的损伤,提高炉衬和真空层的工作寿命,减少经济损失,同时还可以在生产过程中降低出钢温度,保证钢液的浇注温度,降低经济成本。
附图说明
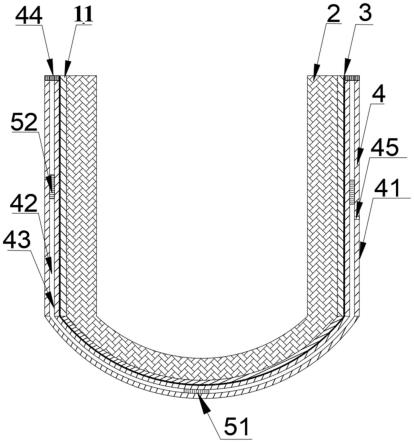
23.图1为本发明真空和防热辐射协同保温冶金包的结构示意图。
24.图2为可用于底吹氩和底喷粉的真空和防热辐射协同保温冶金包的结构示意图。
25.图3为本发明真空和防热辐射协同保温冶金包的另一种结构示意图。
26.附图标记
27.11-铁水包外壳;12-钢包外壳;13-中间包外壳;2-炉衬;3-综合防热辐射涂层;4-真空隔热仓;41-真空层外壁;42-真空层;43-真空层内壁;44-真空层封盖;45-抽气孔;51-底部垫块;52-侧部垫块;53底吹元件;54底吹元件垫块。
具体实施方式
28.为了使本发明的目的、技术方案和优点更加清楚,下面结合具体实施例对本发明进行详细描述。
29.在此,还需要说明的是,为了避免因不必要的细节而模糊了本发明,在具体实施例中仅仅示出了与本发明的方案密切相关的结构和/或处理步骤,而省略了与本发明关系不大的其他细节。
30.另外,还需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
31.请参阅图1-3所示,本发明提供的真空和防热辐射协同保温冶金包,包括真空隔热仓4、综合防热辐射涂层3、冶金包外壳(如图1中的铁水包外壳11;图2中的钢包外壳12和图3中的中间包外壳13)和炉衬2;冶金包最内层为炉衬2,炉壳安装在炉衬2外面,真空隔热仓4布置在最外层,综合防热辐射涂层3喷涂在真空隔热仓4与钢包外壳所接触的壁面上;真空隔热仓4将冶金包包裹,减少钢液和钢包与外部环境之间的热量传递;防热辐射涂层3能减少热辐射传热,且防热辐射涂层3中的空心玻璃微球的中空结构能减少热量传递,进一步达到降低热量损失的目的。
32.所述的真空隔热仓4包括真空隔热仓外壁41、真空层42、真空隔热仓内壁43和真空隔热仓封盖44;所述真空隔热仓4的外壁和内壁都由钢板进行拼装焊接而成,钢板厚度为1mm~50mm,外形和冶金包外壳相同;真空层的外壁与内壁间隔有一定距离,内壁与外壁顶部安装封盖,形成真空层;所述真空层厚度为5~70mm;所述真空隔热仓4的内壁与冶金包外壳紧密贴合在一起,且该内壁与冶金包外壳贴合的那一面喷涂有防热辐射涂层3;所述真空隔热仓4里装有底部垫块51和侧部垫块52,增加真空隔热,4的结构强度,底部垫块51放置于真空层42的底部,侧部垫块52沿圆周方向均匀放置于冶金包包身的真空层42中部,数量为4~8个。
33.所述的真空隔热仓外壁41还安装有抽气孔45用于抽真空;抽真空时利用抽气管路将抽气孔和真空泵连接,真空层42压强范围为0.1~1000pa,抽真空完毕后封闭抽气孔45保持真空层的密闭性。
34.所述综合防热辐射涂层3包括金属过度涂层和防热辐射涂层。
35.所述金属过度涂层喷涂在真空层内壁43的外壁面上,厚度为0.1~5mm,用来提高防热辐射涂层3与真空层壁面的粘合度;所述金属过度涂层成分为环氧树脂、玻璃微球粒子、钛白粉和溶剂,其中各组分占总重量的比例为:环氧树脂为30%~40%,玻璃微球或zro2空心球为10%~15%,钛白粉为8%~15%,溶剂为35%~45%;所述溶剂为无水乙醇、水、丙酮、正丁醇和异丙醇中的一种或多种混合物。
36.所述防热辐射涂层喷涂在金属过度涂层上,厚度为0.1~2mm,成分为涂层主体材料和粘结剂;所述粘结剂成分为高模数硅酸钾、水玻璃、聚乙烯醇、淀粉、酚醛环氧树脂和木质素中的一种或多种混合溶液;所述涂层主体材料有以下几种:
37.(1)空心玻璃微球粒子,粒子直径为100nm~250um,为中空结构;
38.(2)zro2空心球粒子,粒子直径为100nm~200um,为中空结构;
39.(3)掺杂稀土元素的锆酸盐,所述锆酸盐为la2zr2o7、(la
0.9
sc
0.1
)2zr2o7、la
1.7
dy
0.3
zr2o7、la2(zr
0.7
ce
0.3
)2o7等,粒子直径为500nm~100um。
40.所述金属过度涂层前采用喷砂法去除真空层外壁表面铁锈和污染物并对真空层外壁进行预热,预热温度为50℃左右;喷涂金属过度涂层后,待金属过度涂层的溶剂挥发50%左右时喷涂防热辐射涂层。
41.以下为本次发明的另外一种技术方案:如图2所示,可用于底吹氩和底喷粉的真空和防热辐射协同保温冶金包,在冶金包底部安装有底吹元件53和地吹元件垫块54;所述底吹元件53安装在冶金包底部,从外到内依次贯穿真空隔热仓4、外壳、底吹元件垫块54和炉衬2;所述底吹元件垫块54安装于真空层42内,位于底吹元件53四周,与真空隔热仓4的内壁和外壁焊接固定在一起,将真空层42位于底吹元件53附近的缺口封堵,保证真空层42的密闭性;底吹气体或粉料通过底吹元件吹入冶金包内。
42.以下为本发明的实施例。
43.实施例1
44.在20t铁水包外安装真空隔热仓4,在真空隔热仓4与铁水包外壳1接触的壁面喷涂综合防热辐射涂层3;真空隔热仓内壁43和真空隔热仓外壁41由钢板拼装焊接而成,钢板厚度为5mm形状与铁水包外壳(1)相同,且两者之间的空隙为10mm;真空隔热仓封盖44安装在真空隔热仓外壁41和真空隔热仓内壁43的顶部,以此形成真空层;铁水包底部真空层42装有底部垫块51,铁水包包身的真空层42的中部沿圆周方向均匀放置了4个侧部垫块52;真空隔热仓外壁41安装有抽气孔45用于抽真空;抽真空时利用抽气管路将抽气孔和真空泵连接,真空层压强为10pa,抽真空完毕后封闭抽气孔43保持真空层的密闭性。
45.综合防热辐射涂层3喷涂在真空层内壁外壁面上,先用喷砂法去除真空层外壁表面铁锈和污染物并对真空层外壁进行预热,预热温度为50℃,然后喷涂金属过度涂层,待金属过度涂层的溶剂挥发50%时喷涂防热辐射涂层。
46.金属过度涂层厚度为0.3mm成分为环氧树脂35%、玻璃微球粒子10%、钛白粉15%和溶剂40%,溶剂为无水乙醇;防热辐射涂层厚度为100um,成分为空心玻璃微球粒子和粘结剂,玻璃微球粒子的直径约为20um,粘结剂成分为水玻璃。
47.在铁水包改装前测量了10炉次改装前后铁水包中铁水温降和改装前铁水包外壳温度,改装后在相同位置测量了10炉次真空层外壳温度。发现改装前铁水温降为5℃/min,改装后铁水温降为2℃/min;改装前铁水包外壳温度平均为158℃,改装后真空隔热仓外壳温度平均为49℃,平均下降约109℃。
48.由此可见,在铁水包外壳上安装喷涂有防热辐射涂层的真空隔热仓可有效减少铁水的温降和铁水包外壳的传热效率,减少热量损失。
49.实施例2
50.在60t的钢包上安装真空隔热仓4,在真空隔热仓4与钢包外壳1接触的壁面喷涂综合防热辐射涂层3;真空隔热仓内壁43和真空隔热仓外壁41由钢板拼装焊接而成,钢板厚度为7mm,形状与钢包外壳(1)相同,且两者之间有的空隙为15mm;真空隔热仓封盖44安装在真空隔热仓外壁41和真空隔热仓内壁43的顶部,以此形成真空层;钢包包身的真空层42的中部沿圆周方向均匀放置了8个侧部垫块52;钢包底部安装有底吹元件53和底吹元件垫块54,底吹元件53贯穿真空隔热仓4、钢包外壳1、底吹元件垫块54和炉衬2,底吹元件垫块54放置
于底吹元件53在真空层42的贯穿处,将真空层42在底吹元件44处的缺口封堵,确保真空层42的密闭性;底吹气体通过底吹元件53进入冶金包内;真空隔热仓外壁41安装有抽气孔45用于抽真空;抽真空时利用抽气管路将抽气孔和真空泵连接,真空层压强为5pa,抽真空完毕后封闭抽气孔43保持真空层的密闭性。
51.综合防热辐射涂层3喷涂在真空层内壁外壁面上,先用喷砂法去除真空层外壁表面铁锈和污染物并对真空层外壁进行预热,预热温度为50℃,然后喷涂金属过度涂层,待金属过度涂层的溶剂挥发50%时喷涂防热辐射涂层。
52.金属过度涂层厚度为0.4mm,成分为环氧树脂35%、zro2空心球粒子10%、钛白粉15%和溶剂40%,溶剂为正丁醇和乙酰丙酮,比例为1:1;防热辐射涂层厚度为150um,成分为zro2空心球粒子和粘结剂,zro2空心球粒子的直径约为500nm,粘结剂成分为酚醛环氧树脂。
53.在钢包改装前测量了10炉次改装前后钢包中钢液温降和改装前钢包外壳温度,改装后在相同位置测量了10炉次真空层外壳温度。发现改装前钢液温降为6℃/min,改装后钢液温降为3℃/min;改装前钢包外壳温度平均为179℃,改装后真空隔热仓外壳温度平均为72℃,平均下降约107℃。
54.由此可见,在钢包外壳上安装喷涂有防热辐射涂层的真空隔热仓可有效减少钢液的温降和钢包外壳的传热效率,减少热量损失。
55.实施例3
56.请参阅图3所示,在中间包外安装真空隔热仓4,在真空隔热仓4与中间包外壳1接触的壁面喷涂综合防热辐射涂层3;真空隔热仓内壁43和真空隔热仓外壁41由钢板拼装焊接而成,形状与中间包外壳(1)相同,且两者之间的空隙为10mm;真空隔热仓封盖44安装在真空隔热仓外壁41和真空隔热仓内壁43的顶部,以此形成真空层;中间包底部真空层42装有底部垫块51,中间包包身的真空层42的中部沿圆周方向均匀放置了4个侧部垫块52;真空隔热仓外壁41安装有抽气孔45用于抽真空;抽真空时利用抽气管路将抽气孔和真空泵连接,真空层压强为10pa,抽真空完毕后封闭抽气孔43保持真空层的密闭性。
57.综合防热辐射涂层3喷涂在真空层内壁外壁面上,先用喷砂法去除真空层外壁表面铁锈和污染物并对真空层外壁进行预热,预热温度为50℃,然后喷涂金属过度涂层,待金属过度涂层的溶剂挥发50%时喷涂防热辐射涂层。
58.金属过度涂层厚度为0.3mm,成分为环氧树脂35%、zro2空心球粒子10%、钛白粉15%和溶剂40%,溶剂为无水乙醇;防热辐射涂层厚度为200um,成分为la2zr2o7和粘结剂,la2zr2o7颗粒直径约为20um,粘结剂成分为水玻璃。
59.在中间包改装前测量了10炉次改装前后中间包中钢液温降和改装前中间包外壳温度,改装后在相同位置测量了10炉次真空层外壳温度。发现改装前钢液温降为3℃/min,改装后铁水温降为1℃/min;改装前铁水包外壳温度平均为176℃,改装后真空隔热仓外壳温度平均为64℃,平均下降约112℃。
60.由此可见,在中间包外壳上安装喷涂有防热辐射涂层的真空隔热仓可有效减少钢液的温降和中间包外壳的传热效率,减少热量损失。
61.综上所述,本发明提供的真空和防热辐射协同保温冶金包,在冶金包外壳上加装喷涂有综合防热辐射涂层的真空层。综合防热辐射涂层喷涂在真空保温层内壁外壳上,包
括金属过度涂层和防热辐射涂层,金属过度涂层用来提高防热辐射涂层与真空层的粘合强度,防热辐射涂层能够减少热辐射散失。在真空保温层上喷涂综合防热辐射涂层,真空层对冶金包保温的同时,利用综合防热辐射层进一步加强保温性能,减少冶金包中金属液的热量损失和热应力对炉体及真空层外壳的损伤。本发明结构简单、制作方便且成本较低,具有良好的保温性能和较长的使用寿命。
62.以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1