QFN材料集成单面粗化生产线的制作方法
qfn材料集成单面粗化生产线
技术领域
1.本发明涉及qfn材料加工装置领域,具体涉及qfn材料集成单面粗化生产线。
背景技术:
2.qfn(quad flat no-lead package,方形扁平无引脚封装)是一种焊盘尺寸小、体积小、以塑料作为密封材料的新兴的表面贴装芯片封装技术。qfn呈正方形或矩形,封装底部中央位置有一个大面积裸露的焊盘,具有导热的作用,在大焊盘的封装外围有实现电气连接的导电焊盘。由于qfn封装不像传统的soic与tsop封装那样具有鸥翼状引线,内部引脚与焊盘之间的导电路径短,自感系数以及封装体内布线电阻很低,所以,它能提供卓越的电性能。此外,它还通过外露的引线框架焊盘提供了出色的散热性能,该焊盘具有直接散热的通道,用于释放封装内的热量。通常,将散热焊盘直接焊接在电路板上,并且 pcb中的散热过孔有助于将多余的功耗扩散到铜接地板中,从而吸收多余的热量。
3.为了提高qfn材料表面对于防蚀材料的附着力,需要在qfn材料集成单面进行微粗化处理,经微粗化的表面可明显提高材料表面的真实表面积,进而提高材料对防蚀层的粘附性能,现有的粗化方式中,工人手动对qfn材料表面粗糙化处理需要耗费较大力气,而机械化对qfn材料集成单面粗化处理使用的装置较为简单,不能很好的将qfn材料集成保证夹紧,从而使qfn材料在粗化处理时易跑偏,且粗化过程易损伤材料的导电元件,加工效率较低,无法满足生产需要。
4.因此,发明qfn材料集成单面粗化生产线来解决上述问题很有必要。
技术实现要素:
5.本发明的目的是提供qfn材料集成单面粗化生产线,以解决现有技术中机械化对qfn材料集成单面粗化处理使用的装置较为简单,不能很好的将qfn材料集成保证夹紧,从而使qfn材料在粗化处理时易跑偏,且粗化过程易损伤材料的导电元件,加工效率较低,无法满足生产需要的问题。
6.为了实现上述目的,本发明提供如下技术方案:qfn材料集成单面粗化生产线,包括机体,所述机体顶部两侧之间固定连接有梁框,所述梁框内侧底端设有材料加工传输组件,所述梁框内部设有材料加工组件,所述材料加工传输组件位于机体正上方,所述机体底部固定连接有第一电机;所述材料加工传输组件包括平行分布的两个侧架板,两个所述侧架板分别固定在机体顶部两侧,且两个侧架板支架固定连接有承载板,两个所述侧架板两端均转动连接有轴杆,且第一电机输出轴与其中一个轴杆通过传动带传动连接,所述轴杆两端均传动连接有链轮,两侧相对的两个链轮之间传动连接有链条,所述侧架板内侧面外围开设有第一滑槽,所述第一滑槽内部滑动连接有滑块,所述滑块一端固定连接有调节板,所述调节板底部设置有与链条相匹配的槽口,所述链条内设有与链条活动连接的连接键,所述调节板底部一端与承载板相匹配,所述调节板一端顶部设有卡槽,所述卡槽内滑动连接有安装框板,且
安装框板与调节板侧壁之间固定连接有第一电动推杆,所述安装框板顶部外侧设有边缘围板,所述边缘围板内侧开设有第二滑槽,两侧的第二滑槽之间滑动连接有夹紧板,所述夹紧板与边缘围板的其中一侧壁之间固定连接有第一弹簧;所述材料加工组件包括固定于梁框顶部的第二电动推杆,所述第二电动推杆输出轴贯穿梁框且固定连接有调节架,所述梁框内壁两侧均开设有第三滑槽,所述调节架与第三滑槽滑动连接,所述调节架底端设有多个均匀分布的凹形收纳槽,所述凹形收纳槽内部滑动连接有t形杆,且t形杆贯穿凹形收纳槽底端,所述t形杆外侧位于凹形收纳槽内的位置套接有第二弹簧,多个所述t形杆底端共同连接有作业板,所述调节架底部固定连接有第二电机,所述第二电机输出轴传动连接有偏心板,所述偏心板与作业板相匹配,所述作业板一端滑动连接有第一螺栓杆,所述作业板另一端滑动连接有第二螺栓杆,所述第一螺栓杆和第二螺栓杆外侧顶部均设有外螺纹,且第一螺栓杆和第二螺栓杆外侧均螺纹连接有螺母,所述作业板中部顶端固定连接有第三电机,所述作业板输出轴贯穿作业板且传动有打磨轮,所述打磨轮与作业板输出轴之间设有微型减震器,所述第一螺栓杆底端设有按压板,所述第二螺栓杆底端设有安装盒,所述安装盒内部安装有导热片,且导热片底部设有导热针,导热针贯穿安装盒并延伸至安装盒底部,所述作业板底壁上固定连接有电发热器,且电发热器输出端与导热片相匹配,所述第一螺栓杆和第二螺栓杆外侧位于作业板底部均套接有第三弹簧。
7.优选的,所述梁框一侧设有控制器,所述控制器的连接端电性连接有单片机,所述单片机的输入端设有a/d转换器,所述单片机的输出端设有d/a转换器,所述电发热器、第一电动推杆、第二电动推杆、第一电机、第二电机、第三电机均与d/a转换器电性连接。
8.优选的,所述调节板上固定连接有行程开关,且行程开关与a/d转换器无线连接,所述行程开关用于第一螺栓杆处位置状态的检测。
9.优选的,所述梁框两侧壁位于打磨轮处开始有下料口,且下料口内安装有集料斗,所述集料斗的缩口处连接有输料管道,所述输料管道的输出端设有吸尘器。
10.优选的,所述滑块的数量设置为多个,且两侧的多个滑块呈对呈状一一对应设置。
11.优选的,所述按压板、打磨轮和安装盒之间呈线性阵列分布,且按压板、打磨轮和安装盒相邻两者之间的距离为相邻两个滑块之间的整数倍。
12.优选的,所述按压板、打磨轮和安装盒以及安装框板均设置为可更换结构件。
13.优选的,所述导热片和导热针均由金属铜材料制成,且导热针的数量设置为多个,多个所述导热针均匀分布在导热片底部。
14.在上述技术方案中,本发明提供的技术效果和优点:1、通过材料加工传输组件和材料加工组件配合,使qfn材料集成能够被定位安装后定向传输,且利用行程开关的位置检测效果,使按压板、打磨轮和安装盒分别对应三个qfn材料进行作业,依次对qfn材料进行摆正夹紧、表面打磨和粗化处理,流水线生产,实现自动化和半自动化工艺加工,提高工作效率,且qfn材料集成固定和位置安装准确,以及热针压面的粗化工艺,保证了qfn材料集成加工的安全性,质量有保障;2、通过第二电动推杆调整调节架高度使加工装置适应待加工的qfn材料集成的初始高度,适用性广,第三弹簧和减震器缓冲过压力,提高装置的安全性,延长装置的使用寿命,利用吸尘器引风使集料斗处形成负压,将打磨轮打磨的废料吸收收集,便于qfn材料的
加工以及装置的清洁,本装置内部部件可更换,在零部件磨损后直接更换维护即可,便于加工维护,降低生产维护成本。
附图说明
15.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
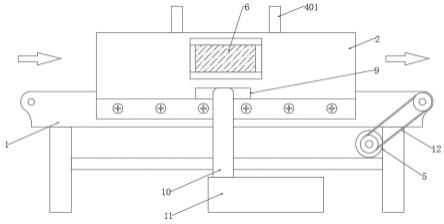
16.图1为本发明的整体结构示意图。
17.图2为本发明的主体结构剖视图。
18.图3为本发明材料加工传输组件的基础框架立体图。
19.图4为本发明材料加工传输组件的局部结构主视图。
20.图5为本发明材料加工传输组件的局部结构第一视角立体图。
21.图6为本发明材料加工传输组件的局部结构第二视角立体图。
22.图7为本发明的控制系统流程图。
23.附图标记说明:1机体、2梁框、3材料加工传输组件、301侧架板、302承载板、303轴杆、304链轮、305链条、306第一滑槽、307滑块、308调节板、309槽口、310连接键、311安装框板、312第一电动推杆、313边缘围板、314第二滑槽、315夹紧板、316第一弹簧、4材料加工组件、401第二电动推杆、402调节架、403第三滑槽、404凹形收纳槽、405 t形杆、406第二弹簧、407作业板、408第二电机、409偏心板、410第一螺栓杆、411第二螺栓杆、412第三电机、413打磨轮、414按压板、415安装盒、416电发热器、417第三弹簧、418导热片、5第一电机、6控制器、7单片机、8行程开关、9集料斗、10输料管道、11吸尘器、12传动带。
具体实施方式
24.为了使本领域的技术人员更好地理解本发明的技术方案,下面将结合附图对本发明作进一步的详细介绍。
25.本发明提供了如图1-7所示的qfn材料集成单面粗化生产线,包括机体1,所述机体1顶部两侧之间固定连接有梁框2,所述梁框2内侧底端设有材料加工传输组件3,所述梁框2内部设有材料加工组件4,所述材料加工传输组件3位于机体1正上方,所述机体1底部固定连接有第一电机5;所述材料加工传输组件3包括平行分布的两个侧架板301,两个所述侧架板301分别固定在机体1顶部两侧,且两个侧架板301支架固定连接有承载板302,两个所述侧架板301两端均转动连接有轴杆303,且第一电机5输出轴与其中一个轴杆303通过传动带12传动连接,所述轴杆303两端均传动连接有链轮304,两侧相对的两个链轮304之间传动连接有链条305,所述侧架板301内侧面外围开设有第一滑槽306,所述第一滑槽306内部滑动连接有滑块307,所述滑块307一端固定连接有调节板308,所述调节板308底部设置有与链条305相匹配的槽口309,所述链条305内设有与链条305活动连接的连接键310,所述调节板308底部一端与承载板302相匹配,所述调节板308一端顶部设有卡槽,所述卡槽内滑动连接有安装框板311,且安装框板311与调节板308侧壁之间固定连接有第一电动推杆312,所述安装框
板311顶部外侧设有边缘围板313,所述边缘围板313内侧开设有第二滑槽314,两侧的第二滑槽314之间滑动连接有夹紧板315,所述夹紧板315与边缘围板313的其中一侧壁之间固定连接有第一弹簧316,通过材料加工传输组件3实现qfn材料的安装与运输,将待加工的qfn材料集成放置于对称分布的两个安装框板311之间,并使用第一弹簧316、夹紧板315和第二滑槽314配合辅助定位qfn材料集成,第一电机5输出轴通过传动带12传动一个轴杆303,在链轮304和链条305作用下,链条305能够被定向传动,两侧的调节板308均通过槽口309与链条305相互不影响,在连接键310拉动下,调节板308能够带动其上夹持的qfn材料集成定向移动;所述材料加工组件4包括固定于梁框2顶部的第二电动推杆401,所述第二电动推杆401输出轴贯穿梁框2且固定连接有调节架402,所述梁框2内壁两侧均开设有第三滑槽403,所述调节架402与第三滑槽403滑动连接,所述调节架402底端设有多个均匀分布的凹形收纳槽404,所述凹形收纳槽404内部滑动连接有t形杆405,且t形杆405贯穿凹形收纳槽404底端,所述t形杆405外侧位于凹形收纳槽404内的位置套接有第二弹簧406,多个所述t形杆405底端共同连接有作业板407,所述调节架402底部固定连接有第二电机408,所述第二电机408输出轴传动连接有偏心板409,所述偏心板409与作业板407相匹配,所述作业板407一端滑动连接有第一螺栓杆410,所述作业板407另一端滑动连接有第二螺栓杆411,所述第一螺栓杆410和第二螺栓杆411外侧顶部均设有外螺纹,且第一螺栓杆410和第二螺栓杆411外侧均螺纹连接有螺母,所述作业板407中部顶端固定连接有第三电机412,所述作业板407输出轴贯穿作业板407且传动有打磨轮413,所述打磨轮413与作业板407输出轴之间设有微型减震器,所述第一螺栓杆410底端设有按压板414,所述第二螺栓杆411底端设有安装盒415,所述安装盒415内部安装有导热片418,且导热片418底部设有导热针,导热针贯穿安装盒415并延伸至安装盒415底部,所述作业板407底壁上固定连接有电发热器416,且电发热器416输出端与导热片418相匹配,所述第一螺栓杆410和第二螺栓杆411外侧位于作业板407底部均套接有第三弹簧417,第二电动推杆401输出端伸缩拉动调节架402在第三滑槽403内部滑动,调整加工装置的初始高度,使本装置能够适用于多种不同规格的qfn材料加工,作业时,第二电机408输出轴传动偏心板409,使其下压作业板407,从而使按压板414按压qfn材料集成,与此同时,第一电动推杆312输出端伸出,使qfn材料集成夹紧的同时被摆正,被摆正的qfn材料集成后续中被传送到打磨轮413底部时,第三电机412输出轴传动磨轮413打磨qfn材料集成表面,使其均匀并去除毛刺,后续被传送到打磨轮413安装盒415底部时,导热针在qfn材料上粗化处理。
26.进一步的,在上述技术方案中,所述梁框2一侧设有控制器6,所述控制器6的连接端电性连接有单片机7,所述单片机7的输入端设有a/d转换器,所述单片机7的输出端设有d/a转换器,所述电发热器416、第一电动推杆312、第二电动推杆401、第一电机5、第二电机408、第三电机412均与d/a转换器电性连接,单片机7内置加工程序,用于控制qfn材料的自动化作业,且通过控制器6可对作业设置进行调整,还能直接控制装置的启动和关闭。
27.进一步的,在上述技术方案中,所述调节板308上固定连接有行程开关8,且行程开关8与a/d转换器无线连接,所述行程开关8用于第一螺栓杆410处位置状态的检测,行程开关8行至第一螺栓杆410正下方时,单片机7控制第一电机5停止,此时第二电机408输出轴传动偏心板409使其下压作业板407,从而使按压板414、打磨轮413和安装盒415分别对应三个
qfn材料进行作业。
28.进一步的,在上述技术方案中,所述梁框2两侧壁位于打磨轮413处开始有下料口,且下料口内安装有集料斗9,所述集料斗9的缩口处连接有输料管道10,所述输料管道10的输出端设有吸尘器11,吸尘器11引风使集料斗9处形成负压,将打磨轮413打磨的废料吸收收集。
29.进一步的,在上述技术方案中,所述滑块307的数量设置为多个,且两侧的多个滑块307呈对呈状一一对应设置,多个滑块307带动多个调节板308夹持qfn材料,流水线生产,实现自动化和半自动化工艺加工,提高工作效率。
30.进一步的,在上述技术方案中,所述按压板414、打磨轮413和安装盒415之间呈线性阵列分布,且按压板414、打磨轮413和安装盒415相邻两者之间的距离为相邻两个滑块307之间的整数倍,按压板414、打磨轮413和安装盒415能够同时升降,同时作用与不同的qfn材料表面,且qfn材料加工依次经过按压板414按压对准、打磨轮413表面处理以及安装盒415底部导热针的粗化处理,提高qfn材料集成单面加工效率。
31.进一步的,在上述技术方案中,所述按压板414、打磨轮413和安装盒415以及安装框板311均设置为可更换结构件,便于更换零部件,适应不同规格的qfn材料加工使用,适用性广,且更换磨损的零部件便于加工维护,降低生产维护成本。
32.进一步的,在上述技术方案中,所述导热片418和导热针均由金属铜材料制成,且导热针的数量设置为多个,多个所述导热针均匀分布在导热片418底部,导热片418和导热针具有良好的导热性,且导热针底端设有尖锐部,能够使均匀分布的导热针在qfn材料上粗糙处理。
33.本发明工作原理:参照说明书附图1-7,本装置在使用时,首先启动第二电动推杆401,使其输出端伸缩拉动调节架402在第三滑槽403内部滑动,调整加工装置使其适应待加工的qfn材料集成的初始高度,将待加工的qfn材料集成放置于对称分布的两个安装框板311之间,并使用第一弹簧316、夹紧板315和第二滑槽314配合辅助定位qfn材料集成,第一电机5输出轴通过传动带12传动一个轴杆303,在链轮304和链条305作用下,链条305能够被定向传动,两侧的调节板308均通过槽口309与链条305相互不影响,在连接键310拉动下,调节板308能够带动其上夹持的qfn材料集成定向移动,用行程开关8对第一螺栓杆410位置检测,行程开关8行至第一螺栓杆410正下方时,单片机7控制第一电机5停止,第二电机408输出轴传动偏心板409,使其下压作业板407,从而使按压板414按压qfn材料集成,与此同时,第一电动推杆312输出端伸出,使qfn材料集成夹紧的同时被摆正,按压板414、打磨轮413和安装盒415分别对应三个qfn材料进行作业,被摆正的qfn材料集成后续中被传送到打磨轮413底部时,第三电机412输出轴传动磨轮413打磨qfn材料集成表面,使其均匀并去除毛刺,后续被传送到打磨轮413安装盒415底部时,导热针在qfn材料上粗化处理,加工完成后从梁框2段中移出,取下qfn材料即可;参照说明书附图1-6,本装置在使用时,通过第三弹簧417和减震器缓冲过压力,利用吸尘器11引风使集料斗9处形成负压,将打磨轮413打磨的废料吸收收集,便于qfn材料的加工以及装置的清洁,本装置内部部件可更换,在零部件磨损后直接更换维护即可。
34.以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领
域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1