一种热镀锌沉没辊系转动失效预报方法
1.本发明涉及热镀锌技术领域,特别涉及一种热镀锌沉没辊系转动失效预报方法。
背景技术:
2.热镀锌是板带产品的最后一道工序,板带表面质量,如镀锌厚度均匀性、上下表面镀层厚度偏差量是热镀板带表面质量的主要衡量指标。板带在热镀锌工艺时,首先经过连续退火工艺过程,而后进入锌锅内的沉没辊系(沉没辊、稳定辊及矫正辊构成),随后出锌锅进入气刀处,刮去板带表面的多余的锌层,最后冷却成形。
3.由于锌锅内含有很多锌渣,如浮渣和沉渣,同时锌锅是处于高温、锌液场等多物理场作用下沉没辊系各辊受力比较复杂,导致沉没辊系各辊容易出现转动失效,如轴端的轴瓦与轴套间锌渣沉积过量而出现卡死现象,另外,带钢作用辊面的驱动摩擦力小于辊受到阻力矩而出现打滑现象等。为研究实现沉没辊系在锌锅内处于最佳工作状态,需要掌握辊系受力状态,避免辊系发生转动失效,实现对其精确化控制。
4.目前现场难以实现沉没辊系各辊的转动失效预报,也就无法实现相关工艺参数优化。因此,为了保证热镀锌机组的正常生产,提高带钢产品镀锌质量,减小沉没辊系卡死或打滑发生率,亟需一种沉没辊系转动失效预报新方法。
技术实现要素:
5.有鉴于此,本发明提供了一种沉没辊系转动失效预报方法,根据锌锅内浸没在锌液内沉没辊系工作状态,实现对沉没辊、稳定辊、矫正辊的转动失效预报,以保证热镀锌机组的正常生产,提高带钢产品镀锌质量。
6.为此,本发明提供了以下技术方案:
7.本发明提供了一种热镀锌沉没辊系转动失效预报方法,该方法包括以下步骤:
8.步骤a、设定沉没辊系的各辊的辊号k的初值k=1;
9.步骤b、获取镀锌机组沉没辊系各辊的设备参数以及带钢生产工艺参数;
10.步骤c、对包角范围内接触带钢划分单元,单元的编号初值i=1,j=1,打滑单元数nh=0,单元(1,1)的旋入段张力的初值辊的驱动力矩的初始值ms=0;其中,t0为带钢生产工艺参数,表示带钢初始设定张力;
11.步骤d、利用镀锌机组沉没辊系辊号为k的辊设备参数,根据现场辊面摩擦系数经验模型确定辊面最大静摩擦系数τ
max
和平均摩擦系数τ;
12.步骤e、利用镀锌机组沉没辊系辊号为k的辊设备参数以及带钢生产工艺参数,根据能量守恒原理和达朗贝尔原理确定带钢单元与辊面间接触压力n
i,j
、滚动摩擦力f
i,j
及总接触压力n分量;
13.步骤f、判断带钢单元打滑临界条件是否成立:
14.若带钢单元打滑临界条件成立,则单元(i,j)不发生打滑;若带钢单元打滑临界条件不成立,则单元(i,j)发生打滑,并令nh=nh+1,判断i≤m且j≤n是否成立;若i≤m且j≤n成立,则令i=i+1,j=j+1,t
i,j
=t
i,
′j,其中,t
i,
′j为带钢单元旋出端的张力,并返回步骤f;若i≤m且j≤n不成立,则判断辊打滑条件是否成立;若辊打滑条件成立,则认定辊发生打滑;若辊打滑条件不成立,则认定辊未发生打滑;式中,ξn为带钢子单元发生打滑数量的最大占比,根据机组实际工况及生产效率预先设定;
15.若单元(i,j)不发生打滑,则计算带钢有效驱动力矩ms和刮刀力对辊的总阻力矩mz,计算公式如下:ms=f
i,j
r+ms;mz=md+mg;其中,mg为刮刀力对辊的阻力矩;md为轴端摩擦阻力矩;
16.步骤g、判断辊发生转动条件δ≥[δ]是否成立,其中,转动动力因数[δ]为转动动力因数临界值;若辊发生转动条件成立,则辊未发生转动失效;若辊发生转动条件不成立,则辊发生转动失效。
[0017]
进一步地,沉没辊系包括:沉没辊、稳定辊及矫正辊。
[0018]
进一步地,所述方法还包括:
[0019]
步骤i、判断k≤3是否成立;其中,沉没辊、稳定辊及矫正辊的辊号为1、2、3;若k≤3成立,则k=k+1,并转入步骤b判断辊是否发生转动失效。
[0020]
进一步地,包角范围内接触带钢划分单元,包括:
[0021]
将辊接触区带钢沿辊周向划分m个横向条元;再沿任意辊接触区带钢横向条元的横向划分n个子单元;
[0022]
计算与沉没辊接触带钢的任意(i,j)子单元坐标值(θi,zj):
[0023][0024]
其中,l为辊的设备参数,表示辊身长,b、θ、θ-为带钢生产工艺参数,b表示带材宽度,θ表示带钢与辊包角初始值,θ-表示包角的负角。
[0025]
进一步地,确定辊面最大静摩擦系数τ
max
和平均摩擦系数τ,包括:
[0026]
在辊面沿辊身方向在带钢接触辊的部分均匀选取ms个点,并测量这些点所在区域锌渣厚度hk,其中k=1,2,...,ms,根据测量得到的hk计算沉没辊、稳定辊及矫正辊的辊面平均锌渣沉积厚度均锌渣沉积厚度
[0027]
计算辊面子单元所在辊的全周向区域摩擦系数τ:τ0为带钢生产工艺参数,表示带钢与辊的辊面间的初始摩擦系数;
[0028]
计算辊面的最大静摩擦系数τ
max
:其中,h
max
为hk中的最大值,
[0029]
进一步地,确定带钢单元与辊面间接触压力n
i,j
、滚动摩擦力f
i,j
及总接触压力n分量,包括:
[0030]
计算带钢单元受到重力与浮力的合力δg
i,j
:
[0031]
δg
i,j
=(ρ
fe-ρ
zn
)g
·
δθ
·r·
δz
·
h;其中,
[0032]
依据能量平衡建立方程:
[0033][0034]
式中,i为带钢单元的惯性矩,e为高温下带弹性模量;
[0035]
沿带钢单元沿辊的径向和切向建立动力学方程:
[0036][0037]
式中,r为辊的设备参数,表示辊半径;
[0038]
h、ρ
fe
、ρ
zn
、v为带钢生产工艺参数,分别表示带材的厚度、带钢密度、锌锅内高温下锌液密度、带钢运行速度;
[0039]
联立上述方程求出接触压力n
i,j
、摩擦力f
i,j
;
[0040]
计算总接触压力x向分力n
x
、y向分力ny:
[0041][0042]
进一步地,mg的计算方式如下:
[0043]
mg=τfgrcosγ;其中,fg、γ为带钢生产工艺参数,分别表示刮刀力、刮刀力与辊径向的夹角。
[0044]
进一步地,md的计算方式如下:
[0045]
计算辊的最大承载量[p]、辊受到的外载荷p:
[0046][0047]
式中,β为轴颈在轴瓦间隙内转动时最小油膜厚度至出口间的夹角;χ表示辊的轴
端偏心率;ζ
*
表示辊系轴端安全承载系数;δg为沉没辊系重力与浮力的合力,δg=g-ρ
zn
gv;其中,g为重力加速常量;v、g、η、ld、d、d为辊的设备参数,分别表示辊的有效体积、辊的重力、锌锅内锌液的粘度、轴端的轴瓦长度、轴颈半径、轴瓦内径;
[0048]
判断辊的轴端的轴瓦与轴颈是否接触:判断p≤[p]是否成立;若成立,则计算轴端摩擦阻力矩:若不成立,则转入计算轴端摩擦阻力矩:式中,ζ1为速度影响系数;ζ2为镀锌量影响系数,qs为带钢生产工艺参数,表示带钢表面单位面积上镀锌量,μ0为辊的设备参数,表示辊的轴套与轴瓦间初始摩擦系数。
[0049]
本发明的优点和积极效果:本发明结合热镀锌机组的设备特点,充分考虑沉没辊系特性及各辊结构及受力特点,首先基于条元法对与辊面接触带钢划分单元,随后基于辊面粗糙度测量值计算辊面摩擦系数,再根据能量平衡方程、达朗贝尔原理建立带钢条元动力学方程求出条元摩擦力及接触压力,并依据打滑临界条件对任意条元判断是否打滑,从而求出带钢对辊面总滚动摩擦力和总接触压力,将总接触压力与轴端间隙所承受最大承载比较来判断轴端间隙接触关系,依次分别求出带钢对辊面摩擦驱动力矩、刮刀对辊面阻力矩、轴端摩擦阻力矩,最后依据辊系转动失效临界条件判断实时在线预测辊的运行状态。建立热镀锌机组沉没辊系工作过程中转动失效预报模型(本发明中热度锌沉没辊系转动失效预报方法的整个流程),实时在各种工况下预测沉没辊系转动失效预测,并为辊系发生卡死或打滑等现象提供预警,为后续的沉没辊系各辊工艺参数优化的实现提供数据支撑,从而最终实现对沉没辊系受力状态精确动态调控。
附图说明
[0050]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做以简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
[0051]
图1为本发明实施例中沉没辊系组成示意图;
[0052]
图2(a)为本发明实施例中对与辊接触带钢划分横向条元;
[0053]
图2(b)为本发明实施例中对带钢横向条元划分子单元;
[0054]
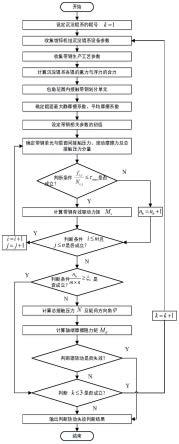
图3为本发明实施例中沉没辊系各辊转动失效预报流程图。
具体实施方式
[0055]
为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
[0056]
需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第
二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
[0057]
以如图1所示的某镀锌机组沉没辊系各辊(包括沉没辊、稳定辊及矫正辊)为例,结合图3示出的沉没辊系各辊转动失效预报流程图,对本发明提供的一种热镀锌沉没辊系转动失效预报方法进行详细说明。
[0058]
为计算及表述方便,以沉没辊系某辊辊身长度中点处为坐标原点,以过辊身中点的截面为xoy坐标平面,以辊轴线方向为z轴方向,建立如图2所示的空间直角坐标系o-xyz。同时在沉没辊系的端面上建立角坐标系,以沉没辊的y轴负向为角坐标起始边,顺时针为正角区,逆时针方向为负角区,如图2(a)所示。并以围绕在沉没辊系表面上包角范围内带钢为对象,将其分别沿带钢的纵向(带钢运行方向)划分横向条元,再在任意横向条元上沿横向(辊系轴向)划分子单元,如图2(b)所示。
[0059]
实施例1:
[0060]
本发明实施例中提供的一种热镀锌沉没辊系转动失效预报方法包括以下步骤:
[0061]
步骤a1、设定沉没辊系各辊的辊号k的初值k=1,对沉没辊取k=1,稳定辊k=2,矫正辊k=3;
[0062]
步骤b1、收集镀锌机组沉没辊系设定辊的设备参数,包括辊半径r=0.3m,辊的重力g=9.7kn,辊的有效体积v=0.124m3,辊的辊身长为l=1.6m,轴颈半径d=80mm,轴端的轴瓦长度ld=175mm,轴瓦内径d=110mm,辊的轴套与轴瓦间初始摩擦系数μ0=0.01,锌锅内锌液的粘度η=2.75pa.s。
[0063]
步骤c1、收集带钢生产工艺参数,包括带钢运行速度v=120m/min,带钢初始设定张力t0=15kn,带材的宽度b=1000mm及厚度h=1.2mm,带钢密度ρ
fe
=7850kg/m3,带钢与辊包角初始值θ=130
°
,包角的负角θ-=87
°
,锌锅内高温下锌液密度ρ
zn
=6510kg/m3,带钢与辊的辊面间的初始摩擦系数τ0=0.02,刮刀力的数值fg=875n,刮刀力与辊面径向的角度γ=8
°
,带钢表面单位面积上镀锌量qs=45g/m2。
[0064]
步骤d1、计算沉没辊系重力与浮力的合力δg:δg=g-ρ
zn
gv=994.7n;
[0065]
式中,g为重力加速常量,取9.8n/kg。
[0066]
步骤e1、包角范围内接触带钢划分单元;
[0067]
将辊接触区带钢沿辊周向划分横向(辊轴向)条元,其数目分别为m=10;再沿任意辊接触区带钢横向条元的横向划分n=20个子单元:
[0068][0069]
计算与辊接触带钢的任意(i,j)子单元坐标值:
[0070][0071]
表1
[0072]
(i,j)(1,1)(1,2)(2,3)(2,4)(3,5)(3,6)(4,7)(4,9)(5,1)θi/
°‑
93.5-83-76-62.5-51.5-34-20.51622.5zi/mm300350400450500550600700300
[0073]
步骤f1、确定辊面最大静摩擦系数τ
max
、平均摩擦系数τ;
[0074]
在辊面沿辊身方向在带钢接触辊的部分均匀选取ms=20点,并通过测量传感器测量这些点所在区域锌渣厚度hk,其中k=1,2,...,n
*
;n
*
≤n;
[0075]
运行过程线上测量,测量传感器沿辊轴向均匀移动,等间隔在辊面采样出若干点,每个采样点对应带钢子单元;
[0076]
计算沉没辊、稳定辊及矫正辊的辊面平均锌渣沉积厚度
[0077][0078]
计算辊面子单元所在辊的全周向区域摩擦系数τ:
[0079][0080]
计算辊面的最大静摩擦系数τ
max
:
[0081][0082]
步骤g1、设定带钢相关参数的初值,单元的编号初值i=1,j=1,打滑单元数nh=0,单元(1,1)的旋入段张力的初值辊的驱动力矩的初始值ms=0。
[0083]
步骤h1、计算带钢单元(1,1)与辊面间接触压力n
1,1
、滚动摩擦力f
1,1
及总接触压力n分量;具体地:
[0084]
计算带钢单元受到重力与浮力的合力δg
1,1
:
[0085]
δg
1,1
=(ρ
fe-ρ
zn
)g
·
δθ
·r·
δz
·
h=0.753kg;
[0086]
依据能量平衡建立方程:
[0087][0088]
式中,i为带钢单元的惯性矩,根据欧拉公式t
i,
′j=t
i,jeτδθ
,e为高温下带弹性模量。
[0089]
带钢单元沿辊的径向和切向建立动力学方程:
[0090][0091]
联立上述方程,求出接触压力n
1,1
=28.5n、摩擦力f
1,1
=27.9n。
[0092]
计算总接触压力x向分力n
x
、y向分力ny:
[0093][0094]
步骤i1、判断带钢单元打滑临界条件是否成立:若条件成立,则单元(i,j)不发生打滑,并转入步骤j1;若条件不成立,则单元(i,j)发生打滑,并令nh=nh+1且转入步骤k1。
[0095]
步骤j1、计算带钢有效驱动力矩ms=f
i,j
r+ms=15.3n.m。
[0096]
步骤k1、判断i≤m且j≤n是否成立;若条件成立,则令i=i+1,j=j+1,令t
i,j
=t
i,
′j并转入步骤h1;若条件不成立,则转入步骤l1。
[0097]
步骤l1、判断辊是否发生打滑:判断条件是否成立;若条件成立,则认定辊发生打滑,并转入步骤p1;若条件不成立,则认定辊未发生打滑;
[0098]
式中,ξn为带钢子单元发生打滑数量的最大占比。
[0099]
步骤m1、计算总接触压力n及载荷方向角φ:
[0100][0101][0102]
步骤n1、计算轴端摩擦阻力矩md;
[0103]
具体地:
[0104]
计算辊的最大承载量[p]、辊受到的外载荷p;
[0105][0106]
式中,β—轴颈在轴瓦间隙内转动时最小油膜厚度至出口间的夹角;
[0107]
判断辊的轴端的轴瓦与轴颈是否接触:判断p≤[p]是否成立;若成立,则计算轴端
摩擦阻力:若不成立,则计算轴端摩擦阻力:
[0108]
式中,ζ1为速度影响系数;ζ2为镀锌量影响系数。
[0109]
步骤o1、判断辊转动是否失效;
[0110]
计算刮刀力对辊的阻力矩mg、总阻力矩mz:
[0111][0112]
判断条件δ≥[δ]是否成立;若条件成立,则辊未发生转动失效;若条件不成立,则辊发生转动失效。
[0113]
步骤p1、判断k≤3是否成立;若条件成立,则k=k+1,并转入步骤b1。
[0114]
对于稳定辊及矫正辊,继续对k循环,依次按照上面顺序计算和判断。
[0115]
步骤q1、输出辊转动的判断结果,程序结束。
[0116]
最后输出镀锌机组沉没辊系的摩擦驱动力矩、轴端阻力矩、刮刀力对辊的阻力矩、转动动力因数,如表2所示。
[0117]
表2
[0118][0119]
从表2可以看出沉没辊、矫正辊转动动力因数大于其转动动力因数临界值,故沉没辊、矫正辊未出现转动失效;而稳定辊转动动力因数小于其转动动力因数临界值,稳定辊出现转动失效。通过现场观测发现与实际工况相符。
[0120]
实施例2:
[0121]
本发明实施例中提供的一种热镀锌沉没辊系转动失效预报方法包括以下步骤:
[0122]
步骤a2、设定沉没辊系各辊的辊号k的初值k=1,对沉没辊取k=1,稳定辊k=2,矫正辊k=3;
[0123]
步骤b2、收集镀锌机组沉没辊系设定辊的设备参数,包括辊半径r=0.4m,辊的重
力g=11.7kn,辊的有效体积v=0.157m3,辊的辊身长为l=1.6m,轴颈半径d=90mm,轴端的轴瓦长度ld=175mm,轴瓦内径d=117mm,辊的轴套与轴瓦间初始摩擦系数μ0=0.02,锌锅内锌液的粘度η=2.75pa.s。
[0124]
步骤c2、收集带钢生产工艺参数,包括带钢运行速度v=125m/min,带钢初始设定张力t0=18kn,带材的宽度b=1200mm及厚度h=0.5mm,带钢密度ρ
fe
=7850kg/m3,带钢与辊包角初始值θ=135
°
,包角的负角θ-=90
°
,锌锅内高温下锌液密度ρ
zn
=6510kg/m3,带钢与辊的辊面间的初始摩擦系数τ0=0.03,刮刀力的数值fg=950n,刮刀力与辊面径向的角度γ=7.1
°
,带钢表面单位面积上镀锌量qs=40g/m2。
[0125]
步骤d2、计算沉没辊系重力与浮力的合力δg:δg=g-ρ
zn
gv=1683n;
[0126]
式中,g为重力加速常量,取9.8n/kg。
[0127]
步骤e2、包角范围内接触带钢划分单元;
[0128]
将辊接触区带钢沿辊周向划分横向(辊轴向)条元,其数目分别为m=15;再沿任意辊接触区带钢横向条元的横向划分n=20个子单元:
[0129][0130]
计算与辊接触带钢的任意(i,j)子单元坐标值:
[0131][0132]
表3
[0133]
(i,j)(1,1)(1,2)(2,3)(2,4)(3,5)(3,6)(4,7)(4,9)(5,1)θi/
°‑
90.5-82-70-58.5-46.5-30-18.51020.5zi/mm350400450500550600650700300
[0134]
步骤f2、确定辊面最大静摩擦系数τ
max
、平均摩擦系数τ;
[0135]
在辊面沿辊身方向在带钢接触辊的部分均匀选取ms=20点,并测量这些点所在区域锌渣厚度,计算沉没辊、稳定辊及矫正辊的辊面平均锌渣沉积厚度
[0136][0137]
计算辊面子单元所在辊的全周向区域摩擦系数τ:
[0138][0139]
计算辊面的最大静摩擦系数τ
max
:
[0140][0141]
步骤g2、设定带钢相关参数的初值,单元的编号初值i=1,j=1,打滑单元数nh=0,单元(1,1)的旋入段张力的初值辊的驱动力矩的初始值ms=0。
[0142]
步骤h2、计算带钢单元(1,1)与辊面间接触压力n
1,1
、滚动摩擦力f
1,1
及总接触压力n分量;具体地:
[0143]
计算带钢单元受到重力与浮力的合力δg
1,1
:
[0144]
δg
1,1
=(ρ
fe-ρ
zn
)g
·
δθ
·r·
δz
·
h=0.689kg;
[0145]
依据能量平衡建立方程:
[0146][0147]
式中,i为带钢单元的惯性矩,e为高温下带弹性模量。
[0148]
带钢单元沿辊的径向和切向建立动力学方程:
[0149][0150]
联立上述方程,求出接触压力n
1,1
=28.5n、摩擦力f
1,1
=27.9n。
[0151]
计算总接触压力x向分力n
x
、y向分力ny:
[0152][0153]
步骤i2、判断带钢单元打滑临界条件是否成立:若条件成立,则单元(i,j)不发生打滑,并转入步骤j1;若条件不成立,则单元(i,j)发生打滑,并令nh=nh+1且转入步骤k1。
[0154]
步骤j1、计算带钢有效驱动力矩ms=f
i,j
r+ms=17.2n.m。
[0155]
步骤k1、判断i≤m且j≤n是否成立;若条件成立,则令i=i+1,j=j+1,令t
i,j
=t
i,
′j并转入步骤h1;若条件不成立,则转入步骤l1。
[0156]
步骤l2、判断辊是否发生打滑:判断条件是否成立;若条件成立,则认定辊发生打滑,并转入步骤p1;若条件不成立,则认定辊未发生打滑;
[0157]
式中,ξn为带钢子单元发生打滑数量的最大占比。
[0158]
步骤m2、计算总接触压力n及载荷方向角
[0159][0160][0161]
步骤n2、计算轴端摩擦阻力矩md;
[0162]
具体地:
[0163]
计算辊的最大承载量[p]、辊受到的外载荷p;
[0164][0165]
式中,β—轴颈在轴瓦间隙内转动时最小油膜厚度至出口间的夹角;
[0166]
判断辊的轴端的轴瓦与轴颈是否接触:判断p≤[p]是否成立;若成立,则计算轴端摩擦阻力:若不成立,则计算轴端摩擦阻力:
[0167]
式中,ζ1为速度影响系数;ζ2为镀锌量影响系数。
[0168]
步骤o2、判断辊转动是否失效;
[0169]
计算刮刀力对辊的阻力矩mg、总阻力矩mz:
[0170][0171]
判断条件δ≥[δ]是否成立;若条件成立,则辊未发生转动失效;若条件不成立,则辊发生转动失效。
[0172]
步骤p2、判断k≤3是否成立;若条件成立,则k=k+1,并转入步骤b2。
[0173]
对于稳定辊及矫正辊,继续对k循环,依次按照上面顺序计算和判断。
[0174]
步骤q2、输出辊转动的判断结果,程序结束。
[0175]
最后输出镀锌机组沉没辊系的摩擦驱动力矩、轴端阻力矩、刮刀力对辊的阻力矩、转动动力因数,如表4所示。
[0176]
表4
[0177][0178][0179]
从表4可以看出沉没辊、矫正辊、稳定辊转动动力因数大于其转动动力因数临界值,故沉没辊、矫正辊、稳定辊未出现转动失效。通过现场观测发现与实际工况相符。
[0180]
实施例1、2分别针对两种规格带钢,实施例1针对生产厚度大于1mm带钢的条件下沉没辊系转动失效的实时监测,实施例2针对厚度小于1mm带钢的条件下沉没辊系转动失效的实时监测,这两种实施例1、2具有代表性,可作为机组生产相关规格带钢的参考。
[0181]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1