一种485MPa三通管件钢的生产方法与流程
一种485mpa三通管件钢的生产方法
技术领域
1.本发明属于钢铁生产技术领域,涉及一种485mpa三通管件钢的生产方法。
背景技术:
2.三通管件与干线管的最大的区别就在于其特殊的结构,这种结构决定了其受力较干线管要苛刻得多,是整个管道中最为薄弱的环节之一,也是管道施工及运行中风险控制需要进行重点监控的部位之一。从某种程度讲,弯管、三通的质量水平高低对整个长输管线的安全运营有决定作用。管件制造业是随着电力、化工等能源工业的进步而发展起来的,管件钢选材局限性很大,主要以普通碳钢、低合金钢、不锈钢为主。这类管件产品热加工技术相对较为成熟,管件制造公司通常无需进行深层次的加工技术研究即可生产,但产品质量控制水平参差不齐。中国专利cn101994067a公布了“一种高强度管件钢及其生产方法”,该发明属于高钢级管件钢的生产,钢级达到x100,强度达到690mpa,虽然钢级高,但完全不使用于工业中,未有应用业绩。
3.中国专利cn106244915a公布了“一种低温韧性优异的厚规格x80管件钢管及其制备方法”,该发明属于直缝埋弧焊管的一种生产方法,不属于三通管件钢的范畴。
技术实现要素:
4.本发明旨在克服上述现有的管件钢生产技术的不足,提供一种485mpa三通管件钢的生产方法,可生产壁厚20~58mm,口径达ф610~ф1219mm、强度达485mpa的三通管件钢。
5.为了实现上述目的,本发明采用如下技术方案:一种485mpa三通管件钢的生产方法,工艺流程为炼钢-轧制-冷却-卷曲成型-鼓包拉拔-淬火-退火,钢的化学成分质量百分含量为c=0.08%~0.10%、si=0.15%~0.30%、mn=1.50%~1.60%、p≤0.015%、s≤0.005%、ti=0.010%~0.020%,mo=0.20%~0.25%, ni=0.20%~0.25%,cu=0.10%~0.15%,nb=0.040~0.050%,余量为fe和不可避免的杂质;关键工艺步骤包括:(1)炼钢:按照洁净钢生产控制,过热度6~15℃,电磁搅拌电流240~280a,频率5~6.5hz,动态轻压下4~6mm,坯料断面300
×
2270mm,中心偏析c类≤0.5;(2)轧制:中间坯设定100~140mm,开轧温度温度840~860℃,终轧温度780~800℃;(3)冷却:开始冷却温度740~780℃,冷却速率6~15℃/s,终冷温度540~570℃;(4)鼓包拉拔:鼓包热拔温度820~860℃;(5)淬火:管件在淬火水槽内淬火,淬火温度950~980℃,保温时间30~60min;(6)退火:退火温度630~670℃,保温时间80~120min,随炉冷却至500℃,而后出炉空冷至常温。
6.发明的有益效果:在成分上采用0.08%~0.10%碳设计,材料自身具有良好的高温延展性,形变热加工过程中不易产生脆性失稳开裂,加入适量mo、cu、ni可以在较宽的温度范
围内进行形变热加工,材料组织性能不会明显恶化,为鼓包拉拔创造有利条件。由于采用淬火步骤采用高温淬火,考虑到管件在吊运至淬火水槽过程中的热损失,保证了管件入淬火槽温度在奥氏体化温度之上;由于采用退火步骤可以消除组织缺陷,减少残余应力,提高材料的韧性。本发明方法生产壁厚20~58mm,口径ф610~ф1219mm的三通管件钢,强度达485mpa。
具体实施方式
7.下面结合实施例进一步说明本发明的内容。
8.实施例一:壁厚40mm wfhy 485 三通管件钢的生产钢的化学成分质量百分含量为c=0.09%、si=0.25%、mn=1.54%、p=0.012%、s=0.003%、ti=0.015%,mo=0.23%, ni=0.22%,cu=0.13%,nb=0.046%,余量为fe和不可避免的杂质,工艺流程为炼钢-轧制-冷却-卷曲成型-鼓包拉拔-淬火-退火,关键工艺步骤包括:(1)炼钢:按照洁净钢生产控制,过热度8℃,电磁搅拌电流260a,频率5.5hz,动态轻压下6mm,坯料断面300
×
2270mm,中心偏析c类0.5;(2)轧制:中间坯设定105mm,开轧温度温度856℃,终轧温度795℃;(3)冷却:开始冷却温度776℃,冷却速率13℃/s,终冷温度540~560℃;(4)鼓包拉拔:鼓包热拔温度840~850℃;(5)淬火:管件在淬火水槽内淬火,淬火温度950~970℃,保温时间45min;(6)退火:退火温度650℃,保温时间96min,随炉冷却至500℃,而后出炉空冷至常温。
9.实施例二:壁厚56mm wfhy 485 三通管件钢的生产钢的化学成分质量百分含量为c=0.10%、si=0.28%、mn=1.54%、p=0.014%、s=0.003%、ti=0.014%,mo=0.21%, ni=0.24%,cu=0.14%,nb=0.046%,余量为fe和不可避免的杂质,工艺流程为炼钢-轧制-冷却-卷曲成型-鼓包拉拔-淬火-退火,关键工艺步骤包括:(1)炼钢:按照洁净钢生产控制,生产控制,过热度12℃,电磁搅拌电流266a,频率6.2hz,动态轻压下5.2mm,坯料断面300
×
2270mm,中心偏析c类;(2)轧制:中间坯设定130mm,开轧温度温度850℃,终轧温度780;(3)冷却:开始冷却温度740~760℃,冷却速率13℃/s,终冷温度540~550℃;(4)鼓包拉拔:鼓包热拔温度840℃;(5)淬火:管件在淬火水槽内淬火,淬火温度970~980℃,保温时间55min;(6)退火:退火温度650℃,保温时间115min,随炉冷却至500℃,而后出炉空冷至常温。
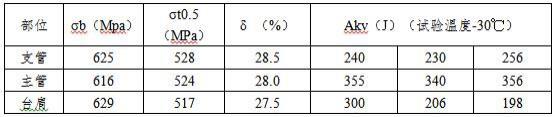
10.表1 实施例一壁厚40mm管件不同部位的力学性能。表2 实施例二壁厚56mm管件不同部位的力学性能
。
技术特征:
1.一种485mpa三通管件钢的生产方法,工艺流程为炼钢-轧制-冷却-卷曲成型-鼓包拉拔-淬火-退火,其特征在于:钢的化学成分质量百分含量为c=0.08%~0.10%、si=0.15%~0.30%、mn=1.50%~1.60%、p≤0.015%、s≤0.005%、ti=0.010%~0.020%,mo=0.20%~0.25%, ni=0.20%~0.25%,cu=0.10%~0.15%,nb=0.040~0.050%,余量为fe和不可避免的杂质;关键工艺步骤包括:(1)炼钢:按照洁净钢生产控制,过热度6~15℃,电磁搅拌电流240~280a,频率5~6.5hz,动态轻压下4~6mm,坯料断面300
×
2270mm,中心偏析c类≤0.5;(2)轧制:中间坯设定100~140mm,开轧温度温度840~860℃,终轧温度780~800℃;(3)冷却:开始冷却温度740~780℃,冷却速率6~15℃/s,终冷温度540~570℃;(4)鼓包拉拔:鼓包热拔温度820~860℃;(5)淬火:管件在淬火水槽内淬火,淬火温度950~980℃,保温时间30~60min;(6)退火:退火温度650℃,保温时间80~120min,随炉冷却至500℃,而后出炉空冷至常温。
技术总结
一种485MPa三通管件钢的生产方法,钢的化学成分质量百分含量为C=0.08%~0.10%、Si=0.15%~0.30%、Mn=1.50%~1.60%、P≤0.015%、S≤0.005%、Ti=0.010%~0.020%,Mo=0.20%~0.25%,Ni=0.20%~0.25%,Cu=0.10%~0.15%,Nb=0.040~0.050%,余量为Fe和不可避免的杂质;工艺流程包括炼钢-轧制-冷却-卷曲成型-鼓包拉拔-淬火-退火,可生产壁厚20~58mm、口径达Ф610~Ф1219mm、强度达485MPa的三通管件钢。强度达485MPa的三通管件钢。
技术研发人员:杨建华 李中平 周文浩 罗登 史术华 熊祥江 彭宁琦 张勇伟 范明 陈奇明
受保护的技术使用者:湖南华菱湘潭钢铁有限公司
技术研发日:2022.04.26
技术公布日:2022/8/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1