一种高碳高锰奥氏体钢及其板坯连铸生产工艺的制作方法
本发明涉及一种金属材料及其板坯连铸工艺,尤其涉及一种高碳高锰钢及其板坯连铸工艺。
背景技术:
1、近年来,为了进一步提高高锰钢材的耐磨性,以使其适应不同工况条件的需要,众多研究人员针对钢种的成分、合金化、生产工艺等方面进行了相关研制和开发,并获得不少研究成果,例如:高碳高锰钢、低碳高锰钢、介稳奥氏体锰钢、中锰钢、超高锰钢等。
2、但是,当前对于高碳高锰钢的发展并不顺利,在高碳高锰钢中,由于钢中的碳和锰元素的含量较高,其会导致凝固过程中的碳化物析出、树枝晶发达,进而引发连铸坯重皮、凹陷与裂纹等缺陷。
3、在高碳高锰钢中,当碳和锰的含量达到一定比例时,可以获得单一的奥氏体组织。这种高碳高锰奥氏体钢具有十分优异的性能,其可以用于制备各种工件,并在高冲击负荷下,确保工件的表面具有较强的加工硬化能力;同时,未承受冲击作用的工件心部仍保持其固有的高塑性和韧性。
4、因此,本发明期望获得一种新的高碳高锰奥氏体钢及其板坯连铸生产工艺,采用本发明所设计的板坯连铸生产工艺,可以保证制得的高碳高锰奥氏体钢材的性能和质量,其具有铸坯表面和中心质量好等优异特点,可以大幅度提高生产效率,大幅降低生产成本。
技术实现思路
1、本发明的目的之一在于提供一种高碳高锰奥氏体钢,该高碳高锰奥氏体钢具有十分优异的力学性能和质量,其屈服强度≥500mpa,抗拉强度≥800mpa,延伸率≥35%,硬度≤200hb,冲击功akv≥100j,其在冲击功为2j时的体积磨损率为4.7~5.0mm3/cycle,其在冲击功为3.5j时的体积磨损率为4.2~4.5mm3/cycle,其在冲击功为5j时的体积磨损率为3.8~4.1mm3/cycle。
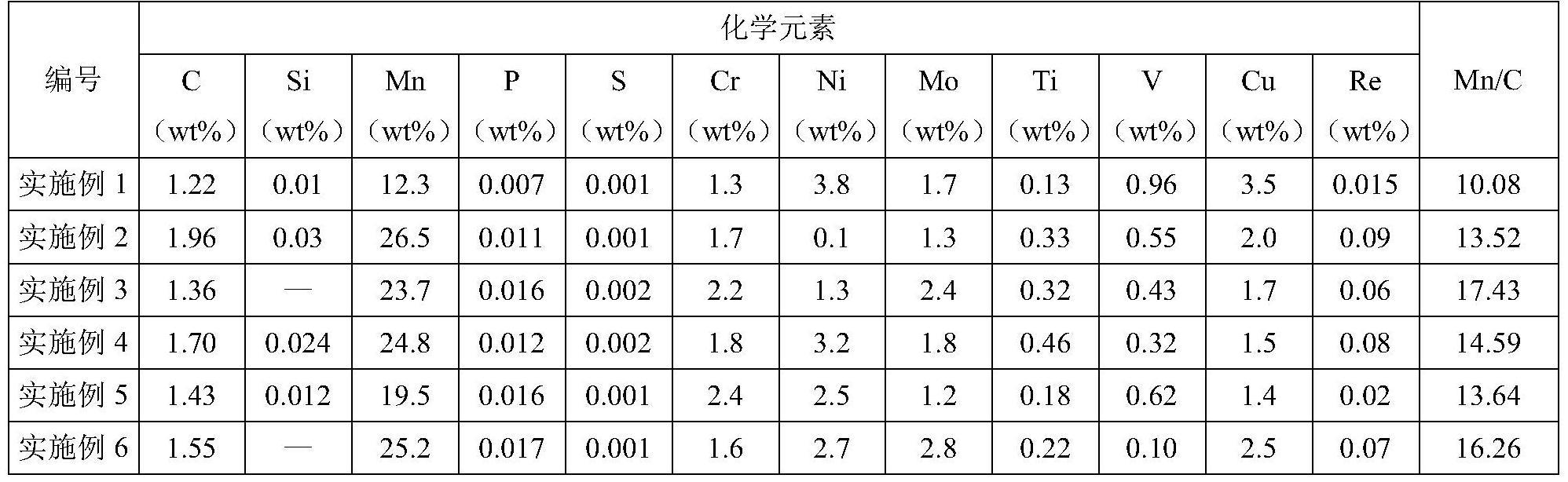
2、为了实现上述目的,本发明提供了一种高碳高锰奥氏体钢,其含有fe和不可避免的杂质元素,此外其还含有质量百分含量如下的下述各化学元素:
3、c:1.2~2.0%,mn:12.0~28.0%,cr:1.0~2.5%,0<ni≤4.0%,mo:0.5~3.0%,ti:0.1~0.5%,v:0.1~1.0%,0<cu≤4.0%,re:0.01~0.1%,并且mn/c≥10。
4、进一步地,在本发明所述的高碳高锰奥氏体钢中,其各化学元素质量百分比为:
5、c:1.2~2.0%,mn:12.0~28.0%,cr:1.0~2.5%,0<ni≤4.0%,mo:0.5~3.0%,ti:0.1~0.5%,v:0.1~1.0%,0<cu≤4.0%,re:0.01~0.1%;余量为fe和不可避免的杂质,并且mn/c≥10。
6、在本发明所述的高碳高锰奥氏体钢中,各化学元素的设计原理如下所述:
7、c:在本发明所述的高碳高锰奥氏体钢中,碳是保证高锰奥氏体化的重要元素,钢中碳含量增加,会导致钢材的强度增加、塑性下降。但当钢中c元素的质量百分含量高于2.0%时,所形成的碳化物较难溶入奥氏体中,会导致钢材的强度和塑性均下降,且裂纹倾向性增大。此外,增加碳含量还会给钢材的浇铸和热处理工序带来困难。因此,考虑到c元素含量对钢材性能的影响,在本发明的高碳高锰奥氏体钢中,将c元素质量百分含量控制在1.2~2.0%之间。
8、mn:在本发明所述的高碳高锰奥氏体钢中,锰是稳定奥氏体的主要元素,钢中锰含量增加,奥氏体的稳定性也会提高。随着钢中mn元素含量的增加,钢材的强韧性也会随之提高,但却并不利于加工硬化;当钢中mn元素的质量百分含量高于28%时,其凝固过程柱状晶发达,粗晶和裂纹敏感性强。另外,钢中的锰一部分固溶于钢中,一部分则能与碳形成渗碳体型碳化物,mn在碳化物中浓度是不均匀的,因此凝固过程常导致裂纹发生。基于此,在本发明所述的高碳高锰奥氏体钢中,将mn元素的质量百分含量控制在12.0~28.0%之间。
9、需要注意的是,当钢中碳和锰的含量比例一定时,可以确保获得单一的奥氏体组织。为了确保获得全奥氏体组织,本发明在控制单一化学元素质量百分含量的同时,还进一步地控制了mn、c元素的质量百分含量满足:mn/c≥10。
10、cr:在本发明所述的高碳高锰奥氏体钢中,cr能够使钢材的屈服强度和抗磨损能力有所提高,但会使钢材抗拉强度下降。同时,cr的碳化物还会沿奥氏体晶界及附近析出,使钢材的塑性和韧性下降。因此,考虑到cr元素对于钢材性能的影响,在本发明所述的高碳高锰奥氏体钢中,将cr元素的质量百分含量控制在1.0~2.5%之间。
11、ni:在本发明所述的高碳高锰奥氏体钢中,ni元素能够固溶于奥氏体高锰钢中,并对于稳定奥氏体起到十分重要的作用,其在一定温度区间还可以抑制碳化物的析出。但需要注意的是,增加钢中ni元素含量,在一定程度下也会导致钢材抗拉强度的下降,并会致使材料的加工硬化速率变慢。基于此,为了发挥ni元素的有益效果,在本发明所述的高碳高锰奥氏体钢中,将ni元素的质量百分含量控制为0<ni≤4.0%。
12、mo:在本发明所述的高碳高锰奥氏体钢中,mo元素的加入可以有效推迟珠光体转变。钢中添加的mo能够部分固溶于奥氏体中,其不仅能够降低珠光体的临界转变速率,还能够增加奥氏体的屈服强度,且保证钢材的韧性不发生下降。此外,mo元素在钢中还能对应形成碳化物,mo的碳化物能够以细微的球状分布于晶界,进而取代有害于塑性和韧性的渗碳体,从而降低凝固过程中的开裂倾向。基于此,在本发明所述的高碳高锰奥氏体钢中,将mo元素的质量百分含量控制在0.5~3.0%之间。
13、ti:在本发明所述的高碳高锰奥氏体钢中,ti能细化凝固组织,并能防止晶界碳化物析出,其可以显著提高高锰钢的塑性和韧性,防止钢材在热处理时出现脆裂。此外,ti属于强碳化物形成元素,其在高锰奥氏体钢中主要形成碳化钛和氮化钛质点,并可以提高钢材的加工硬化和脆化性能。但需要注意的是,钢中ti元素含量同样也不宜过高,当钢中ti元素含量过高时,会导致耐磨性恶化的倾向。基于此,在本发明所述的高碳高锰奥氏体钢中,将ti元素的质量百分含量控制在0.1~0.5%之间。
14、v:在本发明所述的高碳高锰奥氏体钢中,v能够有效细化晶粒,增加硬质碳化物的质点,并显著提高钢材的屈服强度。此外,v属于强碳化物形成元素,v在钢中部分固溶于基体中,其余的v则以碳化物形式存在。故此,在本发明中,将v元素的质量百分含量控制在0.1~1.0%之间。
15、cu:在本发明所述的高碳高锰奥氏体钢中,加入cu能够改善钢材的耐蚀性、力学性能、冷成型和切削加工等性能。但需要注意的是,钢中cu元素含量也不宜过高,当钢中cu元素含量过高时,所生成的富铜相会恶化钢材的热加工等性能。因此,考虑到cu元素对钢材性能的影响,在本发明中,将cu元素的质量百分含量控制为0<cu≤4.0%。
16、re:在本发明所述的高碳高锰奥氏体钢中,加入稀土元素re能够有效细化晶粒,提高材料的屈服强度和加工硬化能力,进而提高钢材的耐磨性。因此,在本发明中,将re元素的质量百分含量控制在0.01~0.1%之间。
17、进一步地,在本发明所述的高碳高锰奥氏体钢中,在不可避免的杂质中,p≤0.03%,s≤0.03%。
18、在上述技术方案中,p、s元素均是本发明所述的高碳高锰奥氏体钢中的杂质元素,在技术条件允许情况下,为了获得性能更好且质量更优的钢材,应尽可能降低高碳高锰奥氏体钢中杂质元素的含量。
19、在本发明中,磷是钢中的有害元素,大部分的磷在凝固过程中,会偏析在晶界上,并形成脆性相,导致钢材的塑性和韧性降低,使钢的冷热裂倾向增大。因此,在本发明中,必须严格控制钢中p、s元素的含量,并将p、s元素含量具体控制为:p≤0.03%,s≤0.03%。
20、进一步地,在本发明所述的高碳高锰奥氏体钢中,其屈服强度≥500mpa,抗拉强度≥800mpa,延伸率≥35%,硬度≤200hb,冲击功akv≥100j,其在冲击功为2j时的体积磨损率为4.7~5.0mm3/cycle,其在冲击功为3.5j时的体积磨损率为4.2~4.5mm3/cycle,其在冲击功为5j时的体积磨损率为3.8~4.1mm3/cycle。
21、相应地,本发明的另一目的在于提供一种高碳高锰奥氏体钢的板坯连铸生产工艺,该板坯连铸生产工艺可以有效提高高碳高锰奥氏体钢连铸坯质量,其生产的连铸坯具有铸坯表面和中心质量好等优异特点,可以充分发挥连铸生产的优势,能有效抑制铸坯的凹陷和裂纹产生,显著提高铸坯表面和中心质量,且还能实现多炉连浇。
22、为了实现上述目的,本发明提出了上述的高碳高锰奥氏体钢的板坯连铸生产工艺,其控制连铸工序的工艺参数满足下述各项的至少其中一项:
23、中间包过热度控制在5~35℃;
24、平均拉坯速度为0.50~1.40m/min;
25、连铸结晶器水口插入深度控制在70~115mm;
26、结晶器宽面水量为2500~3000l/min;
27、二冷水使用弱冷,且比水量控制在0.34±0.10l/kg;
28、电磁搅拌的电流强度为1200~2000a;
29、动态轻压下的压下量为3~10mm;
30、铸坯采用热送方式,热送铸坯表面温度为100~600℃。
31、在本发明所述的板坯连铸生产工艺中,如果连铸过程钢水的过热度低于5℃,则钢液流动性差,容易导致结晶器水口冻钢、迫使浇注中断;而若钢水的过热度高于35℃时,则会造成连铸凝固时间长、碳化物充分析出,从而加剧铸坯偏析与疏松。因此,在本发明中,需要将高碳高锰奥氏体钢在连铸生产时的中间包过热度控制在5~35℃之间。当然,在一些优选的实施方式中,为了获得更优的实施效果,可以将中间包过热度控制10~30℃之间。
32、此外,在拉坯过程中,如果拉坯的平均拉速高于1.40m/min,则初生坯壳较薄,铸坯冷却不均匀,容易产生纵向裂纹、乃至漏钢;而当拉坯的平均拉速低于0.50m/min时,则在结晶器内凝固时间过长,选分结晶充分,碳化物容易析出,且低拉速会影响连铸机总体生产能力。故而,在本发明中,将拉坯的平均拉速控制在0.50~1.40m/min之间。
33、另外,需要注意的是,在板坯连铸生产工艺中,结晶器水口插入深度不宜过深或过浅。若结晶器水口插入深度过浅,则水口流股对钢渣界面的冲击较强,会增加钢液与结晶器保护渣的反应几率,同时增加弯月面卷渣概率;而若结晶器水口插入过深,则铸坯易产生裂纹。因此,在本发明所述的板坯连铸生产工艺中,连铸结晶器水口插入深度控制在70~115mm之间。当然,考虑到高碳高铬钢裂纹浇注温度低、化渣困难,在一些优选的实施方式中,连铸结晶器水口插入深度可以优选地控制在80~110mm之间。
34、相应地,在本发明中,为了缓解超高碳高锰钢连铸坯的重皮缺陷,降低冷却强度,需要将结晶器宽面水量减少至2500~3000l/min。当然,在一些优选的实施方式中,可以进一步将结晶器宽面水量控制在2600~2800l/min之间。
35、在板坯连铸生产过程中,超高碳高锰钢连铸坯出结晶器后,其铸坯表面可能有凹陷或细裂纹,为了防止缺陷在二冷区进一步扩展,经过发明人大量数值模拟计算,表明二冷区弱冷适用于超高碳高锰钢。因此,在本发明中,二冷水使用弱冷,且比水量控制在0.34±0.10l/kg之间。
36、在本发明中,为了改善连铸过程钢水高过热度可能引起的偏析与疏松问题,本发明的板坯连铸生产工艺中增加了二冷区电磁搅拌与动态轻压下工艺。在采用二冷区电磁搅拌与动态轻压下工艺时,若电磁搅拌电流强度低于1200a,轻压下的压下量低于3mm,则对于改善铸坯中心质量起不到效果;而若电磁搅拌电流强度高于2000a,则结晶器液面波动较大,且铸坯易发生负偏析;而若轻压下的压下量大于10mm,则铸坯窄面易发生鼓肚、铸坯表面容易产生裂纹。故而,在本发明所述的板坯连铸生产工艺中,控制二冷区电磁搅拌电流为1200~2000a,并控制动态轻压下的压下量为3~10mm。
37、当然,综合考虑电磁搅拌和轻压下同时使用效果,作为优选方案,可以进一步优选地控制二冷区电磁搅拌电流为1400~1800a,控制动态轻压下的压下量为5~9mm。
38、相应地,在本发明所述的板坯连铸生产工艺中,发明人考虑到高碳高锰钢会随着温度的降低,析出碳化物。为避免上述问题,防止铸坯开裂,发明人在设计时采用了热送方式输送铸坯,并控制热送时铸坯表面温度为100~600℃。
39、当然,在一些优选的实施方式中,为了获得更优的实施效果,还可以进一步地将热送时铸坯表面温度控制在200~500℃之间。
40、进一步地,在本发明所述的板坯连铸生产工艺中,中间包过热度为10~30℃。
41、进一步地,在本发明所述的板坯连铸生产工艺中,平均拉坯速度控制为0.50~1.0m/min。
42、在实际制备板坯过程中,当制备的为板坯厚度×板坯宽度为(150~200)mm×(600~1500)mm的断面时,可以优选地将拉坯的平均速度控制在0.50~1.0m/min之间。
43、进一步地,在本发明所述的板坯连铸生产工艺中,结晶器水口插入深度控制在80~110mm。
44、进一步地,在本发明所述的板坯连铸生产工艺中,结晶器宽面水量为2600~2800l/min。
45、进一步地,在本发明所述的板坯连铸生产工艺中,电磁搅拌的电流强度为1400~1800a。
46、进一步地,在本发明所述的板坯连铸生产工艺中,动态轻压下的压下量为5~9mm。
47、进一步地,在本发明所述的板坯连铸生产工艺中,热送铸坯表面温度为200~500℃。
48、相较于现有技术,本发明所述的高碳高锰奥氏体钢及其板坯连铸生产工艺具有如下所述的优点以及有益效果:
49、与现有技术相比,本发明所开发的这种超高碳高锰奥氏体钢的板坯连铸生产方法,具有连铸坯表面和中心质量好等特点,其不仅可以充分发挥连铸生产的优势,还能抑制铸坯的凹陷和裂纹产生,显著提高铸坯表面和中心质量,且能够实现多炉连浇。本技术是实现超高碳高锰奥氏体钢板坯连铸生产和质量保证的关键技术。
50、本发明所设计的这种板坯连铸生产工艺具有十分良好的推广应用价值,其可以有效用于企业生产高碳高锰品种的过程中,并能够提高企业产能,降低生产成本,增强企业的综合竞争力。
51、在本发明中,采用发明人所设计的这种化学成分和板坯连铸生产工艺所制备的高碳高锰奥氏体钢具有十分良好的质量和优异的性能,其屈服强度≥500mpa,抗拉强度≥800mpa,延伸率≥35%,硬度≤200hb,冲击功akv≥100j,其在冲击功为2j时的体积磨损率为4.7~5.0mm3/cycle,其在冲击功为3.5j时的体积磨损率为4.2~4.5mm3/cycle,其在冲击功为5j时的体积磨损率为3.8~4.1mm3/cycle。
- 还没有人留言评论。精彩留言会获得点赞!