冷硬无限铸铁轧辊激光熔覆材料的制作方法
1.本发明涉及激光熔覆技术领域,具体涉及冷硬无限铸铁轧辊激光熔覆材料。
背景技术:
2.目前国内对冷硬铸铁轧辊性能的改进多通过改进轧辊本身的配方、工艺或在轧辊面上加涂层等方式,轧辊本身的配方及工艺等改进难度较大且研发成本高。对此,在轧辊上形成涂层以二次提升性能的方式较受欢迎。具体而言,如以激光熔覆的方式将合金粉固化在轧辊铸铁的表面等,为提高熔覆层的硬度等性能,通常在熔覆粉末中加入大量的碳化钨、碳化钛、碳化硼等硬质相,如授权公告号为cn103589932b的专利中公开一种用在冷硬铸铁轧辊表面的合金粉末,其组分中以wc、tic为主,具备优异的硬度及结合强度高等优点,但wc、tic等的价格较大造成该熔覆层的成本较高,需改进。
技术实现要素:
3.为解决上述至少一个技术缺陷,本发明提供了如下技术方案:
4.本技术文件公开冷硬无限铸铁轧辊激光熔覆材料,以质量计,包括wc16-19份、tic14-18份、b1-2份、ni15-18份、cr12-16份、si0.3-1.5份、co6-8份、al6-9份、y2o31.2-1.7份、mo7-9份、c1.2-1.6份。
5.本方案中改进熔覆合金粉末的组成,降低了wc、tic的量,增加了cr、ni等的含量,以及增加了c、al等组分,形成的熔覆层在硬度、结合强度等性能上与授权公告号为cn103589932b的熔覆层基本一致,但本方案的成本得到降低,市场竞争力提升。
6.组分中,通过al的加入以提高高温塑形及减少熔覆层的收缩率,提高cr、mo等的含量促使固溶强化,以ni提高润湿并改善熔覆层性能,增加c等以提高硬度等性能。
7.进一步,使用方法包括以下步骤:
8.第一、对基体进行打磨、清洗的步骤;
9.第二、将激光熔覆粉末与醇混合并涂覆在基体面上,风干的步骤;
10.第三、通过激光熔覆成型的步骤,其中激光熔覆过程中激光功率为3-4kw,熔覆速度为400-600mm/min。
11.通过打磨、清洗等去除氧化层及污渍、锈迹等,提高结合强度,激光熔覆与醇混合方便涂覆在基体面上,基体即冷硬铸铁工件,涂覆过程中通过限定激光功率及扫描速度使熔覆过程无飞溅等现象,且形成的熔覆层成型完好、无裂纹。
12.进一步,所述激光熔覆粉末与醇按照重量比1:8-12份混合。
13.进一步,所述醇为乙醇。
14.进一步,所述激光熔覆过程中,光斑尺寸为3-4mm,光斑搭接率为30%。
15.与现有技术相比,本发明的有益效果:
16.1、本发明改进熔覆合金粉末的配方,在维持优异性能的基础上使成本减低,有助提高竞争力。
具体实施方式
17.下面结合具体实施例对本发明作进一步说明。
18.实施例1
19.冷硬无限铸铁轧辊激光熔覆材料,以质量计,包括wc16份、tic14份、b1份、ni15份、cr12份、si0.3份、co6份、al6份、y2o31.2份、mo7份、c1.2份。
20.熔覆材料的熔覆方法包括以下步骤:
21.第一、对作为基体的轧辊通过磨抛机打磨表面使其平整光滑无锈迹,之后以酒精清洗洗去残余的油污,烘干后备用;
22.第二、将上述激光熔覆粉末与乙醇按照重量比1:8混合,搅拌均匀,之后涂覆在基体打磨、烘干后的面上,涂覆厚度在1mm,自然风干即可;
23.第三、激光熔覆成型,其中激光熔覆过程中激光功率为3kw,熔覆速度为400mm/min,光斑尺寸为3mm,光斑搭接率为30%,以激光进行扫描使合金粉末及轧辊表面熔化混合,凝固后形成熔覆层。
24.实施例2
25.冷硬无限铸铁轧辊激光熔覆材料,以质量计,包括wc19份、tic18份、b2份、ni18份、cr16份、si1.5份、co8份、al9份、y2o31.7份、mo9份、c1.6份。
26.熔覆材料的熔覆方法包括以下步骤:
27.第一、对作为基体的轧辊通过磨抛机打磨表面使其平整光滑无锈迹,之后以丙酮清洗洗去残余的油污,烘干后备用;
28.第二、将上述激光熔覆粉末与乙醇按照重量比1:10混合,搅拌均匀,之后涂覆在基体打磨、烘干后的面上,涂覆厚度在1mm,自然风干即可;
29.第三、激光熔覆成型,其中激光熔覆过程中激光功率为3.5kw,熔覆速度为500mm/min,光斑尺寸为4mm,光斑搭接率为30%,以激光进行扫描使合金粉末及轧辊表面熔化混合,凝固后形成熔覆层。
30.实施例3
31.冷硬无限铸铁轧辊激光熔覆材料,以质量计,包括wc17份、tic16份、b1.3份、ni16份、cr15份、si0.8份、co7份、al6份、y2o31.5份、mo8份、c1.4份。
32.熔覆材料的熔覆方法包括以下步骤:
33.第一、对作为基体的轧辊通过磨抛机打磨表面使其平整光滑无锈迹,之后以酒精清洗洗去残余的油污,烘干后备用;
34.第二、将上述激光熔覆粉末与乙醇按照重量比1:12混合,搅拌均匀,之后涂覆在基体打磨、烘干后的面上,涂覆厚度在1mm,自然风干即可;
35.第三、激光熔覆成型,其中激光熔覆过程中激光功率为3kw,熔覆速度为600mm/min,光斑尺寸为3mm,光斑搭接率为30%,以激光进行扫描使合金粉末及轧辊表面熔化混合,凝固后形成熔覆层。
36.实施例4
37.冷硬无限铸铁轧辊激光熔覆材料,以质量计,包括wc18份、tic17份、b1.7份、ni17份、cr15份、si1.3份、co8份、al9份、y2o31.6份、mo7份、c1.5份。
38.熔覆材料的熔覆方法包括以下步骤:
39.第一、对作为基体的轧辊通过磨抛机打磨表面使其平整光滑无锈迹,之后以酒精清洗洗去残余的油污,烘干后备用;
40.第二、将上述激光熔覆粉末与乙醇按照重量比1:8混合,搅拌均匀,之后涂覆在基体打磨、烘干后的面上,涂覆厚度在1mm,自然风干即可;
41.第三、激光熔覆成型,其中激光熔覆过程中激光功率为3kw,熔覆速度为400mm/min,光斑尺寸为3mm,光斑搭接率为30%,以激光进行扫描使合金粉末及轧辊表面熔化混合,凝固后形成熔覆层。
42.对比例1
43.冷硬无限铸铁轧辊激光熔覆材料,以质量计,包括wc18份、tic17份、b1.7份、ni17份、cr15份、si1.3份、co8份、y2o31.6份、mo7份、c1.5份。
44.对比例2
45.与授权公告号为cn103589932b中实施例1一致。
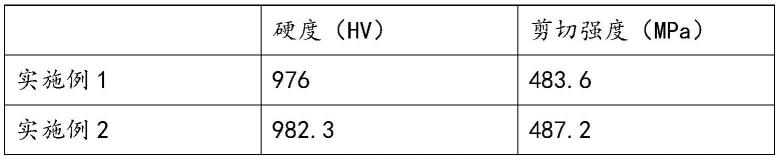
46.对上述的产品进行性能的检测,如下表所示:
[0047][0048][0049]
可以看出,本实施例中熔覆层在硬度及剪切强度上均表现优异,在缺失al的对比例1中可以看出其硬度、剪切强度均下降明显,对比例2中剪切强度略低于本方案的性能。
[0050]
以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1