一种偏心结构体磨削加工定位工装及其工艺的制作方法
1.本发明创造属于特种加工领域,具体涉及一种偏心结构体磨削加工定位工装及其工艺。
背景技术:
2.航空发动机曲径密封套(内环蜂窝件)通过车削方式加工。因蜂窝件壁厚δ=0.05mm、蜂格巢室直径φ0.8mm,蜂格深度<1.5mm,接触式受力加工易变形,在加工前需要对环形蜂窝件蜂格内填充牙托粉或工业石蜡进行支撑,防止加工时挤压变形,加工后通过加温方式去除。这种以车代磨方式加工内环蜂窝件,加工质量差,加工表面毛刺较大且辅助工艺繁琐,产品合格率较低。偏心车削内环蜂窝件后依靠三坐标设备对零件进行检测,检测时需要二次定位,检测时间较长,效率较低。面对新型航空发动机的发展需求,航空发动机曲径密封套(内环蜂窝件)加工精度及效率问题将更加突出。型面精度及尺寸精度越来越精确、产能效率的要求越来越高。
技术实现要素:
3.为了克服现有技术的缺点,本发明的目的在于提供一种偏心结构体磨削加工定位工装及其工艺,以解决现有技术加工曲径密封套内环时加工质量差、合格率较低,且对内环时检测时间较长,效率较低的问题。
4.为了达到上述目的,本发明采用以下技术方案实现:
5.一方面,本发明提供一种偏心结构体磨削加工定位工装,包括:
6.偏心结构体内圆专用测具和定位工装主体;
7.所述偏心结构体内圆专用测具包括:定心轴、偏心测量轴、滚珠滑动机构、计数表和主轴;主轴的中轴线上贯穿定心轴,主轴的一侧上贯穿偏心测量轴,且主轴上连接滚珠滑动机构,滚珠滑动机构与偏心测量轴相连,滚珠滑动结构的一侧连接计数表;
8.所述定位工装主体包括:外圆结构、内孔和角向定位销;定位工装主体的中心为内孔,定位工装主体的外周为外圆结构,外圆结构上设置有角向定位销;
9.使用时定位工装主体上安装曲径密封套,曲径密封套的内环为蜂窝件,蜂窝件由蜂格巢室构成。
10.进一步的,所述主轴的底部两侧分别连接第一平衡支撑块和第二平衡支撑块。
11.另一方面,一种偏心结构体磨削加工工艺,基于上述的一种偏心结构体磨削加工定位工装,包括:
12.s1:偏心结构体内圆磨削加工;
13.s2:通过偏心结构体内圆专用测具进行测量;
14.s3:在电火花蜂窝磨削机床上通过偏心磨削工艺加工曲径密封套及通过测具测量曲径密封套;
15.s4:清洗曲径密封套。
16.进一步的,所述偏心结构体内圆磨削加工具体为:
17.通过外圆结构定位找正工装与车床设备旋转工装的圆心轴同心,依靠车床设备主轴悬挂的石墨磨削磨轮同心圆旋转第一次加工内圆;再通过内孔定位找正工装与车床设备旋转工装的圆心轴同心,依靠车床设备主轴悬挂的石墨磨削磨轮同心圆旋转第二次加工内圆,偏心结构体内圆磨削完成。
18.进一步的,所述使用外圆结构定位时与使用内孔定位时中心线偏差控制在1/2
±
0.005mm。
19.进一步的,所述角向定位销用于控制偏心角向。
20.进一步的,所述通过偏心结构体内圆专用测具进行测量包括:
21.将定心轴插入定位工装主体内孔测量中心,通过偏心测量轴移动滚珠滑动机构测量偏心结构体偏心内圆上半圆值、下半圆值,计数表显示读数值;偏心结构体内圆专用测具放置在曲径密封套上测量时,通过第一平衡支撑块和第二平衡支撑块保证测具平衡。
22.进一步的,所述在电火花蜂窝磨削机床上通过偏心磨削工艺加工曲径密封套包括:
23.将定位工装主体,通过外圆结构定位找正工装与车床设备旋转工装的圆心轴同心,将曲径密封套安装在定位工装主体上,依靠车床设备主轴悬挂的石墨磨削磨轮与工装的圆心轴同心的同心圆旋转放电完成第一次内环加工;
24.再通过内孔定位找正工装与车床设备旋转工装的圆心轴同心,依靠车床设备主轴悬挂的石墨磨削磨轮同心圆旋转放电完成第二次内环加工,曲径密封套内环磨削完毕。
25.进一步的,所述通过测具测量曲径密封套包括:
26.利用偏心结构体内圆专用测具进行曲径密封套偏心内圆测量;调平第一平衡支撑块和第二平衡支撑块保证测具平衡,调平后的偏心结构体内圆专用测具放置在曲径密封套上表面,将定心轴插入定位工装主体内孔定位测量中心,通过偏心测量轴移动滚珠滑动机构测量电火花蜂窝磨削偏心内圆偏心最大值h1、偏心内圆下半圆值h2,计数表显示读数值;
27.计算曲径密封套偏心内圆偏心值h:
28.h=02a-02b
[0029]02
b=01a
[0030]
式中:02a为偏心内圆偏心最大值;02b为偏心内圆下半圆值;01a为偏心内圆上半圆值。
[0031]
进一步的,所述清洗曲径密封套包括:
[0032]
采用超声波清洗设备清洗曲径密封套,去除蜂格巢室残留的杂质。
[0033]
本发明至少具有以下有益效果:
[0034]
1、本发明设计的专用测具易操作,实现实时测量,方便在机测量;加工工艺节约的大量的编程时间,无需复杂的联动磨削轨迹编程,简易的旋转加工即可实现偏心结构体加工且加工偏心精度高、质量好,曲径密封套内环无挤压变形、无毛刺;设计的工装简洁,易加工制造,且安装方便,节约大量加工前准备时间。
[0035]
2、本发明设计的2个平衡支撑块,保证测具平衡,防止测量时测具倾斜导致测量偏差,导致曲径密封套超差报废。
附图说明
[0036]
构成本发明的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
[0037]
在附图中:
[0038]
图1为航空发动机曲径密封套结构示意图;
[0039]
图2为蜂格巢室结构示意图;
[0040]
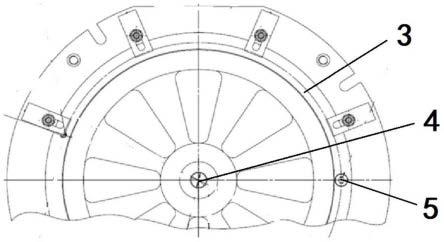
图3为偏心结构体定位工装设计图;
[0041]
图4为偏心值示意图;
[0042]
图5为偏心结构体内圆专用测具设计示意图;
[0043]
图6为偏心结构体内圆偏心值h检测示意图。
[0044]
附图标记:1、曲径密封套;2、蜂格巢室;3、外圆结构;4、内孔;5、角向定位销;6、定心轴;7、偏心测量轴;8、滚珠滑动机构;9、计数表;10、第一平衡支撑块;11、第二平衡支撑块;12、角向定位孔;13、主轴。
具体实施方式
[0045]
下面将参考附图并结合实施例来详细说明本发明。需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
[0046]
以下详细说明均是示例性的说明,旨在对本发明提供进一步的详细说明。除非另有指明,本发明所采用的所有技术术语与本发明所属领域的一般技术人员的通常理解的含义相同。本发明所使用的术语仅是为了描述具体实施方式,而并非意图限制根据本发明的示例性实施方式。
[0047]
实施例1
[0048]
一种偏心结构体蜂窝磨削加工定位工装,包括:
[0049]
偏心结构体内圆专用测具和定位工装主体;
[0050]
偏心结构体内圆专用测具包括:定心轴6、偏心测量轴7、滚珠滑动机构8、计数表9和主轴13;主轴13的中轴线上贯穿定心轴6,主轴13的一侧上贯穿偏心测量轴7,且主轴13上连接滚珠滑动机构8,滚珠滑动机构8与偏心测量轴7相连,滚珠滑动结构8的一侧连接计数表9;主轴13的底部两侧分别连接第一平衡支撑块10和第二平衡支撑块11。
[0051]
定位工装主体包括:外圆结构3、内孔4和角向定位销5;定位工装主体的中心为内孔4,定位工装主体的外周为外圆结构3,外圆结构3上设置有角向定位销5。
[0052]
使用时定位工装主体上安装曲径密封套1,曲径密封套1的内环为蜂窝件,蜂窝件由蜂格巢室2构成。
[0053]
实施例2
[0054]
一种偏心结构体磨削加工工艺,如图1所示,以某型号航空发动机内环蜂窝件的曲径密封套1为例:内环为蜂格巢室2,蜂格巢室2为高温合金材料,如图2所示,加工内环偏量h=0.1+0.050mm。包括:
[0055]
s1:偏心结构体内圆磨削加工:如图3所示,通过外圆结构3定位找正工装与车床设备旋转工装的圆心轴同心,依靠车床设备主轴悬挂的石墨磨削磨轮同心圆(与定位工装主体外圆同心)旋转第一次加工内圆;再通过内孔4定位找正工装与车床设备旋转工装的圆心
轴同心,依靠车床设备主轴悬挂的石墨磨削磨轮同心圆(与定位工装主体外圆同心)旋转第二次加工内圆,即偏心结构体内圆磨削完成。如图4所示,使用外圆结构3定位时与使用内孔4定位时中心线偏差控制在(即定位工装主体偏心公差)1/2
±
0.005mm。所述角向定位销5用于控制偏心角向。
[0056]
s2:通过偏心结构体内圆专用测具进行测量:如图5所示,为偏心结构体内圆专用测具,将定心轴6插入定位工装主体内孔定位4测量中心,通过偏心测量轴7移动滚珠滑动机构8测量电火花蜂窝磨削偏心内圆上半圆值、下半圆值,计数表9显示读数值。偏心结构体内圆专用测具放置在航空发动机曲径密封套1上测量时,通过第一平衡支撑块10和第二平衡支撑块11保证测具平衡,计数表9测数正确,不会出现测具倾斜导致测量偏差,导致曲径密封套1超差报废。
[0057]
s3:在电火花蜂窝磨削机床上通过偏心磨削工艺加工曲径密封套1及通过测具测量曲径密封套1;
[0058]
将定位工装主体,通过外圆结构33定位找正工装与车床设备旋转工装的圆心轴同心,将航空发动机曲径密封套1安装在定位工装主体上,依靠车床设备主轴悬挂的石墨磨削磨轮同心圆(与工装的圆心轴同心)旋转放电完成第一次内环加工;
[0059]
再通过内孔4定位找正工装与车床设备旋转工装的圆心轴同心,依靠车床设备主轴悬挂的石墨磨削磨轮同心圆(与工装的圆心轴同心)旋转放电完成第二次内环加工,曲径密封套1内环磨削完毕;
[0060]
如图6所示,利用偏心结构体内圆专用测具进行航空发动机曲径密封套1(内环蜂窝件)偏心内圆测量。调平第一平衡支撑块10和第二平衡支撑块11保证测具平衡,调平后的偏心结构体内圆专用测具放置在曲径密封套1上表面,将定心轴6插入偏心定位工装内孔4定位测量中心,通过偏心测量轴7移动滚珠滑动机构8测量电火花蜂窝磨削偏心内圆偏心最大值h1(02a)、偏心内圆下半圆值h2(01a)值,计数表9显示读数值;
[0061]
计算航空发动机曲径密封套(内环蜂窝件)偏心内圆偏心值h:
[0062]
h=02a-02b
[0063]02
b=01a
[0064]
式中:02a为偏心内圆偏心最大值;02b为偏心内圆下半圆值;01a为偏心内圆上半圆值。
[0065]
s4:清洗航空发动机曲径密封套1(内环蜂窝件)。
[0066]
采用超声波清洗设备清洗航空发动机曲径密封套1(内环蜂窝件),去除蜂格巢室2残留的杂质。
[0067]
由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
[0068]
最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制,尽管参照上述实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解:依然可以对本发明的具体实施方式进行修改或者等同替换,而未脱离本发明精神和范围的任何修改或者等同替换,其均应涵盖在本发明的权利要求保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1