一种钕铁硼烧结料盒及其制备方法和应用
1.本发明涉及永磁材料制备技术领域,尤其涉及一种钕铁硼烧结料盒及其制备方法和应用。
背景技术:
2.nd-fe-b稀土永磁材料,被称作是第3代稀土永磁材料,凭借其优越的性价比和不断提升的性能成为产业化和增长速度最为迅速的一种稀土永磁材料。
3.nd-fe-b永磁材料的传统生产工艺流程为:配料、铸片、制粉、成型、烧结、机加工和电镀。其中,烧结工序是非常重要的一个工序,该工序主要起到提高产品致密度,并获得符合要求的显微组织结构的作用。钕铁硼烧结传统采用不锈钢料盒或碳素石墨料盒,其中的碳素石墨料盒由石墨材料制成,并且由于碳素石墨料盒重量轻、耐高温、强度高、红硬性、不易变形,从而使钕铁硼磁体具有良好的质量和外形尺寸,在钕铁硼材料的制备过程中已得到广泛应用。但是,碳素石墨料盒容易吸潮,同时烧结时边缘容易翘脚、变形,导致最终制得的nd-fe-b永磁材料的外观合格率降低。因此,亟需一种能够避免烧结时产品发生翘脚和变形的料盒以解决上述问题。
技术实现要素:
4.本发明的目的在于提供一种钕铁硼烧结料盒及其制备方法和应用,本发明提供的钕铁硼烧结料盒解决了钕铁硼烧结料时容易翘脚、变形的问题,提高了钕铁硼材料的外观合格率。
5.为了实现上述发明目的,本发明提供了以下技术方案:
6.本发明提供了一种钕铁硼烧结料盒,包括石墨料盒,所述石墨料盒的底面和侧壁中镶嵌有金属丝网。
7.优选地,所述金属丝网的层数为1~2层。
8.优选地,所述金属丝网的线径≤1mm。
9.优选地,所述金属丝网的网格孔径为5~30mm。
10.优选地,所述金属丝网的磁导率为103~105μ0。
11.本发明提供了上述技术方案所述钕铁硼烧结料盒的制备方法,包括以下步骤:
12.(1)在模具中放置金属丝网后填充石墨粉和黏结剂,经压制成型得到钕铁硼烧结料盒半成品;
13.(2)将所述步骤(1)得到的钕铁硼烧结料盒半成品进行烧结,得到钕铁硼烧结料盒。
14.优选地,所述步骤(1)中石墨粉和黏结剂的质量比为(70~85):(15~30)。
15.优选地,所述步骤(2)中烧结的温度为1220~1280℃。
16.优选地,所述步骤(2)中烧结的时间为15~25h。
17.本发明还提供了上述技术方案所述钕铁硼烧结料盒或所述制备方法制备的钕铁
硼烧结料盒在制备钕铁硼材料中的应用。
18.本发明提供了一种钕铁硼烧结料盒,包括石墨料盒,所述石墨料盒的底面和侧壁中镶嵌有金属丝网。本发明通过在传统的石墨料盒中镶嵌金属丝网,有效减少了钕铁硼产品翘脚、变形现象的发生,提高了钕铁硼材料的外观合格率。在烧结钕铁硼时,烧结炉内部存在电磁场,会产生涡电流,烧结开始阶段由于钕铁硼生坯电阻小,短时间内涡电流会很大,造成生坯边缘局部温度过高,从而引起局部变形或者氧含量增加过多,最终造成产品边缘变形氧化严重。本发明通过在石墨料盒内部增加金属丝网,从而对外部空间电磁场进行了有效屏蔽,减少了料盒内部产品涡电流的产生,使得钕铁硼生坯加热单纯依靠辐射及传导,减小了加热的不均匀性,降低烧结后产品的变形氧化,提高了钕铁硼产品的外观合格率。实施例的结果显示,采用本发明提供的钕铁硼烧结料盒制备钕铁硼材料,其外观合格率提高了1~3%,产品的变形程度小于0.5mm。
附图说明
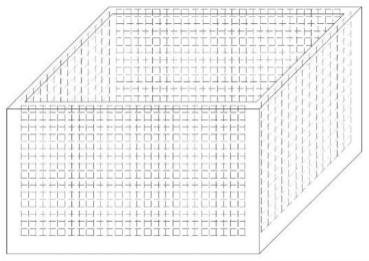
19.图1为本发明实施例1中的钕铁硼烧结料盒的实物图。
具体实施方式
20.本发明提供了一种钕铁硼烧结料盒,包括石墨料盒,所述石墨料盒的底面和侧壁中镶嵌有金属丝网。本发明通过在传统的石墨料盒中镶嵌金属丝网,有效减少了钕铁硼产品翘脚、变形现象的发生,提高了钕铁硼材料的外观合格率。
21.在本发明中,所述石墨料盒的尺寸优选根据烧结炉的温度均匀区确定。在本发明的具体实施方式中,所述石墨料盒的尺寸优选为350
×
350
×
200
×
10mm;所述石墨料盒底面铁丝网的尺寸优选为330
×
330mm;所述石墨料盒侧壁铁丝网的尺寸优选为330
×
180mm。
22.在本发明中,所述金属丝网的层数优选为1~2层,更优选为2层。本发明优选通过设置1~2层金属丝网有效减少了钕铁硼产品翘脚、变形现象的发生,提高了钕铁硼产品的外观合格率。在本发明中,当所述金属丝网的层数为2层时,金属丝网间的层间距优选为1~5mm,更优选为2~3mm。
23.在本发明中,所述金属丝网的线径优选≤1mm,更优选为0.3~0.5mm。本发明优选将所述金属丝网的线径控制在上述范围内,可有效屏蔽外部空间电磁场,减少料盒内部产品涡电流的产生,降低烧结后产品的变形氧化,提高钕铁硼产品的外观合格率。
24.在本发明中,所述金属丝网的网格孔径优选为5~30mm,更优选为10~15mm。本发明优选将所述金属丝网的网格孔径控制在上述范围内,可有效屏蔽外部空间电磁场,减少料盒内部产品涡电流的产生,降低烧结后产品的变形氧化,提高钕铁硼产的外观合格率。
25.在本发明中,所述金属丝网的磁导率优选为103~105μ0,更优选为104~105μ0。本发明优选将所述金属丝网的磁导率控制在上述范围内,制成的料盒可有效屏蔽外部的电磁场,减少料盒内部产品涡电流的产生,提高钕铁硼产品的外观合格率。
26.在本发明中,所述金属丝网优选为铁丝网、钢丝网或合金丝网;更优选为铁丝网。在本发明中,所述铁丝网所用铁丝优选为牌号为dt4或dt8的纯铁丝;所述合金丝网的材质优选为1j79铁镍合金。
27.本发明通过在传统的石墨料盒中镶嵌金属丝网,有效减少了钕铁硼产品翘脚、变
形现象的发生,提高了钕铁硼材料的外观合格率。在烧结钕铁硼时,烧结炉内部存在电磁场,会产生涡电流,烧结开始阶段由于钕铁硼生坯电阻小,短时间内涡电流会很大,造成生坯边缘局部温度过高,从而引起局部变形或者氧含量增加过多,最终造成产品边缘变形氧化严重。本发明通过在石墨料盒内部增加金属丝网,从而对外部空间电磁场进行了有效屏蔽,减少了料盒内部产品涡电流的产生,使得钕铁硼生坯加热单纯依靠辐射及传导,减小了加热的不均匀性,降低烧结后产品的变形氧化,提高了钕铁硼产品的外观合格率。
28.本发明提供了一种钕铁硼烧结料盒的制备方法,包括以下步骤:
29.(1)在模具中放置金属丝网后填充石墨粉和黏结剂,经压制成型得到钕铁硼烧结料盒半成品;
30.(2)将所述步骤(1)得到的钕铁硼烧结料盒半成品进行烧结,得到钕铁硼烧结料盒。
31.本发明在模具中放置金属丝网后填充石墨粉和黏结剂,经压制成型得到钕铁硼烧结料盒半成品。本发明通过在传统的石墨料盒中镶嵌金属丝网,有效减少了钕铁硼产品翘脚、变形现象的发生,提高了钕铁硼产品的外观合格率。
32.本发明对所述石墨粉和黏结剂的填充方式没有特殊的限定,采用本领域技术人员熟知的粉末填充方式即可。
33.石墨粉和黏结剂填充完成后,本发明优选将所述填充有石墨粉和黏结剂的模具进行震实,再依次进行压制成型和抽真空,得到钕铁硼烧结料盒半成品。本发明优选通过震实使模具中的石墨粉和黏结剂得到密实,有利于保证料盒的强度。在本发明中,所述震实的方式优选为高频电磁振动。本发明优选通过抽真空排出粉末颗粒间的空气。本发明对所述抽真空的真空度没有特殊的要求,达到真空后即可停止抽真空。
34.在本发明中,所述石墨粉和黏结剂的质量比优选为(70~85):(15~30),更优选为(70~80):(20~30)。本发明优选将所述石墨粉和黏结剂的质量比控制在上述范围内,有利于保证料盒的强度。
35.本发明对所述石墨粉和黏结剂的来源没有特殊的限定,采用本领域技术人员熟知的用于制备烧结料盒的石墨粉和黏结剂即可。
36.得到钕铁硼烧结料盒半成品后,本发明将所述钕铁硼烧结料盒半成品进行烧结,得到钕铁硼烧结料盒。本发明通过烧结使黏结剂分解,并与石墨粉发生化学反应,从而均匀固着在金属丝网上,制得了钕铁硼烧结料盒。
37.在本发明中,所述烧结的温度优选为1220~1280℃,更优选为1230~1270℃,最优选为1240~1260℃。在本发明中,所述烧结的时间优选为15~25h,更优选为20~25h。本发明优选将所述烧结的温度和时间控制在上述范围内,温度过低或时间过短,料盒的致密度、强度不够;温度过高或时间过长,浪费能量。
38.本发明提供的制备方法操作简单,有利于得到致密性好、强度高的钕铁硼烧结料盒。
39.本发明还提供了上述技术方案所述钕铁硼烧结料盒或所述制备方法制备的钕铁硼烧结料盒在制备钕铁硼材料中的应用。
40.在本发明中,所述钕铁硼烧结料盒在制备钕铁硼材料中的应用优选包括以下步骤:
41.1)将钕铁硼原料依次进行炼制、氢碎和研磨,得到钕铁硼合金粉末;
42.2)将步骤1)得到的钕铁硼合金粉末进行压制成型,得到钕铁硼合金生坯;
43.3)将步骤2)得到的钕铁硼合金生坯放置在钕铁硼烧结料盒中进行烧结,得到钕铁硼。
44.本发明优选将钕铁硼原料依次进行炼制、氢碎和研磨,得到钕铁硼合金粉末。本发明优选通过将钕铁硼原料依次进行炼制、氢碎和研磨,制成粉末。
45.本发明对所述炼制、氢碎和研磨的操作没有特殊的限定,采用本领域技术人员熟知的炼制、氢碎和研磨的技术方案即可。在本发明中,所述研磨的方式优选为气流磨。在本发明中,所述钕铁硼合金粉末的平均粒度优选为2.7~2.9μm;所述钕铁硼合金粉末的粒度分布优选为d[9,0]/d[1,0]=3.8~4.2。
[0046]
在本发明中,所述钕铁硼合金铸片的组成优选为:pr-nd
26
dy
4.2
fe
bal
co
1.58b0.98m0.90
,其中m优选为al、cu、nb或ga。
[0047]
得到钕铁硼合金粉末后,本发明优选将所述钕铁硼合金粉末进行压制成型,得到钕铁硼合金生坯。本发明优选通过压制成型使钕铁硼合金粉末成型,从而得到钕铁硼合金生坯。
[0048]
本发明对所述压制成型的操作没有特殊的限定,采用本领域技术人员熟知的压制成型的技术方案即可。在本发明中,所述压制成型所用设备优选为磁场压机;所述磁场压机的磁场强度优选为1280~1600ka/m。
[0049]
在本发明中,所述压制成型完成后优选还包括冷等静压。本发明对所述冷等静压的操作没有特殊的限定,采用本领域技术人员熟知的冷等静压的技术方案即可。
[0050]
在本发明中,所述钕铁硼合金生坯的密度优选为4.1~4.3g/cm3。
[0051]
得到钕铁硼合金生坯后,本发明优选将所述钕铁硼合金生坯放置在钕铁硼烧结料盒中进行烧结,得到钕铁硼。
[0052]
在本发明中,所述烧结优选在真空条件下进行;所述真空条件的真空度优选为10-2
~10-3
pa。在本发明中,所述烧结具体优选为:1323~1383k下烧结3~6h,冷却至1073~1213k回火处理2~3h,冷却至733~913k回火处理3~5h。在本发明中,所述冷却的方式优选为气淬冷却。
[0053]
下面将结合本发明中的实施例,对本发明中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0054]
实施例1
[0055]
钕铁硼烧结料盒:由石墨料盒和镶嵌在石墨料盒底面和侧壁的铁丝网组成,尺寸为350
×
350
×
200
×
10mm,底面铁丝网尺寸为330
×
330mm,四个侧壁铁丝网的尺寸均为330
×
180mm,铁丝网层数为1层,底面和侧壁以及侧壁和侧壁之间用铁丝连接;铁丝网的丝径为0.5mm,网格孔径为10mm,材质为dt8纯铁丝,磁导率为104μ0;
[0056]
制备过程:
[0057]
(1)在模具中放置铁丝网,然后填充石墨粉和黏结剂,通过高频电磁振动将粉末震实,进行压制成型,然后进行抽真空,得到钕铁硼烧结料盒半成品;其中,石墨粉和黏结剂的
质量比为80:20;
[0058]
(2)将步骤(1)得到的钕铁硼烧结料盒半成品在1255℃下烧结20h,得到钕铁硼烧结料盒。
[0059]
图1为本实施例中钕铁硼烧结料盒的实物图。由图1可以看出,本实施例中的钕铁硼烧结料盒由一个底面和四个侧壁组成,并且底面和侧壁均镶嵌有铁丝网。
[0060]
实施例2
[0061]
(1)将钕铁硼原料经过铸片、氢碎和气流磨制得平均粒度为2.85μm,粒度分布为d[9,0]/d[1,0]=3.9的钕铁硼合金粉末;钕铁硼的组成为(重量比):pr-nd
26
dy
4.2
fe
bal
co
1.58b0.98
al
0.90
;
[0062]
(2)将步骤(1)得到的钕铁硼合金粉末在1280ka/m的磁场压机中进行压制成型,之后进行冷等静压,得到密度为4.1g/cm3的钕铁硼合金生坯;
[0063]
(3)将步骤(2)得到的钕铁硼合金生坯放置在实施例1制备的钕铁硼烧结料盒中,然后在10-2
pa真空条件下1333k烧结5h,气淬冷却至1173k回火处理2.5h,再于773k回火处理5h,得到钕铁硼成品,外观合格率提高了1~3%,变形小于0.5mm。
[0064]
由以上实施例可以看出,本发明提供的钕铁硼烧结料盒解决了钕铁硼烧结料时容易翘脚、变形的问题,使得钕铁硼材料的外观合格率提高了1~3%,且变形小于0.5mm。
[0065]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1