一种耐高温铜合金及其制备方法
1.本发明涉及铜合金技术领域,尤其涉及一种耐高温铜合金及其制备方法。
背景技术:
2.铜合金材料因其具有较高的强度与电导率,广泛应用于集成电路的引线框架,电磁炮滑轨,电阻点焊电极与火箭发动机内壁燃烧室材料等领域。这些服役环境除要求铜合金材料良好的室温性能外,还要求合金材料具有良好的高温综合性能。
3.目前,铜合金材料中应用最多的为cu-cr系合金,其在时效处理后能够得到纳米cr析出相,具有良好的强度,硬度,电导率与耐磨性,然而cu-cr系合金虽然能满足一定的需求,但其高温性能仍有待提升。
4.因此,如何提高cu-cr系合金的高温性能成为本领域亟待解决的难题。
技术实现要素:
5.本发明的目的在于提供一种耐高温铜合金及其制备方法。本发明提供的铜合金在高温下能够获得理想的抗拉强度与延伸率。
6.为了实现上述发明目的,本发明提供以下技术方案:
7.本发明提供了一种耐高温铜合金,化学成分按质量百分比计包括:cr 0.5~1.0%,co 0.3~0.6%,ti 0.2~0.4%和余量的cu。
8.优选地,化学成分按质量百分比计包括:cr 0.6~0.8%,co 0.4~0.5%,ti 0.3~0.35%和余量的cu。
9.本发明还提供了上述技术方案所述耐高温铜合金的制备方法,包括以下步骤:
10.(1)将电解铜、金属铬、金属钴和金属钛依次进行熔炼和浇注,得到浇注件;
11.(2)将所述步骤(1)得到的浇注件依次进行均匀化处理、热轧、固溶处理和冷轧,得到耐高温铜合金。
12.优选地,所述步骤(1)中熔炼的温度为1230~1280℃,所述熔炼的时间为21~30min。
13.优选地,所述步骤(1)中浇注的温度为1100~1150℃。
14.优选地,所述步骤(2)中均匀化处理的温度为930~970℃,所述均匀化处理的保温时间为22~24h。
15.优选地,所述步骤(2)中热轧的温度为820~900℃,所述热轧的时间为1~2h。
16.优选地,所述步骤(2)中热轧的变形量为25~35%。
17.优选地,所述步骤(2)中固溶处理的温度为970~1000℃,所述固溶处理的保温时间为2~4h。
18.优选地,所述步骤(2)中冷轧的每道次变形量为10%,所述冷轧的总变形量为90%。
19.本发明提供了一种耐高温铜合金,化学成分按质量百分比计包括:cr 0.5~
1.0%,co 0.3~0.6%,ti 0.2~0.4%和余量的cu。本发明在cu-cr合金的基础上引入co和ti,其中,co作为高温合金元素,在析出强化型铜合金中添加能够提升合金的软化温度,阻碍cr析出相的长大;ti能够降低铜合金的层错能,固溶在基体中会加剧晶格畸变,高温下提升析出相的临界分切应力,阻碍位错运动,提升强度;同时,co和ti在铜基体内会形成co2ti纳米析出相,提升合金室温下和高温下的综合性能。实验结果表明,本发明提供的铜合金在经过500℃时效180min后,抗拉强度为595.4mpa,硬度为187.7hv,电导率为71.14%iacs;软化温度为600℃,在300~500℃范围内,抗拉强度与延伸率稳定提升,500℃下抗拉强度为318mpa,延伸率为11.61%。
附图说明
20.图1为实施例1制备得到的耐高温铜合金以及在400℃、450℃、500℃、550℃、600℃、650℃下进行60min等时时效后的耐高温铜合金的硬度和电导率曲线;
21.图2为实施例1制备得到的耐高温铜合金在500℃下分别进行0min、30min、60min、90min、120min、180min、240min等温时效后的硬度和电导率曲线;
22.图3为实施例1制备得到的耐高温铜合金和对比例1制备得到的cu-cr合金在20℃下的工程应力-工程应变曲线;
23.图4为实施例1制备得到的耐高温铜合金和对比例1制备得到的cu-cr合金在300℃下的工程应力-工程应变曲线;
24.图5为实施例1制备得到的耐高温铜合金和对比例1制备得到的cu-cr合金在400℃下的工程应力-工程应变曲线;
25.图6为实施例1制备得到的耐高温铜合金和对比例1制备得到的cu-cr合金在500℃下的工程应力-工程应变曲线。
具体实施方式
26.本发明提供了一种耐高温铜合金,化学成分按质量百分比计包括:cr0.5~1.0%,co 0.3~0.6%,ti 0.2~0.4%和余量的cu。
27.按质量百分比计,本发明提供的耐高温铜合金包括cr 0.5~1.0%,优选为0.6~0.8%,更优选为0.69~0.7%。在本发明中,所述cr为cu-cr合金中的基础元素。
28.按质量百分比计,本发明提供的耐高温铜合金还包括co 0.3~0.6%,优选为0.4~0.5%,更优选为0.45~0.46%。在本发明中,所述co作为高温合金元素,在析出强化型铜合金中添加能够提升合金的软化温度,阻碍cr析出相的长大;同时,co能够与ti在铜基体内形成co2ti纳米析出相,从而提升合金室温下和高温下的综合性能。
29.按质量百分比计,本发明提供的耐高温铜合金还包括ti 0.2~0.4%,优选为0.3~0.35%,更优选为0.34%。在本发明中,所述ti能够降低铜合金的层错能,固溶在基体中会加剧晶格畸变,高温下提升析出相的临界分切应力,阻碍位错运动,提升强度;同时,还能够与co在铜基体内形成co2ti纳米析出相,从而提升合金室温下和高温下的综合性能。
30.按质量百分比计,本发明提供的耐高温铜合金还包括余量的cu。在本发明中,所述cu为基体材料。
31.本发明在cu-cr合金的基础上引入co和ti,其中,co作为高温合金元素,在析出强
化型铜合金中添加能够提升合金的软化温度,阻碍cr析出相的长大;ti能够降低铜合金的层错能,固溶在基体中会加剧晶格畸变,高温下提升析出相的临界分切应力,阻碍位错运动,提升强度;同时,co和ti在铜基体内会形成co2ti纳米析出相,提升合金室温下和高温下的综合性能。
32.本发明首先引入co和ti两种元素,通过固溶强化与析出强化,从室温到高温整个温度范围内,对合金的硬度,抗拉强度,软化温度均显著提升,解决了cu-cr合金在400℃的脆性问题,并且在300、400和500℃下获得的抗拉强度优于其他cu-cr-zr系合金。
33.本发明通过在cu-cr合金基础上进行co和ti合金化,得到一种析出强化型cu-cr-co-ti合金,此合金在室温下的抗拉强度能达到545mpa,相比相同轧制工艺下的cu-cr合金(430mpa)强度提升了26.7%,500℃下时效处理3h后强度进一步提升到595mpa,电导率为71%iacs;在500℃下,此合金的抗拉强度仍能达到318mpa,对比cu-cr合金500℃的抗拉强度241mpa提升了32%,说明本发明提供的铜合金不但在室温下具有良好的强度,硬度与电导率,在高温下还具有优异的强度,同时将软化温度提升到600℃。
34.本发明还提供了上述技术方案所述耐高温铜合金的制备方法,包括以下步骤:
35.(1)将电解铜、金属铬、金属钴和金属钛依次进行熔炼和浇注,得到浇注件;
36.(2)将所述步骤(1)得到的浇注件依次进行均匀化处理、热轧、固溶处理和冷轧,得到耐高温铜合金。
37.本发明将电解铜、金属铬、金属钴和金属钛依次进行熔炼和浇注,得到浇注件。
38.在本发明中,所述金属铬优选采用铬片的形式加入;所述金属钴和金属钛独立地优选采用颗粒的形式加入;所述金属铬、金属钴和金属钛独立地优选采用铜箔包覆加入;所述电解铜、金属铬、金属钴和金属钛的纯度独立地优选≥99.95%。本发明对所述电解铜、金属铬、金属钴和金属钛的来源没有特殊的限定,采用本领域技术人员熟知的市售产品即可。本发明采用铜箔包覆金属铬、金属钴和金属钛能够保证金属铬、金属钴和金属钛完全添加到铜中,能够避免铬片、钴颗粒和钛颗粒因为质量轻和体积小难以加入到铜中。
39.在本发明中,所述电解铜在使用前优选对电解铜进行预处理;所述预处理优选为依次进行的电解抛光、清洗和烘干。本发明对电解铜进行预处理能够去除电解铜表面的氧化层和污染物。
40.在本发明中,所述电解抛光的电流优选为50~60a;所述电解抛光的电解液优选为磷酸的去离子水溶液;所述磷酸的去离子水溶液的体积浓度优选为30%。
41.在本发明中,所述清洗采用的清洗剂优选为乙醇;所述清洗优选在超声清洗机中进行。本发明对所述超声清洗机的型号没有特殊的限定,采用本领域技术人员熟知的仪器设备即可。
42.在本发明中,所述烘干优选在鼓风干燥箱中进行;所述烘干的温度优选为60~80℃;所述烘干的时间优选为1~2h。本发明对所述鼓风干燥机的型号没有特殊的限定,采用本领域技术人员熟知的仪器设备即可。
43.在本发明中,所述熔炼优选在真空中频感应熔炼炉中进行;所述熔炼优选在真空条件下进行;所述真空度优选为(2~4)
×
10-3
mpa。本发明对所述真空中频感应熔炼炉的型号没有特殊的限定,采用本领域技术人员熟知的仪器设备即可。
44.在本发明中,所述熔炼的温度优选为1230~1280℃,更优选为1250℃;所述熔炼的
时间优选为21~30min,更优选为25min;所述熔炼时电解铜、金属铬、金属钴和金属钛的加入顺序优选为先加入电解铜,再加入金属铬,最后加入金属钴和金属钛;所述加入电解铜后优选保温5~10min;所述加入金属铬后优选保温8~10min;所述加入金属钴和金属钛后优选保温8~10min。
45.在本发明中,所述浇注前优选对模具进行预热;所述预热的温度优选为300~350℃;所述预热的时间优选为30~60min;所述模具优选为方型。本发明对模具进行预热,能够避免浇注合金溶液温度较高,在模具表面存在较大的过冷度而发生定向凝固,影响合金的组织。
46.在本发明中,所述浇注的温度优选为1100~1150℃。
47.得到浇注件后,本发明将所述浇注件依次进行均匀化处理、热轧、固溶处理和冷轧,得到耐高温铜合金。
48.在本发明中,所述均匀化处理的温度优选为930~970℃,更优选为950~960℃;所述均匀化处理的保温时间优选为22~24h;所述均匀化处理的冷却方式优选为随炉冷却。在本发明中,均匀化处理能够消除熔炼合金铸锭中的成分偏析,使得成分分布更加均匀,进而改善铸锭的组织与性能,为后续加工处理做准备。
49.在本发明中,所述均匀化处理优选在氩气保护条件下进行;所述均匀化处理优选在箱式热处理炉中进行。本发明对所述箱式热处理炉的型号没有特殊的限定,采用本领域技术人员熟知的仪器设备即可。
50.均匀化处理完成后,本发明优选采用铣床铣去均匀化处理得到的产物表面的氧化膜与夹杂物。本发明对此操作没有特殊的限定,采用本领域技术人员熟知的操作即可。
51.在本发明中,所述热轧的温度优选为820~900℃,更优选为850~880℃;所述热轧的时间优选为1~2h;所述热轧的变形量优选为25~35%;所述热轧的每道次下压量优选为3~5mm;所述每道次之间的保温时间优选为10~15min。在本发明中,热轧能够提高合金的致密度,为后续加工做准备,避免在高温下焊合合金铸锭中的气孔和疏松等铸造缺陷。
52.在本发明中,所述固溶处理的温度优选为970~1000℃,更优选为980~990℃;所述固溶处理的保温时间优选为2~4h,更优选为3h;所述固溶处理的冷却方式优选为冷水淬火。在本发明中,固溶处理能够将所添加的合金元素充分固溶进入到铜基体中,形成过饱和固溶体,便于后续时效处理中溶质原子以析出相形式析出。
53.在本发明中,所述固溶处理优选在氩气保护条件下进行;所述固溶处理优选在箱式热处理炉中进行。本发明对所述箱式热处理炉的型号没有特殊的限定,采用本领域技术人员熟知的仪器设备即可。
54.固溶处理完成后,本发明优选采用铣床铣去固溶处理得到的产物表面的氧化膜。
55.在本发明中,所述冷轧优选在室温下进行;所述冷轧的每道次变形量优选为10%;所述冷轧的总变形量优选为90%。本发明通过控制冷轧的每道次变形量和总变形量能够保证铜合金具备一定的位错密度,从而提高铜合金在室温和高温下的性能。
56.本发明提供的制备方法在熔炼过程中无需采用中间合金,直接添加合金元素,能够缩短工艺周期,降低加工成本,再依次进行浇注、均匀化处理、热轧、固溶处理和冷轧,制备的合金在室温下具有良好的力学性能与导电性能,在高温下比其他铜合金系有更优异的强度与延伸率,可用于生产服役环境温度较高的集成电路引线框架,高铁接触线等领域。
57.下面将结合本发明中的实施例,对本发明中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
58.实施例1
59.耐高温铜合金化学成分按质量百分比计为:cr 0.69%,co 0.46%,ti 0.34%和余量的cu;
60.所述耐高温铜合金的制备方法,为以下步骤:
61.(1)将2457.9g电解纯铜(纯度≥99.95%)先进行电解抛光,然后用乙醇在超声波清洗机内清洗电解纯铜,之后在鼓风干燥箱中70℃烘干2h;称量20.52g高纯cr片,13.96g高纯co颗粒,7.56g高纯ti颗粒,分别用干燥的铜箔包裹后真空保存;采用真空中频感应熔炼炉,将电解铜置于干净的石墨坩埚内,并一同放入熔炼炉中,抽真空至3
×
10-3
mpa后,升温至1250℃后保温5min,通过旋转加料斗先加入铜箔包覆的cr片,保温10min;随后同时加入铜箔包覆的co和ti颗粒,保温10min,待降温到1150℃浇注到已在300℃下预热60min的方型钢铸模中,得到浇注件;其中,电解抛光的电流为55a;电解抛光的电解液为磷酸的去离子水溶液;磷酸的去离子水溶液的体积浓度为30%;
62.(2)将所述步骤(1)得到的浇注件置于氩气保护的箱式热处理炉中,在960℃下保温24h进行均匀化处理,之后随炉冷却至室温后开炉取样;然后用铣床铣去表面氧化膜和夹杂物,随后在850℃保温1h进行热轧,每道次轧制3mm,3道次后由40mm轧制到28mm,每道次之间需在加热炉中保温15min,热轧的总变形量为30%;再将热轧得到的合金置于氩气保护的箱式热处理炉中,在990℃下保温3h进行固溶处理,然后迅速用冷水淬火;之后用铣床铣去合金表面的氧化膜将合金铣平至20mm,在室温下将合金从20mm轧制到2mm,每道次压下量为2mm,9道次后得到耐高温铜合金,记为cu-cr-co-ti合金;其中,冷轧的每道次变形量为10%;冷轧的总变形量为90%。
63.将实施例1制备得到的耐高温铜合金分别切取15
×
15mm2样品若干,然后将上述样品机械抛光后,测量显微维氏硬度与电导率,每个样品至少重复测量8次,结果如图1所示。
64.将实施例1制备得到的耐高温铜合金分别切取15
×
15mm2样品若干,分别在400℃、450℃、500℃、550℃、600℃、650℃下进行60min等时时效,然后将上述样品机械抛光后,测量显微维氏硬度与电导率,每个样品至少重复测量8次,结果如图1所示。
65.图1为实施例1制备得到的耐高温铜合金以及在400℃、450℃、500℃、550℃、600℃、650℃下进行60min等时时效后的耐高温铜合金的硬度和电导率曲线。
66.从图1可以看出,耐高温铜合金从室温逐渐加热到650℃过程中,硬度值呈先增加后降低的趋势,电导率迅速升高后逐渐稳定,在500℃时达到硬度峰值196.9hv,此时电导率为63.79%iacs,因而选取500℃进一步进行等温时效。此外,根据gb/t 20252.1-2006标准,通过硬度值计算得出耐高温铜合金的软化温度为600℃(耐高温铜合金未进行时效前确定为起始硬度值,某温度时效60min后硬度降为起始硬度值的80%时,软化温度即可确定)。
67.将实施例1制备得到的耐高温铜合金分别切取15
×
15mm2样品若干,在500℃下分别进行0min、30min、60min、90min、120min、180min、240min等温时效,然后将上述样品机械抛光后,测量显微维氏硬度与电导率,每个样品至少重复测量8次,结果如图2所示。
68.图2为实施例1制备得到的耐高温铜合金在500℃下分别进行0min、30min、60min、90min、120min、180min、240min等温时效后的硬度和电导率曲线。
69.从图2可以看出,当时效180min后,硬度值为187.7hv,电导率为71.14%iacs,抗拉强度从545mpa提升至595mpa,相比于未进行等温时效的铜合金,时效处理后抗拉强度提升9.17%,能够使铜合金获得良好的力学性能与导电性能;同时能够看出最佳时效工艺为500℃、180min。
70.对比例1
71.cu-cr合金化学成分按质量百分比计为:cr 0.69%和余量的cu;
72.所述cu-cr合金的制备方法,为以下步骤:
73.(1)将电解纯铜(纯度≥99.95%)先进行电解抛光,然后用乙醇在超声波清洗机内清洗电解纯铜,之后在鼓风干燥箱中70℃烘干2h;高纯cr片用干燥的铜箔包裹后真空保存;采用真空中频感应熔炼炉,将电解铜置于干净的石墨坩埚内,并一同放入熔炼炉中,抽真空至3
×
10-3
mpa后,升温至1250℃后保温5min,通过旋转加料斗加入铜箔包覆的cr片,保温10min,待降温到1150℃浇注到已在300℃下预热60min的方型钢铸模中,得到浇注件;其中,电解抛光的电流为55a;电解抛光的电解液为磷酸的去离子水溶液;磷酸的去离子水溶液的体积浓度为30%;
74.(2)将所述步骤(1)得到的浇注件置于氩气保护的箱式热处理炉中,在960℃下保温24h进行均匀化处理,之后随炉冷却至室温后开炉取样;然后用铣床铣去表面氧化膜和夹杂物,随后在850℃保温1h进行热轧,每道次轧制3mm,3道次后由40mm轧制到28mm,每道次之间需在加热炉中保温15min,热轧的总变形量为30%;再将热轧得到的合金置于氩气保护的箱式热处理炉中,在990℃下保温3h进行固溶处理,然后迅速用冷水淬火;之后用铣床铣去合金表面的氧化膜将合金铣平至20mm,在室温下将合金从20mm轧制到2mm,每道次压下量为2mm,9道次后得到cu-cr合金;其中,冷轧的每道次变形量为10%;冷轧的总变形量为90%。
75.从实施例1制备得到的耐高温铜合金和对比例1制备得到的cu-cr合金上分别切取拉伸片,在20℃下开展拉伸试验,拉伸速度为2mm/min,搭载接触式引伸计,结果如图3所示。
76.图3为实施例1制备得到的耐高温铜合金和对比例1制备得到的cu-cr合金在20℃下的工程应力-工程应变曲线。
77.从图3可以看出,耐高温铜合金在引入co和ti元素后,强度从430mpa显著提升至545mpa,强度提升26.74%,且合金仍可以保持良好的延展性。
78.从实施例1制备得到的耐高温铜合金和对比例1制备得到的cu-cr合金上分别切取拉伸片,在300℃下开展拉伸试验,拉伸速度为2mm/min,搭载接触式引伸计,结果如图4所示,为精确控制高温拉伸温度,热电偶接触端紧贴拉伸试样标距段,待加热到目标温度后,保温10min后开始进行拉伸试验。
79.图4为实施例1制备得到的耐高温铜合金和对比例1制备得到的cu-cr合金在300℃下的工程应力-工程应变曲线。
80.从图3和图4可以看出,与20℃下拉伸性能相比,300℃下耐高温铜合金和cu-cr合金的强度均有所降低,这是由于高温下合金中层错能升高,位错发生大量交滑移现象,导致位错密度降低,合金加工硬化能力降低,位错滑移所需的阻力减弱,最终导致材料强度降低;300℃下耐高温合金的抗拉强度为410mpa,比cu-cr合金的强度(322mpa)提升27.33%,
高温延伸率由5.36%增加到6.10%。
81.从实施例1制备得到的耐高温铜合金和对比例1制备得到的cu-cr合金上分别切取拉伸片,在400℃下开展拉伸试验,拉伸速度为2mm/min,搭载接触式引伸计,结果如图5所示,为精确控制高温拉伸温度,热电偶接触端紧贴拉伸试样标距段,待加热到目标温度后,保温10min后开始进行拉伸试验。
82.图5为实施例1制备得到的耐高温铜合金和对比例1制备得到的cu-cr合金在400℃下的工程应力-工程应变曲线。
83.从图5可以看出,随温度进一步升高,cu-cr合金发生明显的脆化现象,这是由于400℃下cr原子以析出相的形式从基体内析出,并且在cr原子在高温下容易粗化长大,在拉伸变形过程中较大的第二相颗粒会作为裂纹萌生位置,因而合金的延展性降至4.11%;在耐高温铜合金的拉伸曲线中发现,添加合金元素显著改善了cu-cr的脆化现象,强度从273mpa提升到369mpa,提升35.16%,延伸率可达到7.14%,提升73.72%。
84.从实施例1制备得到的耐高温铜合金和对比例1制备得到的cu-cr合金上分别切取拉伸片,在500℃下开展拉伸试验,拉伸速度为2mm/min,搭载接触式引伸计,结果如图6所示,为精确控制高温拉伸温度,热电偶接触端紧贴拉伸试样标距段,待加热到目标温度后,保温10min后开始进行拉伸试验。
85.图6为实施例1制备得到的耐高温铜合金和对比例1制备得到的cu-cr合金在500℃下的工程应力-工程应变曲线。
86.从图6可以看出,随着温度的升高,铜合金的强度进一步降低,500℃下耐高温铜合金的抗拉强度能达到318mpa,相较于cu-cr合金强度241mpa稳定提升31.95%,延伸率从4.27%大幅提升到11.61%。因此,可以看出在整个加热温度区间内,耐高温铜合金的高温强度与延伸率稳定提升,改善了cu-cr合金的脆化问题。
87.经过上述测试可以看出,实施例1制备得到的耐高温铜合金在经过500℃时效180min后,抗拉强度为595.4mpa,硬度为187.7hv,电导率为71.14%iacs,具备良好的力学性能与导电性能;软化温度为600℃,并且在300~500℃范围内,抗拉强度与延伸率稳定提升,500℃下抗拉强度为318mpa,延伸率为11.61%。
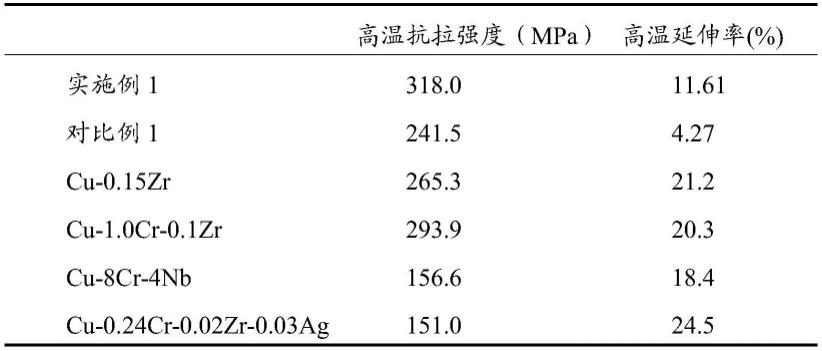
88.将实施例1制备得到的耐高温铜合金和其他铜合金在500℃下进行抗拉强度和延伸率对比,结果如表1所示。
89.表1实施例1制备得到的耐高温铜合金和其他铜合金在500℃下的抗拉强度和延伸率
[0090][0091]
从表1可以看出,实施例1制备得到的铜合金的高温性能稳定提升,改善了cu-cr合金的脆性问题。
[0092]
从以上实施例和对比例可以看出,本发明提供的铜合金在高温下能够获得理想的抗拉强度与延伸率。
[0093]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1