砂芯处理生产线的制作方法
1.本发明涉及铸造技术领域,特别涉及一种铸造生产线。
背景技术:
2.手工制芯、造型目前仍是国内大部分铸造厂的主流生产工艺,但是其效率低、费人工、环境差、自动化程度低等缺点越来越制约着铸造行业的发展,并且随着国内新环保法的出台,先进的制芯、造型生产工艺,以及自动化、智能化程度高的生产设备或生产模式也急需研究并推广应用。
3.一方面,3d打印技术的出现,颠覆了铸造行业砂芯的生产模式及浇注方式;另一方面,随着将吊运设备、微波烘干、涂料站等自动化设备引入铸造生产行业,提升了铸造业的自动化水平。但此模式仅适用于中等批量、小砂芯及小铸件的生产,对于大砂芯(尺寸3m及以上、重量3t及以上)依然存在诸多问题,如翻转作业不安全、效率低,施涂质量差、效率低、需要来回翻转施涂等。
技术实现要素:
4.有鉴于以上大尺寸砂芯转运不安全、转运效率低和大尺寸砂芯施涂难的问题,有必要提出一种砂芯处理生产线,所述砂芯处理生产线实现了砂芯的自动清理、翻转、施涂和烘干。
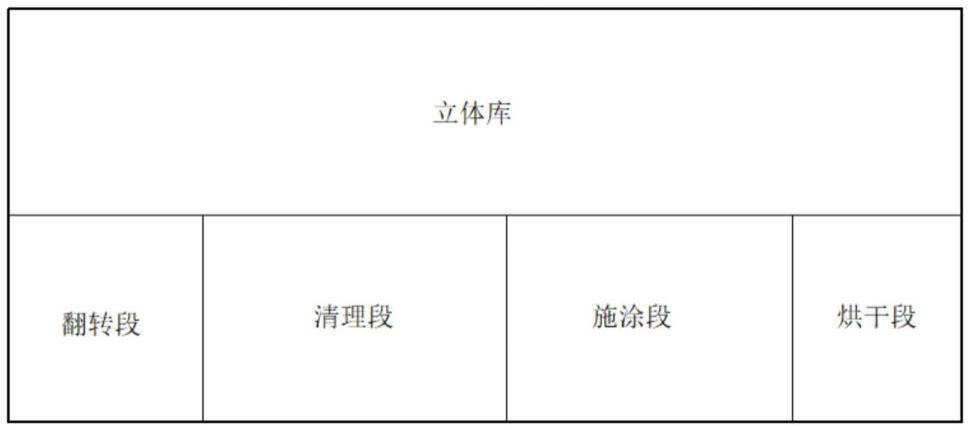
5.一种砂芯处理生产线,包括翻转段、清理段、施涂段和烘干段;所述翻转段内设有翻转机,所述翻转机用以使砂芯翻转一定的角度,并将砂芯放置在转运车上;所述清理段内设有风洗机,所述风洗机用以清理砂芯表面和型腔内的散砂;所述施涂段内设有施涂机,所述施涂机用以给砂芯施涂涂料,如可以是喷涂、刷涂或者流涂等各种方式;所述烘干段内设有烘干房,所述烘干房用以烘干砂芯,如可以是施涂后对砂芯的表干,也可以是砂芯成型后的整体烘干。
6.本发明技术方案的有益效果:本发明依据砂芯清理工艺,针对大型砂芯目前存在的问题,通过改进设备、专用工装、优化工艺等措施,实现了各种砂芯从清理到入库的自动化、流水线作业,便于操作、管理。实现了砂芯从制芯完成后的取出、清砂、施涂到烘干的全线自动化,提升了砂芯处理工序的生产效率和生产质量,避免了人为因素过多造成的生产的不稳定。
附图说明
7.图1是生产线框图;
8.图2是施涂机结构示意图;
9.其中,1-立柱;2-夹具;3-运动导轨;4-施涂板;5-涂料罐。
具体实施方式
10.为了更清楚地说明本发明的技术方案,结合附图对发明内容的技术方案进行详细说明,显而易见地,以下描述是本发明的一些典型实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些实施例获得其他的解决方案。
11.现以3d打印制芯工艺为例,详细阐述3d打印砂芯的后处理。具体地,在本实施方式中,采用有箱打印的方式打印铸造用砂芯。
12.一种砂芯处理生产线,基于采用3d打印设备生产的砂芯,包括翻转段、清理段、施涂段和烘干段;所述翻转段主要用以将砂芯从工作箱中取出,并进行合理的翻转,所述翻转段内设有翻转机,所述翻转机用以使砂芯翻转一定的角度,并将砂芯放置在转运车上;所述清理段内设有风洗机,所述风洗机用以清理砂芯表面和型腔内的散砂;所述施涂段内设有施涂机,所述施涂机用以给砂芯施涂涂料,如可以是喷涂、刷涂或者流涂等各种方式;所述烘干段内设有烘干房,所述烘干房用以烘干砂芯,如可以是采用加热烘干的方式,也可以是采用微波烘干,也可以是红外线烘干等各种方式。
13.作为本实施例的一种实现方式,所述翻转段包括清砂站、吊运设备、输送辊道、翻转机、转运车;所述清砂站为与3d打印设备的工作箱相互配套的顶升落砂装置,当一箱砂芯打印完毕后,所述工作箱行进到所述顶升落砂装置上方,通过向上推动工作箱的底板的方式,将砂芯取出的同时,包围在砂芯周围的散砂自动下来到所述顶升落砂装置下方的砂回收斗中;所述吊运设备用以将从工作箱中取出的尚置于所述工作箱底板上的砂芯转移到所述输送辊道上;所述输送辊道用以砂芯的存放和对接;所述翻转机和所述转运车用以将砂芯转移到下一个需要的工序中,具体地,当砂芯的打印方向不能直接用以转运时,需要采用翻转机将砂芯的支撑面翻转到朝向所述转运车的方向,从而保证砂芯的转运过程中的稳定性、质量安全等。所述翻转段实现了打印完毕的砂芯的自动取出和自动流转到下一工序的目的,实现了砂芯取出的自动化。在本实施方式中,所述吊运设备可以是桁架机器人、行车或者悬臂吊等。
14.作为本实施例的另一种实现方式,所述翻转段还包括固化房,所述固化房用以将所述3d打印设备打印的砂芯进行固化,是砂芯固化成型并达到一定的强度。所述固化房内设有微波烘干设备,采用可以穿透打印机工作箱和砂芯表层的波源对砂芯进行固化烘干,使得砂芯的层间和层内能够很好的粘结,形成具有足够强度、可供铸造的砂芯。也即,吊运设备将行进出所述3d打印设备的工作箱整体转移到所述转运车上,由所述转运车将待固化的带有工作箱的砂芯送入固化房,对砂芯进行固化;固化接收后的带有工作箱的砂芯再次被运送到所述清砂站。具体地,所述固化房可以采用电加热的方式对设置在工作箱内的砂芯进行加热固化,以提高砂芯的强度和硬度。
15.作为本实施例的一种实现方式,所述清理段用以清理砂芯表面或者型腔内的砂芯,以实现砂芯表面和型腔表面的光洁,不会影响后期铸件的表面质量。所述风洗机包括自动风洗机和手动风洗机,所述自动风洗机可以为设置在所述清理段内的风刀,所述风刀悬挂在所述清理段内,当砂芯进入所述清理段后,所述风刀针对待清理的砂芯从上到下、从左至右进行吹洗,从而实现对砂芯表面和较大型腔内散砂的清理;之后采用手动风洗机对较小型腔的内部进行清理,所述手动风洗机可以为高压风枪,通过将所述高压风枪的枪头伸入所述较小型腔的方式,吹洗所述较小型腔内壁上的散砂。通过彻底的清理砂芯表面和型
腔内壁上的散砂,避免了浇铸时铸件表面可能出现的粘砂、表面粗糙等缺陷。
16.作为本实施例的一种实现方式,所述施涂段用以对来自清理段的被清理干净的砂芯进行施涂,以提升砂芯对抗高温金属液的能力,也即在砂芯接触金属液的表面上施涂耐高温涂料。所述施涂机包括立柱1、夹具2、运动导轨3和施涂板4;两段所述运动导轨3设置在地面上,两个相对设置的立柱1设置处于同一直线上的两段所述运动导轨3上,两个所述立柱1可以沿两段所述运动导轨3 运动,从而改变两个所述立柱1之间的距离,从而适应不同大小砂芯的夹持;两个所述夹具2分别设置在两个所述立柱1上,也即每个立柱1上均设有一个所述夹具2,所述夹具2设有横向卡爪和竖向卡爪,所述横向卡爪在水平方向上可以伸缩,所述竖向卡爪可以在竖直方向上伸缩,也即所述夹具2可以夹持空间可以放大或者缩小,从而实现不同大小的砂芯的夹持;同时所述夹具2可以在立柱1所在的竖直面内旋转,以方便施涂砂芯的不同部位;所述施涂板4设置在所述立柱1的上方,所述施涂板4为带有镂空结构的平板结构。所示施涂机可以实现流图和喷涂两种方式。更优地,为了适应两个所述立柱1相对或者相向运动,所述施涂板4与两个所述立柱1间滑动连接。
17.作为本实施例的另一种实现方式,所述施涂机还包括涂料罐5,所述涂料罐 5通过管道搭接在所述施涂板4上,涂料通过所述施涂板4的镂空结构对被夹持的砂芯进行施涂。所述夹具2不断旋转被夹持的砂芯,实现对砂芯各个方位的施涂。具体地,在本实施方式中,所述施涂机为流图方式,所述施涂板4的镂空结构为若干带有通孔的凹槽,涂料通过与所述涂料罐5相连的管道进入所述凹槽中,通过所述凹槽中的通孔流入两个所述立柱1组成的砂芯的容纳空间,对砂芯进行流图,所述夹具2旋转待施涂的砂芯,实现对砂芯的全方位流图。又如,可以通过将具有一定压力的涂料通过所述施涂板4喷射入两个所述立柱1 组成的容纳空间中,实现对砂芯的喷涂。
18.作为本实施例的另一种实现方式,在两个所述立柱周围设置围壁,所述围壁可以防止涂料在施涂过程中的飞溅,改善了施涂段的环境,降低了涂料对环境的污染。
19.作为本实施例的另一种实现方式,在所述围壁下方还设有锥形结构的涂料收集池,用以收集施涂过程中未被砂芯吸收的涂料。更优地,可以在所述涂料收集池的出口处设置过滤网,经过过滤合格的涂料,可以再次循环回到所述涂料罐5中,实现涂料的循环利用。
20.作为本实施例的一种实现方式,所述烘干段用以烘干经过施涂后的砂芯,也即对砂芯进行表面烘干,或者说对砂芯表面的涂料进行烘干。所述烘干房用以烘干砂芯,可以是采用加热烘干的方式,也可以是采用微波烘干,也可以是采用红外线烘干方式等。如,可以采用天然气加热的方式将加热后的高温空气送入所述烘干房内,对置于所述烘干房内的砂芯进行表面烘干。
21.作为本实施例的另一种实现方式,所述砂芯处理生产线还包括立体库,所述立体库用以放置或者存储经过清理、施涂和烘干后待型芯装配的砂芯;所述立体库包括若干库位、码垛机、辊道、转运车等,由所述转运车将来自烘干段的烘干后的砂芯转运到所述码垛机上,由所述码垛机将砂芯摆放在相应的位置处。
22.作为本实施例的另一种实现方式,在所述砂芯处理生产的各个区段中均设有所述转运车,所述转运车不仅在相应的区段内进行砂芯的转运,也用以在各个区段间传送砂芯。例如,清理段中的转运车可以将清理干净的砂芯转运到清理段与施涂段的交界处,并将砂芯交接给施涂段中的转运车,从而实现区段间砂芯的交接和工序间砂芯的转移。
23.以上实施例仅是对本发明技术方案的一种典型应用的描述,在合理的、不需要付出创造性劳动的基础上,还可以进行合理的拓展。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1