一种半球形工件高均匀性镀膜装置及方法与流程
1.本发明涉及异形工件镀膜领域,具体涉及一种半球形工件高均匀性镀膜装置及方法。
背景技术:
2.半球谐振陀螺(hrg)被广泛应用于航空航天等战略性武器装备中,是当前高价值卫星和其他航天器的首选传感器。半球谐振陀螺是一种没有高速转子和活动支承的陀螺仪,它是利用径向驻波振动的半球形工件旋转产生的哥氏效应引起振型的移动来实现角度或转速测量的。这种陀螺工作的前提是半球形工件以一定的频率做持续振动,具有稳定性好、寿命长、可靠性高、抗核辐射、耐高冲击振动、起动时间短等突出优点,被惯性技术界认为是一种在21世纪先进的捷联惯导系统中最理想的元件。
3.如图1所示,半球谐振陀螺的核心部件包括半球形工件、检测基座和激励罩,将这三个核心部件精密焊接装配到一起后,密封到容器中,并将容器抽真空,即可形成一个独立的角速度传感器或角度传感器。其中半球形工件由具有高品质因数石英玻璃经过超精密加工制成,且其表面要求进行金属化镀膜处理,使振动信号转换为电信号传导到运算电路中。
4.常规的金属化镀膜工艺均应用于平面基片,可以直接通过大尺寸靶枪或调整靶枪角度使基片保持在镀膜均匀区内,从而实现平面基片的高均匀性镀膜,但是对于半球形工件,由于其特殊的半球形结构,包括大曲率以及镀膜面有支撑杆阻挡等因素,使得常规的镀膜方法无法满足在半球形工件表面镀制均匀性较高的金属薄膜,且常规的镀膜方法其表面均匀性往往在30~90%之间,难以满足半球谐振陀螺中半球形工件的镀膜要求。
技术实现要素:
5.针对现有技术所存在的技术问题,本发明提供了一种半球形工件高均匀性镀膜装置,该装置至少包括工件盘,所述工件盘用于固定半球形工件,且能够旋转保证半球形工件横向镀膜均匀性;磁控靶枪,所述磁控靶枪用于向半球形工件镀膜,且所述磁控靶枪的角度可调节;控制系统,所述控制系统驱动工作盘和磁控靶枪按照预设的程序工作。
6.本发明所提供的半球形工件高均匀性镀膜装置,采用在镀膜过程中驱动镀膜机靶枪的方式,使磁控靶枪在镀膜过程中按照预设的程序调整倾斜角度,进而提高了半球形工件表面镀膜的均匀性。
7.作为一种优选的实施方式,所述工件盘的下方设置有负偏压系统,所述负偏压系统用于对半球形工件进行镀膜前的偏压清洗。
8.作为一种优选的实施方式,所述工件盘、磁控靶枪均位于真空系统中。
9.作为一种优选的实施方式,磁控靶枪环形阵列设置有多个,且多个磁控靶枪的中心位于半球形工件的中心轴上。
10.本发明还提供了一种半球形工件高均匀性镀膜方法,至少包括以下步骤:
11.制备待镀膜的半球形工件的测试工装,将所述测试工装置于权利要求1~3任一项
所述的镀膜装置中,调整磁控靶枪的倾斜角度,在不同的倾斜角度下进行镀膜至预设厚度;
12.测量并计算不同倾斜角度下同一高度处多个位点的镀膜厚度的平均值;
13.根据不同高度各个位点的镀膜厚度相同计算不同倾斜角度下镀膜时间在整个镀膜过程中所占比例;
14.根据磁控靶枪垂直喷镀至预设厚度所需要的时间计算出各倾斜角度下的喷镀时间,在其他条件不变的情况下,按照计算出的不同倾斜角度下的镀膜时间对半球形工件进行镀膜即可。
15.作为一种优选的实施方式,测量不同位点镀膜厚度的方法为:在测试工装上设置样片转载孔,将圆形石英片安装在样片装载孔中,镀膜完成后,取下样片转载孔中的圆形石英片,测量其上的厚度即得。
16.作为一种优选的实施方式,所述圆形石英片上粘贴一半胶带,镀膜完成后,撕下胶带,圆形石英片上形成金属膜台阶,测量台阶高度即为镀膜厚度。
17.作为一种优选的实施方式,根据不同高度各个位点的镀膜厚度相同计算不同倾斜角度下镀膜时间在整个镀膜过程中所占比例的方法为:根据如下方程式计算求解出xa、xb、xc......xm即得,所述方程式如下
18.xah
a-1
+xbh
b-1
+xch
c-1
+.....+x
mhm-1
=xah
a-2
+xbh
b-2
+xch
c-2
+....+x
mhm-2
,
19.xah
a-1
+xbh
b-1
+xch
c-1
+.....+x
mhm-1
=xah
a-3
+xbh
b-3
+xch
c-3
+....+x
mhm-3
,
20.......
21.xah
a-1
+xbh
b-1
+xch
c-1
+.....+x
mhm-1
=xah
a-n
+xbh
b-n
+xch
c-n
+....+x
mhm-n
,
22.xa+xb+xc+......+xm=1
23.其中,a、b、c......m为镀膜时的倾斜角度;1、2、3、4......n代表n个位点高度;x为某一倾斜角度下镀膜时间在整个镀膜过程中所占比例;h为不同倾斜角度下不同高度位点的镀膜厚度平均值。
24.作为一种优选的实施方式,所述测试工装上还设置有装夹杆,所述装夹杆位于半球形测试工装的中心处,用于垂直安装固定测试工装。
25.本发明还提供了上述装置及方法在半球谐振陀螺镀膜中的应用。
26.本发明创新性的采用在镀膜过程中驱动镀膜机靶枪的方式,使靶枪在镀膜过程中调整倾斜角度,进而提高半球形工件表面镀膜均匀性;另外通过一种半球形镀膜均匀性测试工装,完成对多个不同倾斜角度下靶枪镀膜厚度和均匀性标定,从而确定不同倾斜角度下靶枪对半球形工件各点的镀膜厚度,进而计算靶枪在整个半球形工件镀膜过程中各个角度下的时间占比,达到大幅度优化半球形工件镀膜均匀性的目的。该种方法经实测,半球形工件镀膜均匀性优于
±
2%。
附图说明
27.图1为背景技术中所述的半球陀螺核心组成部件的结构示意图;
28.图2为本发明实施例1提供的半球形工件高均匀性镀膜装置的结构示意图;
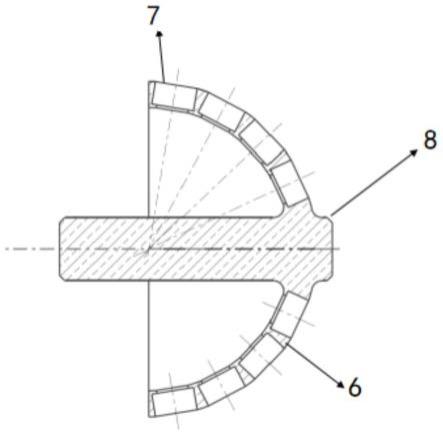
29.图3为本发明实施例2提供的半球形工件测试工装的结构示意图;
30.图4为本发明实施例2提供的半球形工件高均匀性镀膜方法流程图。
31.图中:
32.1工件盘、2磁控靶枪、3负偏压系统、4真空腔室、5控制系统、6半球形衬底、7样片装载孔、8装夹杆。
具体实施方式
33.下面结合具体实施例对本发明作进一步的详细说明,以使本领域的技术人员更加清楚地理解本发明。
34.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术。
35.可以理解,空间关系术语例如“在...下”、“在...下面”、“下面的”、“在...之下”、“在...之上”、“上面的”等,在这里可以用于描述图中所示的一个元件或特征与其它元件或特征的关系。应当明白,除了图中所示的取向以外,空间关系术语还包括使用和操作中的器件的不同取向。例如,如果附图中的器件翻转,描述为“在其它元件下面”或“在其之下”或“在其下”元件或特征将取向为在其它元件或特征“上”。因此,示例性术语“在...下面”和“在...下”可包括上和下两个取向。
36.需要说明的是,当一个元件被认为是“连接”另一个元件时,它可以是直接连接到另一个元件,或者通过居中元件连接另一个元件。以下实施例中的“连接”,如果被连接的电路、模块、单元等相互之间具有电信号或数据的传递,则应理解为“电连接”、“通信连接”等。
37.在此使用时,单数形式的“一”、“一个”和“所述/该”也可以包括复数形式,除非上下文清楚指出另外的方式。还应当理解的是,术语“包括/包含”或“具有”等指定所陈述的特征、整体、步骤、操作、组件、部分或它们的组合的存在,但是不排除存在或添加一个或更多个其他特征、整体、步骤、操作、组件、部分或它们的组合的可能性。
38.实施例1
39.本实施例提供一种半球形工件高均匀性镀膜装置,如图2所示,至少包括工件盘1,工件盘1用于固定半球形工件,且能够旋转保证半球形工件横向镀膜均匀性;磁控靶枪2,磁控靶枪用于向半球形工件镀膜,且磁控靶枪的角度可调节;控制系统5,所述控制系统驱动工作盘和磁控靶枪按照预设的程序工作。
40.本发明所提供的半球形工件高均匀性镀膜装置,采用在镀膜过程中驱动镀膜机靶枪的方式,使磁控靶枪2在镀膜过程中按照预设的程序调整倾斜角度,进而提高了半球形工件表面镀膜的均匀性。
41.本实施例中,该装置还包括一负偏压系统3,负偏压系统3设置在工件盘1下方,用于对半球形工件进行镀膜前的偏压清洗,并且提高半球形工件表面活性增加粘结层和石英基底的附着力。
42.在实际工作时,工作盘1、磁控靶枪2以及负偏压系统3均布置在真空腔室内,由真空系统保证真空腔室内部真空度。
43.示例性的,磁控靶枪2环形阵列设置有多个,多个磁控靶枪的中心位于半球形工件的中心轴上。
44.工作时,半球形工件可通过金属夹具连接固定在工件盘1上,工件盘1可在控制系统5的的控制下按照预设的速度高速旋转保证半球形工件横向镀膜的均匀性。可以理解的
是,半球形工件需固定在工件盘1中心,中心偏差要求小于0.1~1mm。
45.磁控靶枪2可对称设置两个,其溅射靶材使金属靶材分子镀制到半球形工件表面上,由于半球形工件与惰性金属的结合力较差,需要在半球形工件表面先镀制一层粘结层,然后再在粘结层之上镀制保护层。磁控靶枪2可由外界真空电机通过机械传动方式控制倾斜角度,进而在半球形工件镀膜过程中实现磁控靶枪的角度控制,达到优化半球形镀膜均匀性的目的,一般的,倾斜范围包括但不限于0~45℃。
46.实施例2
47.本实施例提供一种半球形工件高均匀性镀膜方法,该方法是先通过一种半球形镀膜均匀测试工装,完成对多个不同倾斜角度下磁控靶枪镀膜厚度和均匀性的标定,从而确定不同倾斜角度下靶枪对半球形工件各点的镀膜厚度,进而计算磁控靶枪在整个半球形工件镀膜过程中各个角度下的时间占比,从而达到大幅度优化半球形工件镀膜均匀性的目的,该方法经过实测,半球形工件镀膜均匀性优于
±
2%。详细步骤如下:
48.s1,制备待镀膜的半球形工件的测试工装,然后将该工装置于实施例1中的镀膜装置中,调整磁控靶枪的倾斜角度,在不同的倾斜角度下进行镀膜至预设厚度;
49.可以理解的是,测试工装的半球形衬底6与待镀膜的半球形工件的尺寸相同,材料可为不锈钢、铝合金等廉价材料,半球形工件一般为直径在10~100mm之间的半球形。
50.s2,测量并计算不同倾斜角度下同一高度处多个位点的镀膜厚度的平均值;
51.该步骤中,同一高度处的多个位点指的是位于半球形工件上同一纬度、不同经度的位点,即在半球形工件同一纬度上取多个点进行镀膜厚度的测量,之后计算其平均值。具体的方法如下:
52.测试工装上设置有样片装载孔7,将圆形石英片安装在样片装载孔中,镀膜完成后,取下样片装载孔中的圆形石英片,测量其上的厚度即可。样片装载孔的尺寸为直径1~10mm,与半球形衬底尺寸相关联。
53.为了更好的模拟实际镀膜过程及更方便的测量,圆形石英片上粘贴一半胶带,镀膜完成后,撕下胶带,圆形石英片上形成了金属膜台阶,测量台阶高度即为镀膜厚度。
54.为了方便安装固定测试工装,测试工装上还设置有装夹杆8,装夹杆8位于半球形测试工装的中心处,用于垂直安装固定测试工装,其可以通过螺纹孔连接或者直接铣磨成型。装夹杆可为直径为5~10mm,长度为10~100mm的圆柱形结构,与半球形衬底的尺寸相关联。
55.s3,根据不同高度各个位点的镀膜厚度相同计算不同倾斜角度下镀膜时间在整个镀膜过程中所占的比例。
56.该步骤中,不同高度各个位点的镀膜厚度相同指的是不同维度处的各个位点的镀膜厚度相同。
57.通过测量磁控靶枪2倾斜角度不同的情况下,在半球形镀膜均匀性测试工装上不同点位的镀膜厚度分布,通过计算厚度最大点和厚度最小点的比例,平衡不同倾斜角度在半球形工件镀膜过程中的时间。具体为根据如下方程式计算求解出xa、xb、xc......xm即得,所述方程式如下:
58.xah
a-1
+xbh
b-1
+xch
c-1
+.....+x
mhm-1
=xah
a-2
+xbh
b-2
+xch
c-2
+....+x
mhm-2
,
59.xah
a-1
+xbh
b-1
+xch
c-1
+.....+x
mhm-1
=xah
a-3
+xbh
b-3
+xch
c-3
+....+x
mhm-3
,
60.......
61.xah
a-1
+xbh
b-1
+xch
c-1
+.....+x
mhm-1
=xah
a-n
+xbh
b-n
+xch
c-n
+....+x
mhm-n
,
62.xa+xb+xc+......+xm=1
63.其中,a、b、c......m为镀膜时的倾斜角度;1、2、3、4......n代表n个位点高度;x为某一倾斜角度下镀膜时间在整个镀膜过程中所占比例;h为不同倾斜角度下不同高度位点的镀膜厚度平均值。
64.进一步举例解释如下:h
a-1
、h
b-1
、h
c-1
、......h
m-1
为不同倾斜角度下第一个高度处的镀膜厚度的平均值;h
a-2
、h
b-2
、h
c-2
、......h
m-2
为不同倾斜角度下第二个高度处的镀膜厚度的平均值;h
a-3
、h
b-3
、h
c-3
、......h
m-3
为不同倾斜角度下第三个高度处的镀膜厚度的平均值;h
a-4
、h
b-4
、h
c-4
、......h
m-4
为不同倾斜角度下第四个高度处的镀膜厚度的平均值.......
65.s4,根据磁控靶枪垂直喷镀至预设厚度所需要的时间计算出各倾斜角度下的喷镀时间,在其他条件不变的情况下,按照计算出的不同倾斜角度下的镀膜时间对半球形工件进行镀膜即可。
66.实施例3
67.本实施例提供一种半球形工件高均匀性镀膜的方法,,如图4所示,具体如下:
68.第一步,在半球形镀膜均匀性测试工装的样片装载孔中安装圆形石英片,圆形石英片上粘贴一半胶带,将半球形镀膜均匀测试工装放入实施例1中所述的镀膜装置的真空腔室内,设定磁控靶枪倾斜角度为0
°
,对半球形镀膜均匀性测试工装进行镀膜,设定镀制金属膜厚度为500mm。
69.第二步,从真空腔室内取出半球形镀膜均匀性测试工装,取下样片装载孔中的圆形石英石,撕下圆形石英片上的胶带,形成金属台阶膜,使用台阶仪测量台阶高度即可获得圆形石英片上的金属膜厚度。
70.第三步,记录同高度下四个圆形石英片上金属膜厚度的平均值,分别记录为h
0-1
、h
0-2
、h
0-3
、h
0-4
,其中0代表磁控靶枪倾斜角度为0
°
,1、2、2、3代表半球形镀膜均匀性测试工装不同高度下的镀膜厚度均值。
71.第四步,依照第一步和第三步的方法分别测量处磁控靶枪倾斜角度为10
°
、20
°
、30
°
、40
°
的情况下,半球形镀膜均匀测试工装不同高度下的镀膜厚度均值,记录为h
10-1
、h
10-2
、h
10-3
、h
10-4
、h
20-1
、h
20-2
、h
20-3
、h
20-4
、h
30-1
、h
30-2
、h
30-3
、h
30-4
、h
40-1
、h
40-2
、h
40-3
、h
40-4
。
72.第五步,计算磁控靶枪各倾斜角度下所占整体时间的比值,计算公式如下:
73.x0h
0-1
+x
10h10-1
+x
20h20-1
+x
30h30-1
+x
40h40-1
=x0h
0-2
+x
10h10-2
+x
20h20-2
+x
30h30-2
+x
40h40-2
74.x0h
0-1
+x
10h10-1
+x
20h20-1
+x
30h30-1
+x
40h40-1
=x0h
0-3
+x
10h10-3
+x
20h20-3
+x
30h30-3
+x
40h40-3
75.x0h
0-1
+x
10h10-1
+x
20h20-1
+x
30h30-1
+x
40h40-1
=x0h
0-4
+x
10h10-4
+x
20h20-4
+x
30h30-4
+x
40h40-4
76.x0+x
10
+x
20
+x
30
+x
40
=1
77.其中,x0、x
10
、x
20
、x
30
、x
40
分别为靶枪倾斜角度在0
°
、10
°
、20
°
、30
°
、40
°
的情况下在半球形工件镀膜过程中所占的时间比例。
78.求解出x0、x
10
、x
20
、x
30
、x
40
就可以计算出合适的倾斜角度以及在半球形工件镀膜过程中所占的时间比例。
79.第六步,根据磁控靶枪垂直喷镀至预设厚度所需要的时间计算出各倾斜角度下的喷镀时间,在其他条件不变的情况下,按照计算出的不同倾斜角度下的镀膜时间对半球形
工件进行镀膜即可。
80.本实施例中所举的磁控靶枪的倾斜角度在0
°
、10
°
、20
°
、30
°
、40
°
的情况仅为一种采样可能,也可以尝试采用其他的倾斜角度组合对各角度下的镀膜速率进行标定,进而在后续的半球形工件的镀膜过程中通过真空电机驱动磁控靶枪倾斜角度变化,以此即可获得镀膜均匀性优于
±
2%的镀膜后的半球形工件。
81.在此有必要指出的是,以上实施例仅限于对本发明的技术方案做进一步的阐述和说明,并不是对本发明的技术方案的进一步的限制,本发明的方法仅为较佳的实施方案,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1