整流罩毛坯的加工装置及加工工艺的制作方法
1.本发明属于光学加工领域,具体涉及一种整流罩毛坯的加工装置及加工工艺。
背景技术:
2.红外成像和红外制导等光学系统在现代化的战场上显得越发的重要,整流罩是比较关键的部件,整流罩材料需要在红外区域透明,还需要坚硬、耐用,能高度抵抗环境应力侵蚀以及快速加速和减速时的热冲击,并且最大限度的传递来自目标的辐射。硒化锌材料、硫化锌材料光学性能较高、环境适应性强,易于加工,为较好的整流罩制作材料。
3.现有技术中一般通过化学气相沉积形成硒化锌或硫化锌球罩毛坯,球罩毛坯包括相连的球面体和位于球罩外侧且向外延伸的平板,成帽子形状,需要将多余平板切掉。
4.在生产过程中,常采用传统线切割的方式直接将球罩的半球形切出,由上往下直接切除帽沿,该方式存在以下缺点:(1)容易产生球罩内裂,使原料利用率降低;(2)原料成本高,内裂导致成本增加。
技术实现要素:
5.针对现有技术中存在的上述问题,本发明的目的之一在于提供一种整流罩加工装置。
6.本发明的目的之二在于提供一种整流罩加工工艺。
7.为实现上述目的,本发明解决其技术问题所采用的技术方案是:一种整流罩毛坯的加工装置,所述整流罩毛坯包括相连的球面体和平板,所述加工装置包括:加工平台;球罩吸附工装,所述球罩吸附工装的底部固定在加工平台上,球罩吸附工装的上表面内凹形成对切割部位进行限位的环形平台和位于环形平台下方的可容纳球面体的球面吸附面,球罩吸附工装的内部设置吸附通道,所述吸附通道的一端贯穿球面吸附面形成吸气口,吸附通道另一端连接外部吸气管道;所述球面吸附面上设有环形的密封槽,所述密封槽内镶嵌密封圈,所述密封圈凸出球面吸附面;平板固定组件,所述平板固定组件一端固定在加工平台上,另一端对整流罩毛坯的平板进行固定;砂轮组件,所述砂轮组件用于对整流罩毛坯进行加工。
8.优选地,所述球面体置于球面吸附面时,球面吸附面与球面体之间留有缝隙,所述密封圈与球面体之间贴合密封。
9.优选地,所述加工平台为cnc平台,所述cnc平台上设置多条平行设置的t型槽和可滑动设置在t型槽内的t型固定块,所述t型固定块的顶部设置螺丝孔。
10.进一步优选地,所述球罩吸附工装设置底座,所述底座上设置u型槽和固定螺丝一,所述固定螺丝穿过u型槽、与螺丝孔螺纹固定。
11.进一步优选地,所述平板固定组件包括l型夹具、上稳定夹块和下稳定夹块,所述l型夹具的底部固定在加工平台上,所述l型夹具的侧端设置竖直方向的滑道,所述上稳定夹块、下稳定夹块可滑动设置在滑道内;所述上稳定夹块和下稳定夹块相互平行设置;所述滑道上还设置对上稳定夹块、下稳定夹块的位置进行固定的限位件。
12.进一步优选地,所述滑道为贯穿l型夹具侧端的通槽,所述上稳定夹块和下稳定夹块均为矩形方块,所述矩形方块的侧端设置螺纹孔,所述限位件为可穿过通槽并与螺纹孔相适配的限位螺栓。
13.进一步优选地,所述l型夹具的底部与加工平台螺栓固定。
14.进一步优选地,所述上稳定夹块和下稳定夹块设置上下贯穿的定位螺纹孔和设置在定位螺纹孔内的定位螺栓。
15.优选地,所述砂轮组件包括基体和可拆卸固定在基体上的砂轮。
16.本发明还公开了一种整流罩毛坯的加工工艺,使用上述所述的加工装置,包括以下步骤:(1)将球罩吸附工装、平板固定组件安装在加工平台上,将密封圈安装至球罩吸附工装的密封槽内;(2)将整流罩毛坯的球面体部分安装在球罩吸附工装的球面吸附面,使用平板固定组件对整流罩毛坯的平板部分进行固定;然后将吸气管接入球罩吸附工装的吸气孔,气体抽出形成负压,在外部大气压的作用下工件被压紧;(3)确定整流罩毛坯的中心位置,开启砂轮组件,使砂轮在整流罩毛坯的正上方向下旋转移动,进行切割,直到切出球罩,此时砂轮位于环形平台上方;(4)松开平板固定组件,将平板取出,然后关闭吸气或进行吹气使球面吸附面内部气压大于等于外部大气压,将球罩取下,切割完成。
17.本发明所产生的有益效果为:(1)本发明的加工装置设置对球面体进行真空吸附的球罩吸附工装、对平板进行固定的平板固定组件,真空吸附方式装夹不存在对整流罩表面的夹持力,避免了整流罩在加工过程中的破坏风险,同时对平板进行固定后,开始加工操作,提升加工精度、成功率、作业效率,节约成本,提高原料利用率,增加产量。
18.(2)本发明的加工装置可拆卸安装在机床主轴上,方便安装其他工装,且可以同时适配弹性夹具、真空吸附夹具和粘接夹具。
附图说明
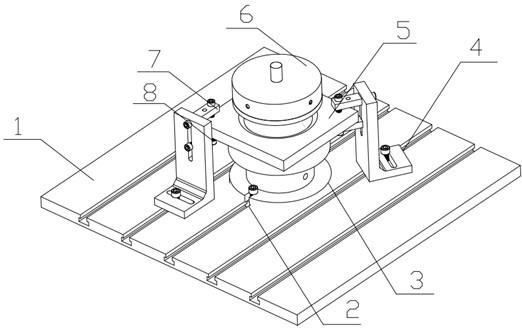
19.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:图1为实施例1中整流罩毛坯的加工装置的结构示意图;图2为实施例1中cnc平台的结构示意图;图3为实施例1中t型固定块的结构示意图;图4为实施例1中球罩吸附工装的结构示意图;图5为实施例1中l型夹具的结构示意图;图6为实施例1中整流罩毛坯的结构示意图;
图7为实施例1中砂轮组件的结构示意图;图8为实施例1中上部稳定块的结构示意图;图9为实施例1中下部稳定块的结构示意图;图10为实施例1中密封圈的结构示意图;其中:1—加工平台、101—t型槽、2—t型固定块、201—螺丝孔、3—球罩吸附工装、301—u型槽、302—吸附通道、303—密封槽、304—平台、4—l型夹具、401—卡槽、402—滑道、5—整流罩毛坯、501—球面体、502—平板、6—砂轮组件、601—砂轮、602—基体、7—上稳定夹块、701—上限位螺纹孔、702—上定位螺纹孔、8—下稳定夹块、801—下限位螺纹孔、802—下定位螺纹孔、9—密封圈。
具体实施方式
20.为了便于理解本发明,下文将结合说明书附图和较佳的实施例对本发明作更全面、细致地描述,但本发明的保护范围并不限于以下具体的实施例。
21.除非另有定义,下文中所使用的所有专业术语与本领域技术人员通常理解的含义相同。本文中所使用的专业术语只是为了描述具体实施例的目的,并不旨在限制本发明的保护范围。
22.除非另有特别说明,本发明中用到的各种原材料、试剂、仪器和设备等均可通过市场购买得到或者可通过现有方法制备得到。
23.实施例1参见图1~10,本实施例公开了一种整流罩毛坯的加工装置,整流罩毛坯5包括相连的球面体501和平板502,加工装置包括:加工平台1;加工平台1为cnc平台,cnc平台上设置多条平行设置的t型槽101和可滑动设置在t型槽101内的t型固定块2,t型固定块2的顶部设置螺丝孔201。
24.球罩吸附工装3,球罩吸附工装3设置底座,底座上设置u型槽301和固定螺丝一,固定螺丝穿过u型槽301、与t型固定块2的螺丝孔201螺纹固定,将球罩吸附工装3的底部固定在加工平台1上,球罩吸附工装3的上表面内凹形成对切割部位进行限位的环形平台304和位于环形平台304下方的可容纳球面体的球面吸附面,球罩吸附工装3的内部设置吸附通道302,吸附通道302的一端贯穿球面吸附面形成吸气口,吸附通道302另一端连接外部吸气管道;球面吸附面上设有环形的密封槽303,密封槽303内镶嵌密封圈9,密封圈9凸出球面吸附面;当球面体501置于球面吸附面时,球面吸附面与球面体501之间留有缝隙,所述密封圈9与球面体501之间贴合密封。
25.平板固定组件,平板固定组件一端固定在加工平台1上,另一端对整流罩毛坯5的平板502进行固定;平板固定组件包括l型夹具4、上稳定夹块7和下稳定夹块8,l型夹具4的底部设置与加工平台1的t型固定块2螺栓固定的卡槽401,l型夹具4的侧端设置竖直方向的滑道402,滑道402为贯穿l型夹具4侧端的通槽;上稳定夹块7、下稳定夹块8可滑动设置在滑道402内;上稳定夹块7和下稳定夹块8相互平行设置;滑道402上还设置对上稳定夹块7、下稳定夹块8的位置进行固定的限位件。上稳定夹块7和下稳定夹8块均为矩形方块,上稳定夹块7和下稳定夹8的侧端分别设置上限位螺纹孔701和下限位螺纹孔801,限位件为可穿过通槽并与上限位螺纹孔701或下限位螺纹孔801相适配的限位螺栓。上稳定夹块7和下稳定夹
块8分别设置上下贯穿的上定位螺纹孔702、下定位螺纹孔802,上定位螺纹孔702、下定位螺纹孔802均设置与其相适配的定位螺栓。
26.砂轮组件6,砂轮组件6用于对整流罩毛坯5进行加工。砂轮组件6包括基体602和可拆卸固定在基体602上的砂轮601。
27.本实施例还公开了使用上述加工装置的整流罩毛坯的加工工艺,包括以下步骤:(1)将球罩吸附工装、平板固定组件安装在加工平台上,将密封圈安装至球罩吸附工装的密封槽内;(2)将整流罩毛坯的球面体部分安装在球罩吸附工装的球面吸附面,使用平板固定组件对整流罩毛坯的平板部分进行固定;然后将吸气管接入球罩吸附工装的吸气孔,气体抽出形成负压,在外部大气压的作用下球罩吸附工装的球面吸附面被压紧;(3)确定整流罩毛坯的中心位置,开启砂轮组件,使砂轮在整流罩毛坯的正上方向下旋转移动,进行切割,直到切出球罩,此时砂轮位于环形平台上方;(4)松开平板固定组件,将平板取出,然后关闭吸气或进行吹气使球面吸附面内部气压大于等于外部大气压,将球罩取下,切割完成。
28.作为本实施例的优选方案之一,在对整流罩毛坯的平板部分进行固定时,使用方法如下:本实施例设置左右两组平板固定组件,先将上稳定夹块和下稳定夹块分别粗调节至整流罩毛坯的平板的上方和下方,留有少许间隙使用定位螺丝进行微调,至固定为止。
29.用定位螺丝在上稳定夹块的上定位螺纹孔从上往下拧入,在下稳定夹块的下定位螺纹孔从下往上拧入定位螺丝,两个螺丝卡住整流罩毛坯的左方平板,先不拧紧。
30.重复上述步骤,卡住整流罩毛坯的右方平板,之后慢慢拧紧所有螺丝,固定住整流罩毛坯的位置。
31.作为本实施例的优选方案之一,在确定整流罩毛坯的中心位置时,使用方法如下:加工平台采用cnc数控机床,其使用的分中棒以一定转速靠近环形台阶的边缘位置,分中棒首先在x轴上选定一边为零,再选另一边得出数值,取其一半为x轴中点,然后按同样方法找出y轴原点,此时,整流罩毛坯在xy平面的加工中心就得到了确定。
32.作为本实施例的优选方案之一,在具体的切割作业时,使用方法如下:砂轮在整流罩毛坯的正上方向下旋转移动,砂轮以3000r/s高速切割球罩,以每分钟1mm速度向下移动,当移动到球面体边沿下方水平位置向上2mm时,转速改为2800r/s,向下移动速度改为每分钟0.8mm,直到切出球罩,此时砂轮口位于环形平台上方。
33.以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的包含范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1