一种高强度WCoB基金属陶瓷的制备方法与流程
一种高强度wcob基金属陶瓷的制备方法
技术领域
1.本发明涉及wcob基金属陶瓷制备技术,具体涉及一种高强度wcob基金属陶瓷的制备方法。
背景技术:
2.金属陶瓷是由粘结相和硬质相组成的颗粒增强复合材料,其中粘结相与硬质相相间分布使烧结体结合更紧凑,材料硬度更高,耐磨性和耐腐蚀性更好,广泛应用于军工、航空航天制造业、机械加工等领域,被誉为“工业的牙齿”。其中,wcob基金属陶瓷不但具有高硬度和优异的耐腐蚀、耐磨损性能,而且还有优良的高温化学稳定性,因此,受到众多研究者的青睐。
3.wcob基金属陶瓷由wcob硬质相和co粘结相组成,因而兼具陶瓷相的高硬度、高弹性模量、高熔点、良好的红硬性和高化学稳定性以及金属粘结相的高强度和高韧性。现有常规方法制备得到的wcob基金属陶瓷的硬度基本满足使用要求,但是其强度(约为1496.8mpa)略显不足,导致其在工业上的进一步推广受限。因此,研究如何获得高强度的wcob基金属陶瓷具有重要的理论意义和工程价值。《一种高性能wc-wcob-co复相硬质合金及其制备方法》[zl 202010884294.4]专利中通过第二硬质相wc来提高wcob基金属陶瓷的强度,抗弯强度提升约30%。但是添加元素或第二相会增加原材料的成本,而且形成第二硬质相会降低原来硬质相与粘结相之间的润湿性,使得wcob金属陶瓷的致密度与断裂韧性下降,影响其服役安全性及使用寿命,此外,该专利中在粉末的模压成型时添加的成型剂须在后续烧结中特意增加保温工序来分解排出,会大幅度增加制备周期,不利于产业化。
技术实现要素:
[0004]
针对现有技术的缺陷或不足,本发明提供了一种高强度wcob基金属陶瓷的制备方法。
[0005]
为此,本发明所提供的方法包括:对w、co和b的混合粉体依次进行球磨、干燥、模压成型得到坯体,之后对所述坯体进行烧结,所述烧结工艺为:第一阶段:以5~15℃/min速率升温至1300~1400℃,保温10~60min;第二阶段:以1~15℃/min速率降温至1180~1290℃,保温10~30h;随后炉冷。
[0006]
可选的,按重量百分比计:w为57.0%~73.0%,co为23.0%~39.0%,b为2.0%~6.0%。
[0007]
优选的,所述烧结在真空碳管炉中进行。
[0008]
进一步,所述wcob基金属陶瓷的抗弯强度为1621.7~2056.3mpa。
[0009]
进一步,所述wcob基金属陶瓷的晶粒尺寸为4.7~7.3μm。
[0010]
与现有技术相比,
①
本发明使用的原材料种类较少,无需添加元素与第二硬质相,降低了带入杂质的可能性,而且所用原料市场均有出售,适合工业上的应用和推广;
②
采用新型烧结工艺,抑制了wcob硬质相晶粒的溶解-析出机制,实现细晶强化;最终获得高强度
wcob基金属陶瓷,可用于磨损、高温交互作用工况。
附图说明
[0011]
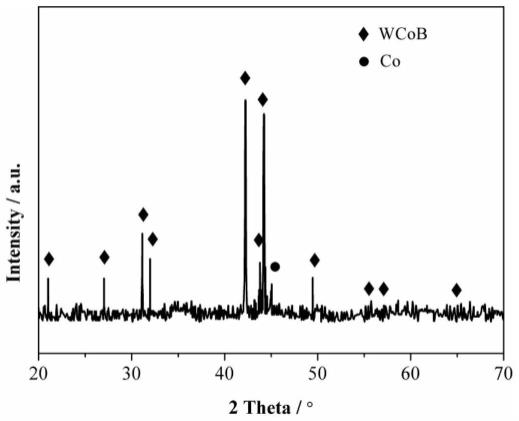
图1为本发明实施例1所制备wcob基金属陶瓷的xrd图谱;
[0012]
图2为本发明实施例1所制备wcob基金属陶瓷的断口形貌照片;
[0013]
图3为对照例所制备wcob基金属陶瓷的断口形貌照片。
具体实施方式
[0014]
除非有特殊说明,本文中的科学与技术术语根据相关领域普通技术人员的认识理解。还应理解,本文涉及的温度、浓度是近似值,用于说明目的。虽然与本文描述的方法和材料相似或等价的方法和材料可以用于本公开的实施,但下文描述了部分适合的方法和材料。本文提到的出版物、专利申请、专利和其他参考文献以引用方式部分纳入本文,如出现冲突,以本文为准。另外,所述材料、方法、溶液浓度和实施例仅是示例性的,而并不意欲进行限制。具体方案中,本领技术人员可以根据本发明所公开内容采用常规实验时段对方法中所涉及的物质配比、浓度、操作参数取值、反应物加入顺序、坯体尺寸进行优化以实现本发明的目的。
[0015]
由霍尔-佩奇(hall-petch)公式可知,当金属陶瓷的晶粒细小时,可以提高其强度。因此,可以在其他条件不变的基础上通过制备细小晶粒尺寸的wcob硬质相来提高金属陶瓷的强度。制备wcob基金属陶瓷工艺中,烧结工艺的选择会直接影响到最终烧结体的晶粒尺寸。经过发明人研究发现,wcob基金属陶瓷在烧结时,金属粘结相co与硬质相wcob之间会形成共晶熔融体,硬质相在共晶液相中通过溶解-析出机制颗粒发生粗化。因此,可以根据这一规律对烧结工艺参数进行改进,采用新型烧结工艺:首先,在液相温度之上选择一个较低温度保温一定时间;其次,进行降温,在固相和液相温度区间中选择某一温度进行保温。该工艺的优点为:由于两个保温温度均比较低,使得wcob硬质相的溶解-析出机制受到抑制,因此,晶粒不会充分长大,根据细晶强化原理获得高强度的wcob基金属陶瓷。
[0016]
本发明所述模压成型的目的是使粉状原料初步致密化,所制得的坯体形状与大小取决于模具形状。现有陶瓷领域所用模具如容积尺寸大于3mm*3mm的模具均适用于本发明。
[0017]
下面通过实施例对本发明作进一步详细说明。以下实施例中所用原材料w,co和b粉均为市售的化学纯粉末试剂。利用行星式球磨机(qm-3sp4)对其进行球磨,之后利用旋转蒸发仪(qe-2000)对混合粉末进行烘干,再利用不锈钢模具进行双向压制制成坯体,放入真空碳管炉(zt-25)中进行烧结。但本发明并不限于这些具体设备。
[0018]
本发明中利用图像分析软件(image pro plus,version 6.0)测试wcob基金属陶瓷的晶粒尺寸;参考国标gb/t6569-2006,采用三点弯曲试验法对wcob基金属陶瓷试样的抗弯强度进行测试。
[0019]
实施例1:
[0020]
选用纯度不低于99.0%的w、co和b粉作为原料,按重量百分比为:w:57.0%,co:37.0%,b:6.0%混合;将混合粉末进行球磨,之后进行烘干和压坯制成圆柱状(直径44mm,高度8~9mm)坯体;随后将坯体放入真空碳管炉中进行烧结,具体工艺参数为:第一阶段:以5℃/min速率升温至1300℃,保温10min;第二阶段:以1℃/min速率降温至1180℃,保温10h,
之后炉冷。
[0021]
本实施例中制备的wcob基金属陶瓷包含wcob硬质相和co粘结相(xrd图谱见图1),显微组织和力学性能分别为:晶粒尺寸约为4.7μm,抗弯强度为2056.3mpa,断口形貌见图2。
[0022]
实施例2:
[0023]
该实施例选用纯度不低于99.0%的w、co和b粉作为原料,按重量百分比为:w:65.0%,co:31.0%,b:4.0%;将混合粉末进行球磨,之后进行烘干和压坯制成圆柱状(直径44mm,高度8~9mm)坯体;随后将坯体放入真空碳管炉中进行烧结,具体工艺参数为:第一阶段:以10℃/min速率升温至1350℃,保温30min;第二阶段:以10℃/min速率降温至1230℃,保温20h,之后炉冷。
[0024]
本实施例中制备高强度wcob基金属陶瓷使用的原材料种类较少,方法简单。得到的金属陶瓷显微组织和力学性能分别为:晶粒尺寸为5.5μm,抗弯强度为1823.1mpa。
[0025]
实施例3:
[0026]
该实施例选用纯度不低于99.0%的w、co和b粉作为原料,按重量百分比为:w:73.0%,co:25.0%,b:2.0%;将混合粉末进行球磨,之后进行烘干和压坯制成圆柱状(直径44mm,高度8~9mm)坯体;随后将坯体放入真空碳管炉中进行烧结,具体工艺参数为:第一阶段:以15℃/min速率升温至1400℃,保温60min;第二阶段:以15℃/min速率降温至1290℃,保温30h,之后炉冷。
[0027]
本实施例中制备高强度wcob基金属陶瓷使用的原材料种类较少,方法简单。得到的金属陶瓷显微组织和力学性能分别为:晶粒尺寸为7.3μm,抗弯强度为1621.7mpa。对比例1:
[0028]
该对比例选用与实施例1相同的原料成分,不同之处在于烧结工艺为1300℃保温10h10 min。所制得的产品致密性差、脆性极高。
[0029]
对比例2:
[0030]
该对比例选用与实施例1相同的原料成分,不同之处在于:烧结工艺,其采用现有常规的烧结工艺,具体工艺参数为:以15℃/min速率升温至最高温度1450℃,并保温30min,保温之后直接炉冷。
[0031]
该对比例得到的wcob基金属陶瓷显微组织特征和力学性能分别为:晶粒尺寸为8.2μm,抗弯强度为1496.8mpa,断口形貌见图3。
[0032]
上述实施例及对照例wcob基金属陶瓷测试性能如表1所示。
[0033]
表1wcob基金属陶瓷显微组织和力学性能
[0034]
样品晶粒尺寸/μm抗弯强度/mpa对比例28.21496.8实施例14.72056.3实施例25.51823.1实施例37.31621.7
[0035]
从图2与图3中wcob基金属陶瓷的断口形貌可以看出,与现有常规烧结工艺相比,采用新型烧结工艺制备得到的wcob基金属陶瓷的硬质相晶粒尺寸减小,同时穿晶断裂的数量增加,表明在承载时消耗了更多的能量,抗弯强度增大。从表1测试结果可以看出,与对比例2相比,采用新型烧结工艺制备得到的wcob基金属陶瓷其wcob硬质相晶粒尺寸减小,抗弯
强度增大,最高提升约37.4%,得到较大幅度提升。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1