一种气浮喷嘴及具有矫直功能的气垫炉
1.本发明属于机械设计制造技术领域,尤其涉及一种气浮喷嘴及具有矫直功能的气垫炉。
背景技术:
2.气垫炉在金属薄带材的热处理效果上具有显著优势。由于气垫炉内非接触传送的特点,热处理工艺流程中,金属带材表面无划伤,且表面温度均匀,处理周期短效率高。气浮喷嘴作为气垫炉单元的重要部件,可以通过热气流冲击射流带材表面,在喷嘴与带材之间形成气垫层,以实现带材在炉内无接触稳定传送和均匀加热的目的。
3.现有气垫炉内所采用的大多是圆孔型或矩形槽式喷嘴,而此类气垫炉由于喷嘴气流出口处与气垫层表面其他区域存在压力差在工作时会造成炉内带材在各个方向受力不均等问题,尤其是在带材表面不平整时,可能会影响带材漂浮的稳定性和换热均匀性甚至加剧带材变形,从而影响最终产品质量。
4.因此如何提高气垫炉喷嘴单元的承托能力和气垫层内压力及传热均匀性及稳定性仍然是亟待解决的问题。
技术实现要素:
5.为了解决现有技术中存在的不足,本技术提出了一种气浮喷嘴及具有矫直功能的气垫炉,通过对气垫炉喷嘴单元结构进行优化设计,有效提高气浮喷嘴组件气垫区域的承托能力和压力均匀性,还能通过调整各气浮喷嘴组件的进气口实现对炉内弯曲板材不平整表面的矫直功能。
6.本发明所采用的技术方案如下:
7.一种气浮喷嘴,包括:
8.喷嘴壳体,所述喷嘴壳体连接盖板,喷嘴壳体和盖板之间半封闭连接,喷嘴壳体与盖板两侧之间的间隙为喷嘴出气口;喷嘴出气口处的盖板均连接内导流板,内导流板朝向喷嘴壳体内部设置;喷嘴出气口处的喷嘴壳体为外导流板,两侧的外导流板相对且向内倾斜设置;每一个喷嘴出气口两侧的内导流板和外导流板之间形成喷嘴缝隙;
9.在喷嘴壳体上设置至少2个进气口,所述进气口连接气体供给单元;
10.在盖板外表面设置多条均压槽,均压槽的两端朝向盖板两侧的喷嘴出气口。
11.进一步,所述外导流板的末端超出盖板所在平面。
12.进一步,所述进气口设置3个,每个进气口配有堵气塞。
13.进一步,所述均压槽设置3条,3条均压槽平行且等间距分布在盖板上。
14.一种具有矫直功能的气垫炉,包括:
15.清洗烘干单元,用于对带材进行脱脂处理,以去除带材来料表面铝灰及轧制油残留;
16.矫直加热单元,包括炉壁、气浮喷嘴、张力辊和激光位移传感器;在所述炉壁的进
口端和出口段分别设置张力辊;分别在炉壁的上、下壁面上设置多个气浮喷嘴,上壁面的气浮喷嘴与下壁面的气浮喷嘴之间交错设置;
17.冷却单元,用于对矫直单元输出的带材进行冷却。
18.进一步,所述激光位移传感器设置多个,且布置在炉壁的上、下壁面,获取激光位移传感器至带材之间的距离。
19.进一步,设置控制系统,所述控制系统的输入端连接激光位移传感器,将激光位移传感器所采集的距离信息输入控制系统;所述控制系统基于距离信息对带材的平整情况进行判断;输出判断结果。
20.进一步,根据控制系统输出的判断结果,对气浮喷嘴进气口的开合状态进行调节。
21.进一步,所述控制系统的输出端连接气浮喷嘴的供气单元,对供气单元的供气状态进行调节。
22.进一步,所述控制系统采用计算机及其处理软件。
23.本发明的有益效果:
24.1、本技术所设计的气浮喷嘴通过结构上的优化设计,将喷气出口设计为渐缩型的喷嘴缝隙,能够提高喷嘴与带材之间形成的气垫层的刚度和承托力;并且在喷嘴出口之间设置多组均压槽,使得气垫层内的压力均匀化,有利于实现带材在炉内的稳定漂浮。
25.2、本技术设计多个进气口,在对带材加工的初始阶段,可以通过封闭其中两个进口,预调整当前带材的一个状态,并根据带材的状态能够进行后续的调整,例如当首先开启两个进气口时带材承受的压力过大,此时可以再封闭一个进气口,反之带材承受的压力不够大时,可以再开启一个进气口,可实现对气浮喷嘴进行独立控制。
26.3、本技术基于气浮喷嘴还设计了一种具有矫直功能的气垫炉,尤其是在矫直单元内通过组合使用多个气浮喷嘴能够在喷嘴和带材之间生成压力均匀的气垫层,有利于实现带材在炉内的稳定漂浮。此外,通过对各个气浮喷嘴组件的进气口进行独立控制,可通过调整气浮喷嘴组件的进气口数量来调整该处气垫厚度以及气垫层施加于带材的压力大小,实现对炉内带材弯曲处的矫直,从而保证加工后带材的产品质量。
附图说明
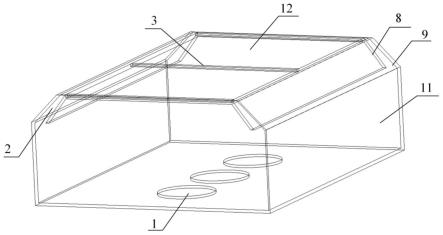
27.图1是本发明所设计的气浮喷嘴组件结构示意图。
28.图2是本发明所设计的气浮喷嘴组件俯视示意图。
29.图3是本发明所设计的气浮喷嘴组件剖视图。
30.图4是本发明一种具有矫直功能的气垫炉的喷嘴单元结构示意图。
31.图中,1、进气口,2、喷嘴缝隙,3、均压槽,4、带材,5、张力辊,6、激光位移传感器,7、炉壁,8、气浮喷嘴,9、内导流板,10、外导流板,11、喷嘴壳体,12、盖板。
具体实施方式
32.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用于解释本发明,并不用于限定本发明。
33.如图1、2和3所示的一种气浮喷嘴,包括喷嘴壳体11,喷嘴壳体11的出气侧设置盖
板12,盖板12的两个相对的侧边与喷嘴壳体11的两个相对的侧边相互连接,盖板12的另一对侧边与喷嘴壳体11另外两个侧边之间不接触且存在间隙,该间隙为喷嘴出气口。喷嘴壳体11出气侧为外导流板10,两侧外导流板10相对且向内倾斜设置。
34.出气侧盖板12出气侧的两边设置内导流板9,内导流板9朝向喷嘴壳体11内部设置;在外导流板10和内导流板9之间形成喷嘴缝隙2,喷嘴缝隙2自喷嘴壳体11内向喷嘴出气口为渐缩型设计。
35.喷嘴壳体11内部为气腔,在喷嘴壳体11上设置至少2个进气口1,进气口1连接(高温)气体供给单元,由气体供给单元向气腔内输入高温气体。进气口1配有堵气塞,通过堵气塞可以对进气口1进行封闭,实现对各个气浮喷嘴的进气口进行独立控制,当带材某处发生弯曲或存在不平整表面,即可控制对应出的气浮喷嘴的进气口数量来调整该区域气垫层的厚度及气垫施加于带材表面压力。
36.为了能够让喷嘴出气口喷出的气体在盖板12表面更均匀的分布,因此在盖板12所在平面上均匀设置多条均压槽3,均压槽3的两端朝向盖板12两侧的喷嘴出气口,且外导流板10的末端超出盖板12所在平面,起到导流作用,让喷嘴出气口喷出的气体先均压槽3流动。在盖板12上设置均压槽3能够使得喷嘴与带材之间的气垫层内压力均匀化,有利于实现带材在炉内的稳定漂浮。
37.基于上述气浮喷嘴,本技术还提出了一种具有矫直功能的气垫炉,包括:
38.清洗烘干单元,用于对带材进行脱脂处理,以去除带材来料表面铝灰及轧制油残留;
39.矫直加热单元,包括炉壁7、气浮喷嘴8、张力辊5和激光位移传感器6。在炉壁7的进口端和出口段分别设置张力辊5,利用张力辊5调节和控制清洗烘干单元生成的带材4在炉壁7内的张力和速度。在炉壁7的上下壁面设置多个气浮喷嘴8,上壁面的气浮喷嘴8与下壁面的气浮喷嘴8之间交错设置,带材4位于上下壁面的气浮喷嘴8之间,气浮喷嘴8的喷嘴出气口均朝向带材4,气浮喷嘴8内的高温气流经喷嘴缝隙2射流冲击带材4表面,在气浮喷嘴8与带材4之间形成气垫层。如图4所示,各个气浮喷嘴8的进气口1均可独立控制,当带材4某处发生弯曲或存在不平整表面,即可控制对应出的气浮喷嘴8的进气口数量来调整该区域气垫层的厚度及气垫施加于带材4表面压力。
40.冷却单元,用于对矫直单元输出的带材4进行冷却。
41.更具体地,为了便于监测炉壁7内带材4表面是否平整,故在炉壁7的上下壁面设置多个激光位移传感器6,利用激光位移传感器6分别检测带材4上下表面之间的距离。带材4在气浮喷嘴8产生的气垫层压力及自身重力的平衡下漂浮于气浮喷嘴8之间,通过比较各个激光位移传感器6测定的与带材4间的距离来判断带材4的平整情况,当带材4整体趋于平直,激光位移传感器6所得参数基本一致,当带材某处发生弯曲或存在不平整表面,该处参数与其他激光传感器测定参数相差较大,即可通过控制该处对应气浮喷嘴8进气口对带材弯曲处进行矫直。
42.更具体地,为了能够实现自动化矫直,还可以设置控制系统,控制系统的输入端连接激光位移传感器6,接收激光位移传感器6所采集的数据(即各个激光位移传感器6与带材4间的距离),基于所采集的输入对当前各位置处带材4的平整情况进行判断;控制系统的输出端连接气浮喷嘴8的供气单元,带材4存在不平整位置处的进气量进行调节,进而对带材
弯曲处进行矫直。控制系统可以采用计算机及其处理软件等。
43.在本实施例中,在炉壁7的底部设置3个气浮喷嘴8,在炉壁7的顶部设置2个气浮喷嘴8,上下位置的气浮喷嘴8之间交错布置。
44.以上实施例仅用于说明本发明的设计思想和特点,其目的在于使本领域内的技术人员能够了解本发明的内容并据以实施,本发明的保护范围不限于上述实施例。所以,凡依据本发明所揭示的原理、设计思路所作的等同变化或修饰,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1