一种金属粉末注塑设备的制作方法
1.本发明涉及金属粉末注塑技术领域,尤其涉及一种金属粉末注塑设备。
背景技术:
2.金属粉末注塑技术,是固体粉末与有机粘结剂均匀混练,注射成形机注入模腔内固化成形,然后用化学或热分解的方法将成形坯中的粘结剂脱除,最后经烧结致密化得到最终产品。
3.注射成型工艺是一种流体成型工艺,粘接剂的存在保障了粉末的均匀排布从而可消除传统压制过程中由于模壁与粉末以及粉末与粉末之间的摩擦力,使得压制压力分布非常不均匀导致毛坯微观组织上的不均匀的问题,避免造成压制粉末冶金件在烧结过程中收缩不均匀,进而使烧结制品密度可达到其材料的理论密度;制品高的致密性可使强度增加、韧性加强,延展性、导电导热性得到改善、磁性能提高。
4.虽然粘接剂的存在可以保障粉末的均匀排布,但粘接剂和粉末相互充分混合是个保障粘接剂使粉末均匀排布的基础。因此现有金属粉末注塑设备技术中,其混料的部件的方式多为机械搅拌,要保证充分混合的话,需要长时间搅拌混合,造成效率低的问题;同时又存在即使混合时间够了,但由于搅拌范围比较宽泛也不一定能充分混合的风险。
技术实现要素:
5.本发明实施例的目的在于提供一种金属粉末注塑设备,旨在解决现有金属粉末注塑设备技术中,其混料的部件的方式多为机械搅拌,要保证充分混合的话,需要长时间搅拌混合,造成效率低;同时又存在即使混合时间够了,但由于搅拌范围比较宽泛也不一定能充分混合的风险的问题。
6.一种金属粉末注塑设备,包括设备主体,所述设备主体内部安装有混料组件,混料组件用于粘接剂和粉末混合,粘接剂的存在用于保障粉末的均匀排布;混料组件包括混料罐,送料管组件和混料架,所述混料罐内部装配有内混料筒组件,内混料筒组件用于将粘接剂分散喷洒在混料罐内部;所述送料管组件内部装配有推料盘结构,推料盘结构用于将粉末推入到混料罐内部,并与喷洒出而处在空气中的粘接剂混合;所述混料架装配在混料罐和送料管组件之间,使用混料架配合送料管组件将粉末推入到混料罐内部,并配合混料罐将粉末和处在空气中的粘接剂混合;其中,混料架上设有若干个甩料组件,若干个甩料组件呈环形阵列分布,并处在混料罐内部;混料架上还设有若干个呈环形阵列分布的旋转送料杆结构,旋转送料杆结构包含有螺纹杆,螺纹杆与推料盘结构螺纹传动配合,使用推料盘结构移动将粉末推入到甩料组件内部并带动螺纹杆转动;螺纹杆与旋转送料杆结构上还包含有的转轴一体式固定连接,转轴沿着甩料组件上设有的甩料管的柱向中心线穿插,转轴在螺纹杆转动后带动沿其轴体分布的螺旋板旋转,螺旋板旋转后将其内部的粉末挤压推向甩料管侧壁上开设有的若干个甩料孔上,进行广泛分散到混料罐内部,做到扩大接触面积与处在空气中的粘接剂快速充分混合。
7.粘接剂和粉末加入到混料组件内部的送料管组件上,使用推料盘结构移动将粉末推入到甩料组件上的甩料管内部,与此同时推料盘结构移动后和若干个螺纹杆螺纹传动配合,各自独立带动螺纹杆转动;进而带动沿其轴体分布的螺旋板旋转,将甩料管内部的粉末挤压推向甩料管侧壁上的若干个甩料孔上,利用若干个甩料孔进行广泛细化分散到混料罐内部,实现呈环形阵列分布的若干个甩料组件在混料罐内部扩大接触面积与内混料筒组件将粘接剂分散喷洒在空气中而快速充分混合,做到粘接剂和粉末高效率和充分的混合,有利于保障粉末的均匀排布,促进收缩均匀,使烧结制品密度可达到高要求;高要求的密度可使强度增加、韧性加强,延展性、导电导热性得到改善、磁性能提高。
8.作为优选方案,所述送料管组件包含有送料管,送料管罩设在旋转送料杆结构外侧,并固定在混料架上;送料管在远离混料架的一端通过支撑柱加装在底座盘上,底座盘通过送料管组件还包含有的轴承座转动装配在设备主体上;推料盘结构活动穿插在送料管内部,并以送料管端部为支撑点进行作用移动。
9.作为进一步的优选方案,所述推料盘结构上包含有推料盘,推料盘活动穿插在送料管内部,推料盘利用其盘体的中心位置固定有液压伸缩杆作用在送料管端部内侧,并以送料管端部为支撑点进行作用移动;若干个旋转送料杆结构均通过各自包含有的螺纹杆穿插在推料盘上,而推料盘上与之相匹配设置有若干个内螺纹管,内螺纹管套设在螺纹杆上,并与螺纹杆螺纹配合,内螺纹管固定在推料盘上。
10.作为再进一步的优选方案,所述送料管在靠近混料架的一端设有加料环,加料环转动罩设在送料管上,加料环内部开设有开口朝向送料管内部的槽体,加料环在槽体两侧分别加装有密封轴承a;加料环上固定有加料管,加料管一端连通槽体,另一端连通在设备主体上;加料管在其内部加装有单向进料阀。
11.作为优选方案,所述内混料筒组件上包含有喷液柱,喷液柱内部开设有通液腔,通液腔连通在设备主体上设有的供液装置上;喷液柱在其柱体表面开设有若干个喷液孔,喷液孔连通通液腔,供液装置将粘接剂导入到通液腔内部,并由若干个喷液孔打散分散喷洒在混料罐内部。
12.作为进一步的优选方案,所述内混料筒组件还包含有打散筒,打散筒罩设在喷液柱外部,而若干个甩料组件呈环形阵列分布在打散筒和喷液柱之间形成的环形缝隙中;位于打散筒的筒壁上开设有若干个打散孔,打散孔连通打散筒内外侧;喷液柱喷洒出的粘接剂在内混料筒组件内部向外扩散中与甩料组件分散甩出的粉末在空气中混合后,撞击通过若干个打散孔打散混合完成二次分散混合;位于打散筒外部罩设有隔离筒。
13.抽泵将储液箱内部的粘接剂抽入到通液腔内部,再通过若干个喷液孔打散分散喷洒在混料罐内部,喷液柱喷洒出的粘接剂在内混料筒组件内部向外扩散中与甩料组件分散甩出的粉末在空气中混合后,撞击通过若干个打散孔打散混合完成二次分散混合;实现进一步的保证粘接剂和粉末高效率和充分的混合,有利于保障粉末的均匀排布。
14.作为优选方案,所述混料架上设有旋转驱动组件,旋转驱动组件用于配合设备主体上设有的驱动装置带动混料架整体在混料罐内部转动;
15.若干个甩料组件均可拆卸式安装在旋转驱动组件上设有的内固定盘上;旋转驱动组件还包含有外齿轮圈,外齿轮圈罩设固定在内固定盘上,内固定盘在靠近混料罐的一端固定有安装圈,安装圈通过轴承圈转动连接在混料罐上;内固定盘上开设有若干个呈环形
阵列分布的通料孔,通料孔用于转轴穿插,并与甩料管连通;其中,驱动装置上设有电机,位于电机的输出轴上固定有驱动齿轮,驱动齿轮啮合在外齿轮圈上。
16.作为进一步的优选方案,所述甩料管在远离旋转送料杆结构的一端的端头处固定有传动轴,传动轴上固定有从动齿轮,从动齿轮啮合在内混料筒组件内部固定有齿条圈上。
17.在若干个甩料组件在内混料筒组件内部公转(具体的是在打散筒和喷液柱之间形成的环形缝隙中)过程中;完成从动齿轮和齿条圈配合进行自转,实现多方位带动在空气中混合的粘接剂和粉末大范围搅动进行混合。
18.作为进一步的优选方案,所述甩料组件上包含有安装法兰,使用安装法兰将甩料组件均可拆卸式安装在内固定盘上;安装法兰在远离内固定盘的一端通过密封轴承圈b转动连接在甩料管上;其中,甩料管是由甩料内筒,以及套着在甩料内筒上的甩料外管组成;若干个甩料孔贯穿通过甩料内筒和甩料外管。
19.粘接剂和粉末加入到混料组件内部的送料管组件上,使用推料盘结构移动将粉末推入到的甩料管上的甩料内筒内部,与此同时推料盘结构移动后和若干个螺纹杆螺纹传动配合,各自独立带动螺纹杆转动;进而带动沿其轴体分布的螺旋板旋转,将甩料管内部的粉末挤压推向甩若干个甩料孔中,利用若干个甩料孔进行广泛细化分散到混料罐内部,实现呈环形阵列分布的若干个甩料组件在混料罐内部扩大接触面积与内混料筒组件将粘接剂分散喷洒在空气中而快速充分混合。
20.作为优选方案,所述混料罐上设有密封筒,内混料筒组件设置在密封筒内部,密封筒转动连接在混料架上;密封筒外部罩设有外收料套筒,外收料套筒与密封筒通过若干个通料孔连通;外收料套筒上连通有抽料管,抽料管通过其设置有的安装板安装在设备主体内部;抽料管内部安装有抽风机,利用抽风机对内混料筒组件进行负压抽风,在提高悬浮混合粘接剂和粉末的过程中加大负压抽风进行出料。
21.抽风机对内混料筒组件进行负压抽风时,结合隔离筒,有利于抵消重力和搅拌的离心力,促进粘接剂和粉末悬浮在空气中进行混合。
22.与现有技术相比,可以达到:
23.粘接剂和粉末加入到混料组件内部的送料管组件上,使用推料盘结构移动将粉末推入到甩料组件上的甩料管内部,与此同时推料盘结构移动后和若干个螺纹杆螺纹传动配合,各自独立带动螺纹杆转动;进而带动沿其轴体分布的螺旋板旋转,将甩料管内部的粉末挤压推向甩料管侧壁上的若干个甩料孔上,利用若干个甩料孔进行广泛细化分散到混料罐内部,实现呈环形阵列分布的若干个甩料组件在混料罐内部扩大接触面积与内混料筒组件将粘接剂分散喷洒在空气中而快速充分混合,做到粘接剂和粉末高效率和充分的混合,有利于保障粉末的均匀排布,促进收缩均匀,使烧结制品密度可达到高要求;高要求的密度可使强度增加、韧性加强,延展性、导电导热性得到改善、磁性能提高。
附图说明
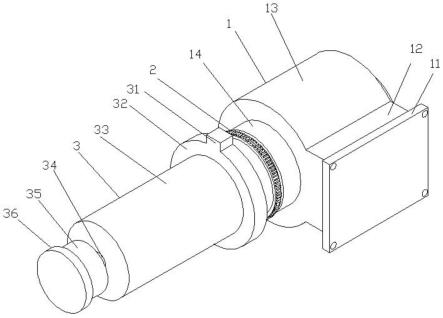
24.图1为本发明金属粉末注塑设备的结构示意图;
25.图2为本发明金属粉末注塑设备中混料架、内混料筒组件和推料盘结构装配结构示意图;
26.图3为图2中a处放大结构示意图;
27.图4为图2中混料架和内混料筒组件的装配结构示意图;
28.图5为图4中b处放大结构示意图;
29.图6为图1中拆除送料管组件后的结构示意图;
30.图7为本发明金属粉末注塑设备中内混料筒组件的结构示意图;
31.图8为图1中混料架的结构示意图;
32.图9为图8中旋转送料杆结构和甩料组件装配后的结构示意图;
33.图10为图9中c处放大结构示意图;
34.图11为图8中旋转驱动组件的结构示意图。
35.图中:混料罐1,混料架2,送料管组件3;安装板11,抽料管12,外收料套筒13,密封筒14,内混料筒组件15;旋转送料杆结构21,旋转驱动组件22,甩料组件23;加料管31,加料环32,送料管33,支撑柱34,底座盘35,轴承座36,推料盘结构37;隔离筒151,打散孔152,打散筒153,喷液孔154,喷液柱155;转轴211,螺纹杆212;从动齿轮231,传动轴232,甩料外管233,甩料孔234,甩料内筒235,安装法兰236;内固定盘221,外齿轮圈222,安装圈223,通料孔224;内螺纹管371,推料盘372,液压伸缩杆373。
具体实施方式
36.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。在本发明的描述中,除非另有说明,“若干个”的含义是两个或两个以上。
37.以下结合具体实施例对本发明的具体实现进行详细描述。
38.本发明实施例中,请参阅图1-4和8-10,一种金属粉末注塑设备,包括设备主体,所述设备主体内部安装有混料组件,混料组件用于粘接剂和粉末混合,粘接剂的存在用于保障粉末的均匀排布;
39.粘接剂和粉末加入到混料组件内部,进行混合保证粉末的均匀排布后导入到设备主体内部进行金属粉末注塑操作;同时需要说明的是设备主体现有技术,可以在市面上直接购买到,或者通过市面上售卖的零部件进行组装等等,且也并未在附图中画出,在此不做详细阐述;
40.混料组件包括:
41.混料罐1,所述混料罐1内部装配有内混料筒组件15,内混料筒组件15用于将粘接剂分散喷洒在混料罐1内部;
42.送料管组件3,所述送料管组件3内部装配有推料盘结构37,推料盘结构37用于将粉末推入到混料罐1内部,并与喷洒出而处在空气中的粘接剂混合;
43.混料架2,所述混料架2装配在混料罐1和送料管组件3之间,使用混料架2配合送料管组件3将粉末推入到混料罐1内部,并配合混料罐1将粉末和处在空气中的粘接剂混合;
44.粘接剂和粉末加入到混料组件内部的送料管组件3上,送料管组件3通过推料盘结构37和混料架2配合将粉末推入到混料罐1内部,混料架2配合混料罐1将粉末和处在空气中的粘接剂混合;
45.其中,混料架2上设有若干个甩料组件23,若干个甩料组件23呈环形阵列分布,并
处在混料罐1内部;混料架2上还设有若干个呈环形阵列分布的旋转送料杆结构21,旋转送料杆结构21包含有螺纹杆212,螺纹杆212与推料盘结构37螺纹传动配合,使用推料盘结构37移动将粉末推入到甩料组件23内部并带动螺纹杆212转动;
46.螺纹杆212与旋转送料杆结构21上还包含有的转轴211一体式固定连接,转轴211沿着甩料组件23上设有的甩料管的柱向中心线穿插,转轴211在螺纹杆212转动后带动沿其轴体分布的螺旋板旋转,螺旋板旋转后将其内部的粉末挤压推向甩料管侧壁上开设有的若干个甩料孔234上,进行广泛分散到混料罐1内部,做到扩大接触面积与处在空气中的粘接剂快速充分混合。
47.粘接剂和粉末加入到混料组件内部的送料管组件3上,使用推料盘结构37移动将粉末推入到甩料组件23上的甩料管内部,与此同时推料盘结构37移动后和若干个螺纹杆212螺纹传动配合,各自独立带动螺纹杆212转动;进而带动沿其轴体分布的螺旋板旋转,将甩料管内部的粉末挤压推向甩料管侧壁上的若干个甩料孔234上,利用若干个甩料孔234进行广泛细化分散到混料罐1内部,实现呈环形阵列分布的若干个甩料组件23在混料罐1内部扩大接触面积与内混料筒组件15将粘接剂分散喷洒在空气中而快速充分混合,做到粘接剂和粉末高效率和充分的混合,有利于保障粉末的均匀排布,促进收缩均匀,使烧结制品密度可达到高要求;高要求的密度可使强度增加、韧性加强,延展性、导电导热性得到改善、磁性能提高。
48.本发明实施例中,请参阅图1,所述送料管组件3包含有送料管33,送料管33罩设在旋转送料杆结构21外侧,并固定在混料架2上;送料管33在远离混料架2的一端通过支撑柱34加装在底座盘35上,底座盘35通过送料管组件3还包含有的轴承座36转动装配在设备主体上;
49.推料盘结构37活动穿插在送料管33内部,并以送料管33端部为支撑点进行作用移动。
50.本发明实施例中,请参阅图1-3和6,所述推料盘结构37上包含有推料盘372,推料盘372活动穿插在送料管33内部,推料盘372利用其盘体的中心位置固定有液压伸缩杆373作用在送料管33端部内侧,并以送料管33端部为支撑点进行作用移动;
51.若干个旋转送料杆结构21均通过各自包含有的螺纹杆212穿插在推料盘372上,而推料盘372上与之相匹配设置有若干个内螺纹管371,内螺纹管371套设在螺纹杆212上,并与螺纹杆212螺纹配合,内螺纹管371固定在推料盘372上;
52.液压伸缩杆373的伸缩调整,用于带动推料盘372移动将粉末推入到甩料管内部的过程中,使用内螺纹管371与螺纹杆212螺纹传动配合,带动螺纹杆212和螺旋板旋转,将甩料管内部的粉末挤压推向若干个甩料孔234上,进行广泛分散到混料罐1内部,完成扩大接触面积与处在空气中的粘接剂快速充分混合;
53.需要说明的是液压伸缩杆373还可以替换为气缸伸缩杆,或者气缸,或者液压缸等等,其中任何一种结构都能满足带动推料盘372移动将粉末推入到甩料管内部的过程中,使用内螺纹管371与螺纹杆212螺纹传动配合,带动螺纹杆212和螺旋板旋转,将甩料管内部的粉末挤压推向若干个甩料孔234上;在此不做详细阐述,这里优选采用液压伸缩杆373。
54.本发明实施例中,请参阅图1,所述送料管33在靠近混料架2的一端设有加料环32,加料环32转动罩设在送料管33上,加料环32内部开设有开口朝向送料管33内部的槽体,加
料环32在槽体两侧分别加装有密封轴承a;
55.加料环32上固定有加料管31,加料管31一端连通槽体,另一端连通在设备主体上;加料管31在其内部加装有单向进料阀。
56.其中,需要说明的是单向进料阀为现有技术,同时可以在市面上直接购买到,或者通过市面上的其他零部件进行组装,且也并未在附图中画出,在此不做详细阐述。
57.本发明实施例中,请参阅图7,所述内混料筒组件15上包含有喷液柱155,喷液柱155内部开设有通液腔,通液腔连通在设备主体上设有的供液装置上(供液装置包含有储液箱,储液箱内部加装有抽泵);
58.喷液柱155在其柱体表面开设有若干个喷液孔154,喷液孔154连通通液腔,供液装置将粘接剂导入到通液腔内部,并由若干个喷液孔154打散分散喷洒在混料罐1内部。
59.启动抽泵,抽泵将储液箱内部的粘接剂抽入到通液腔内部,再通过若干个喷液孔154打散分散喷洒在混料罐1内部,实现粘接剂分散处在空气中。
60.本发明实施例中,请参阅图2、4、5和图7,所述内混料筒组件15还包含有打散筒153,打散筒153罩设在喷液柱155外部,而若干个甩料组件23呈环形阵列分布在打散筒153和喷液柱155之间形成的环形缝隙中;
61.位于打散筒153的筒壁上开设有若干个打散孔152,打散孔152连通打散筒153内外侧;喷液柱155喷洒出的粘接剂在内混料筒组件15内部向外扩散中与甩料组件23分散甩出的粉末在空气中混合后,撞击通过若干个打散孔152打散混合完成二次分散混合;
62.位于打散筒153外部罩设有隔离筒151。
63.抽泵将储液箱内部的粘接剂抽入到通液腔内部,再通过若干个喷液孔154打散分散喷洒在混料罐1内部,喷液柱155喷洒出的粘接剂在内混料筒组件15内部向外扩散中与甩料组件23分散甩出的粉末在空气中混合后,撞击通过若干个打散孔152打散混合完成二次分散混合;实现进一步的保证粘接剂和粉末高效率和充分的混合,有利于保障粉末的均匀排布。
64.本发明实施例中,请参阅图2、4、5、7-11,所述混料架2上设有旋转驱动组件22,旋转驱动组件22用于配合设备主体上设有的驱动装置带动混料架2整体在混料罐1内部转动;
65.若干个甩料组件23均可拆卸式安装在旋转驱动组件22上设有的内固定盘221上;旋转驱动组件22还包含有外齿轮圈222,外齿轮圈222罩设固定在内固定盘221上,内固定盘221在靠近混料罐1的一端固定有安装圈223,安装圈223通过轴承圈转动连接在混料罐1上;
66.内固定盘221上开设有若干个呈环形阵列分布的通料孔224,通料孔224用于转轴211穿插,并与甩料管连通;
67.其中,驱动装置上设有电机,位于电机的输出轴上固定有驱动齿轮,驱动齿轮啮合在外齿轮圈222上。
68.启动电机,电机通过驱动齿轮将动力传递给外齿轮圈222上,带动旋转驱动组件22转动,促使混料架2转动;进而带动若干个甩料组件23在内混料筒组件15内部转动(具体的是在打散筒153和喷液柱155之间形成的环形缝隙中);实现带动在空气中混合的粘接剂和粉末大范围搅动进行混合。
69.本发明实施例中,请参阅图7-10,所述甩料管在远离旋转送料杆结构21的一端的端头处固定有传动轴232,传动轴232上固定有从动齿轮231,从动齿轮231啮合在内混料筒
组件15内部固定有齿条圈上。
70.在若干个甩料组件23在内混料筒组件15内部公转(具体的是在打散筒153和喷液柱155之间形成的环形缝隙中)过程中;完成从动齿轮231和齿条圈配合进行自转,实现多方位带动在空气中混合的粘接剂和粉末大范围搅动进行混合。
71.本发明实施例中,请参阅图7-10,所述甩料组件23上包含有安装法兰236,使用安装法兰236将甩料组件23均可拆卸式安装在内固定盘221上;
72.安装法兰236在远离内固定盘221的一端通过密封轴承圈b转动连接在甩料管上;
73.其中,甩料管是由甩料内筒235,以及套着在甩料内筒235上的甩料外管233组成;若干个甩料孔234贯穿通过甩料内筒235和甩料外管233。
74.粘接剂和粉末加入到混料组件内部的送料管组件3上,使用推料盘结构37移动将粉末推入到的甩料管上的甩料内筒235内部,与此同时推料盘结构37移动后和若干个螺纹杆212螺纹传动配合,各自独立带动螺纹杆212转动;进而带动沿其轴体分布的螺旋板旋转,将甩料管内部的粉末挤压推向甩若干个甩料孔234中,利用若干个甩料孔234进行广泛细化分散到混料罐1内部,实现呈环形阵列分布的若干个甩料组件23在混料罐1内部扩大接触面积与内混料筒组件15将粘接剂分散喷洒在空气中而快速充分混合。
75.本发明实施例中,由于混料架2的搅拌,以及粘接剂和粉末重力,不容易悬浮在空气中进行分散混合,反而更容易受到重力向底部进行聚集,或者搅拌形成漩涡进行聚集,进而造成混合不好的效果;请参阅图1,所述混料罐1上设有密封筒14,内混料筒组件15设置在密封筒14内部,密封筒14转动连接在混料架2上(具体的混料罐1和混料架2通过安装圈223轴承圈转动连接);密封筒14外部罩设有外收料套筒13,外收料套筒13与密封筒14通过若干个通料孔连通;
76.外收料套筒13上连通有抽料管12,抽料管12通过其设置有的安装板11安装在设备主体内部;抽料管12内部安装有抽风机,利用抽风机对内混料筒组件15进行负压抽风,在提高悬浮混合粘接剂和粉末的过程中加大负压抽风进行出料。
77.抽风机对内混料筒组件15进行负压抽风时,结合隔离筒151,有利于抵消重力和搅拌的离心力,促进粘接剂和粉末悬浮在空气中进行混合。
78.本发明的工作原理为:
79.粘接剂和粉末加入到混料组件内部的送料管组件3上,使用推料盘结构37移动将粉末推入到甩料组件23上的甩料管内部,与此同时推料盘结构37移动后和若干个螺纹杆212螺纹传动配合,各自独立带动螺纹杆212转动;进而带动沿其轴体分布的螺旋板旋转,将甩料管内部的粉末挤压推向甩料管侧壁上的若干个甩料孔234上,利用若干个甩料孔234进行广泛细化分散到混料罐1内部,实现呈环形阵列分布的若干个甩料组件23在混料罐1内部扩大接触面积与内混料筒组件15将粘接剂分散喷洒在空气中而快速充分混合,做到粘接剂和粉末高效率和充分的混合,有利于保障粉末的均匀排布,促进收缩均匀,使烧结制品密度可达到高要求;高要求的密度可使强度增加、韧性加强,延展性、导电导热性得到改善、磁性能提高。
80.抽风机对内混料筒组件15进行负压抽风时,结合隔离筒151,有利于抵消重力和搅拌的离心力,促进粘接剂和粉末悬浮在空气中进行混合。
81.粘接剂和粉末加入到混料组件内部的送料管组件3上,使用推料盘结构37移动将
粉末推入到的甩料管上的甩料内筒235内部,与此同时推料盘结构37移动后和若干个螺纹杆212螺纹传动配合,各自独立带动螺纹杆212转动;进而带动沿其轴体分布的螺旋板旋转,将甩料管内部的粉末挤压推向甩若干个甩料孔234中,利用若干个甩料孔234进行广泛细化分散到混料罐1内部,实现呈环形阵列分布的若干个甩料组件23在混料罐1内部扩大接触面积与内混料筒组件15将粘接剂分散喷洒在空气中而快速充分混合。
82.抽泵将储液箱内部的粘接剂抽入到通液腔内部,再通过若干个喷液孔154打散分散喷洒在混料罐1内部,喷液柱155喷洒出的粘接剂在内混料筒组件15内部向外扩散中与甩料组件23分散甩出的粉末在空气中混合后,撞击通过若干个打散孔152打散混合完成二次分散混合;实现进一步的保证粘接剂和粉末高效率和充分的混合,有利于保障粉末的均匀排布。
83.在本发明的描述中,尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1