一种带有内花键零件的平面磨削夹具的制作方法
一种带有内花键零件的平面磨削夹具
1.本申请要求申请号为202122360133.8的在先申请的优先权。
技术领域
2.本实用新型属于工艺加工技术领域,具体涉及一种直升机输入联轴器的磨削装置。
背景技术:
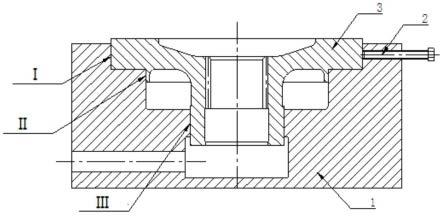
3.输入联轴器为直升机上重要零件,产品属于带有内花键的断续磨削产品。在加工此类零件时要求零件的内、外端面和外轴径相对内花键的跳动量不大于0.01mm,所以在磨削加工内端面a和外轴径时选用微锥花键轴4。如图1所示,以零件内花键为定位基准将零件3正向装入夹具并夹紧,使用外圆磨床在夹具上的零件进行一次装夹加工合格内端面和轴径尺寸。但要保证外端面b相对内花键的跳动量不大于0.01mm,为保证零件各相关尺寸之间的相对关系,可采用在微锥花键轴4上使用外圆磨床反向磨靠零件外端面,由于零件属于断续磨削,磨削抗力大再加上反向磨削时零件3与花键轴4的抱紧力处于逐渐减小状态,所以在磨靠外端面时零件会发生磨削蹿动。致使加工后的外端面b相对已加工过的内端面a、外轴径和花键内孔的跳动量会大于0.01mm。外圆磨床磨靠零件端面使用的是径向力,砂轮的磨削稳定性和表面磨削粗糙度都不如轴向力好,不能使加工的零件100%合格。如果将零件3退轴反向重新装入夹具,虽可通过对零件已加工面找正来满足加工质量的技术要求,但二次装夹找正增加了准备时间和找正误差,降低生产效率的同时也会降低加工质量。
技术实现要素:
4.本实用新型的目的是:提供一种带有内花键零件的平面磨削夹具,以解决目前加工方法中存在的加工精度不足、质量差的技术问题。
5.为解决此技术问题,本实用新型的技术方案是:
6.一种带有内花键零件的平面磨削夹具,包括定位台阶套筒、螺栓;
7.所述的定位台阶套筒为端面定位径向压紧结构,其内部为三段台阶,在其上端侧壁带有一个螺纹通孔,在其下端带有排水通孔;
8.上段台阶i与输入联轴器的上端三角结构相配合,中部台阶ii与输入联轴器的中部相配合,下端台阶iii与输入联轴器的下端圆柱相配合;
9.所述的螺栓安装固定在定位台阶套筒上;
10.当装配时,输入联轴器的定位内端面a安装在定位台阶套筒的台阶定位面上,螺栓固定在输入联轴器三角结构的任意一个顶角处。定位台阶套筒与输入联轴器的内端面的固定方式为通过螺母固定。
11.上段台阶i配合间隙为0.02-0.03mm;下端台阶iii配合间隙为0.05-0.06mm。上段台阶i和下端台阶iii用于定位,采用小间隙配合可保证装夹的稳定。
12.中部台阶ii配合间隙0.15-0.20mm。中部台阶ii采用普通间隙配合防止干涉。
13.排水通孔数量为3个。
14.优选地,所述的定位台阶套筒所用材料为普通淬火钢。
15.优选地,所述的定位台阶套筒外部为圆柱形。
16.本实用新型的有益效果是:采用本实用新型的带有内花键零件的平面磨削夹具,不仅可用于对不同直径尺寸且带有凸台的轴类零件的定位、夹紧和平面精磨削,还能有效保证零件磨削后的平行度。其平面度不大于0.005mm,间接垂直度不大于0.01mm,而且表面光精度要比外圆磨床加工的高。而且还能节省装夹找正时间、实现简便易行、省时省力、事半功倍、提高加工效率和精度的目的。
附图说明
17.图1为现有技术中磨削夹具的结构示意图;
18.图2为本实用新型的平面磨削夹具的结构示意图;
19.图3为本实用新型的平面磨削夹具与零件装配效果俯视图;
20.其中,1-定位台阶套筒、2-螺栓、3-输入联轴器、4-花键轴、a-内端面、b-外端面。
具体实施方式
21.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部实施例。基于本实用新型中的实施例,本领域的普通技术人员在没有做出创造性劳动的前提下,所获得的所有其他实施例,都属于本实用新型保护的范围。
22.下面将详细描述本实用新型实施例的各个方面的特征。在下面的详细描述中,提出了许多具体的细节,以便对本实用新型的全面理解。
23.下面结合具体实施例描述本实用新型的带有内花键零件的平面磨削夹具,
24.如图1所示,带有内花键的输入联轴器3结构为:上段为三角结构,其截面为三角形,中部为半圆环结构,下端为圆柱形结构;
25.平面磨削夹具装置示意图如图2、图3所示,包括定位台阶套筒1、螺栓2;所述的定位台阶套筒1为台阶圆柱形,在圆柱的上端带有一个螺纹通孔,在圆柱的下端带有3个排水通孔;
26.定位台阶套筒1为端面定位径向压紧结构,端面a定位,径向上螺栓2压紧;其具体结构为:上段台阶i与输入联轴器3的上端三角结构相配合间隙0.02mm,中部台阶ii与输入联轴器3的中部相配合间隙0.16mm,下端台阶iii与输入联轴器3的下端圆柱相配合间隙0.05mm;
27.当装配时,输入联轴器3的定位内端面a安装在定位台阶套筒1的台阶定位面上,螺栓2固定在输入联轴器三角结构的任意一个顶角处
28.本实用新型的装置在使用时,首先将螺栓2放入定位台阶套筒上端的螺纹通孔内,再将输入联轴器3已在外圆磨床上精加工好的定位端面安装到本发明装置的定位台阶套筒1的定位台阶面上,使零件的任意两凸起靠在定位台阶套筒的内边缘,用手轻压零件待磨削上表面,使螺栓2对准零件上剩余一个凸起把紧零件。将装有输入联轴器的本装置装于平面
磨床上,利用机床砂轮的轴向力来磨削零件的上表面。注意本发明的定位台阶套筒各使用内表面匀应由磨削精加工保证其装配垂直度和平行度;定位台阶套筒限位内孔与零件凸台外轴径应保持0.10mm装配间隙;定位台阶套筒夹紧定位内径尺寸与零件夹紧外轴径应保持0.03mm装配间隙,以保证零件夹紧稳定性。加工完首件产品后,台阶套筒可继续放置在机床上不必取下,直接将零件取下然后换装其它零件继续加工,省时便捷。
29.本发明通过上述结构,方便地实现了输入联轴器的定位、装夹和磨削,使零件装夹时取消了装夹找正环节,并有效保证了零件磨削后的平行度、平面度不大于0.005mm,间接保证了垂直度不大于0.01mm的技术要求,而且表面粗糙度要比外圆磨床加工的高,精度可达ra0.3以下。加工后的零件质量可达到100%合格。此装置也可适用于其它不同直径尺寸且带有凸台的轴类零件的定位、夹紧和平面精磨削。
30.最后应该说明的是:以上实施例仅用以说明本实用新型的技术方案,但本实用新型的保护范围并不局限于此,任何熟悉本领域的技术人员在本实用新型揭露的技术范围内,可以轻易想到各种等效的修改或者替换,这些修改或者替换都应该涵盖在本实用新型的保护范围之内。
技术特征:
1.一种带有内花键零件的平面磨削夹具,其特征在于:包括定位台阶套筒(1)、螺栓(2);所述的定位台阶套筒(1)为端面定位径向压紧结构,其内部为三段台阶,在其上端侧壁带有一个螺纹通孔,在其下端带有排水通孔;上段台阶i与输入联轴器(3)的上端三角结构相配合,中部台阶ii与输入联轴器(3)的中部相配合,下端台阶iii与输入联轴器(3)的下端圆柱相配合;所述的螺栓(2)安装固定在定位台阶套筒(1)上;当装配时,输入联轴器(3)的定位内端面a安装在定位台阶套筒(1)的台阶定位面上,螺栓(2)固定在输入联轴器三角结构的任意一个顶角处。2.根据权利要求1所述的平面磨削夹具,其特征在于:上段台阶i配合间隙为0.02-0.03mm;下端台阶iii配合间隙为0.05-0.06mm。3.根据权利要求1所述的平面磨削夹具,其特征在于:中部台阶ii配合间隙0.15-0.20mm。4.根据权利要求1所述的平面磨削夹具,其特征在于:所述排水通孔数量为3个。5.根据权利要求1所述的平面磨削夹具,其特征在于:所述的定位台阶套筒(1)外部为圆柱形。6.根据权利要求1所述的平面磨削夹具,其特征在于:所述的定位台阶套筒(1)所用材料为普通淬火钢。
技术总结
本实用新型属于工艺加工技术领域,涉及一种带有内花键零件的平面磨削夹具,包括定位台阶套筒(1)、螺栓(2);所述的定位台阶套筒(1)为台阶圆柱形,在圆柱的上端带有一个螺纹通孔,在圆柱的下端带有3个排水通孔;所述的螺栓(2)安装固定在定位台阶基体(1)上;当装配时,输入联轴器安装在定位台阶套筒(1)的台阶定位面上,螺栓(2)固定在输入联轴器任意一个凸台的顶端。本实用新型改善外圆磨床使用砂轮侧面(径向力)加工断续磨削零件端面时效率低、表面精度差的缺陷,利用平面磨床砂轮轴向力对零件进行端面加工,不仅可用于对不同直径尺寸且带有凸台的轴类零件的定位、夹紧和平面精磨削,还能有效保证零件磨削后的平行度。还能有效保证零件磨削后的平行度。还能有效保证零件磨削后的平行度。
技术研发人员:叶建华 刘宁 张镇山 孔浩 刘英杰 王宇宁
受保护的技术使用者:中国航发哈尔滨东安发动机有限公司
技术研发日:2022.01.19
技术公布日:2022/9/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1