电动汽车电机金属壳体成型模具的制作方法
1.本实用新型涉及一种模具,尤其涉及一种电动汽车电机金属壳体成型模具。
背景技术:
2.如图1所示,电机金属壳体200是通过压铸成型方式制造出来的,故电机金属壳体200离不开压铸模具的使用。
3.其中,在现有的压铸模具中,由于它的开模需要使上模与下模彼此移离,以使得上模上的上下导柱与下模上的上下导套彼此分离,故在合模前,需要使上下导柱与上下导套彼此对齐。
4.由于上下导柱相对上下导套滑移而使得它们之间为间隙配合,故使得合模后的上模与下模之间存在小范围的窜动;同时,在现有的压铸模具中,它没法将合模后留于成型腔中的气体及时导走,从而导致成型出的产品存在气泡孔的缺陷。
5.因此,有必要提供一种电动汽车电机金属壳体成型模具来克服上述的缺陷。
技术实现要素:
6.本实用新型的目的在于提供一种在合模后能及时将气体导走以确保品质的电动汽车电机金属壳体成型模具。
7.为实现上述的目的,本实用新型的电动汽车电机金属壳体成型模具包括浇注嘴、分流锥、左侧抽机构、右侧抽机构、上模、下模、下嵌块及上嵌块。所述上模与所述下模彼此配合,所述下模包含下模座及嵌设于所述下模座之上端部的下模芯,所述下模芯上开设有贯穿所述下模芯的左侧、右侧和上侧的下成型槽,所述上模包含上模座及嵌设于所述上模座之下端部的上模芯,所述上模芯上开设有贯穿所述上模芯的左侧、右侧和下侧的上成型槽;所述左侧抽机构装配于所述下模座,所述右侧抽机构装配于所述下模座并与所述左侧抽机构对齐;所述浇注嘴同时穿置于所述上模芯的前侧和上模座两者中,所述分流锥同时穿置于所述下模芯的前侧和下模座两者中;在合模后,所述上成型槽及下成型槽共同围出成型腔,所述左侧抽机构从所述成型腔之左侧伸入所述成型腔中,所述右侧抽机构从所述成型腔的右侧伸入所述成型腔中,所述分流锥伸入所述浇注嘴中;所述下嵌块装配于所述下模座并位于所述下模芯之前侧旁边,所述上嵌块装配于所述上模座并位于所述上模芯之前侧旁边,所述下嵌块之上端部的中部开设有沿所述下模座的前后方向贯穿前侧、后侧及上侧的凹陷通槽及多条沿所述下模座的前后方向隔开排列的条状下齿牙,所述条状下齿牙沿所述下模座的左右方向延伸,所述凹陷通槽使所述条状下齿牙的左右两端高而中间低的布置,所述上嵌块的下端部开设有多条匹配所述条状下齿牙的条状上齿牙,所述条状上齿牙在合模时与所述条状下齿牙彼此啮合,所述下模芯还开设有连通所述下成型槽与所述凹陷通槽的中间通道。
8.较佳地,所述下嵌块为两个且呈一前一后的对齐布置,每个所述下嵌块对应一个所述上嵌块。
9.较佳地,所述下模芯的后侧开设有与所述分流锥相对布置的导气通道,所述导气通道与所述下成型槽相连通。
10.较佳地,所述下模芯开设有连通所述分流锥和下成型槽的主浇道,所述上模芯开设有匹配所述主浇道的辅助流道,所述辅助流道与所述上成型槽相连通。
11.较佳地,所述上成型槽和下成型槽各为半圆槽。
12.较佳地,所述左侧抽机构包含左侧滑块及左侧型芯,所述左侧滑块沿所述下模座的左右方向滑设于所述下模座,所述左侧型芯的左端装配于所述左侧滑块,所述左侧型芯的右端伸向所述下成型槽,所述上模座安装有一斜导柱,所述斜导柱可滑动地穿置于所述左侧滑块中。
13.较佳地,所述右侧抽机构包含直线驱动器、右侧滑块及右侧型芯,所述直线驱动器位于所述下模座的右侧外,所述直线驱动器还与所述下模座的右侧壁固定连接,所述直线驱动器的输出端伸入所述下模座,所述右侧滑块的右端与所述直线驱动器的输出端装配连接,所述右侧型芯的右端装配于所述右侧滑块的左端,所述右侧型芯的左端伸向所述下成型槽。
14.较佳地,所述直线驱动器为气缸或液压缸。
15.较佳地,所述上模座的四个角落固定有向下凸出所述上模座的上下导柱,所述下模座的四个角落固定有与所述上下导柱匹配的上下导套,所述上下导柱可滑动地穿置于所述上下导套中。
16.与现有技术相比,借助上嵌块的条状上齿牙和下嵌块的条状下齿牙在合模后的彼此啮合,对合模后的上模和下模两者进行前后方向的约束,有效地防止合模后的上模与下模之间的窜动,为确保产品的质量创造条件,借助下嵌块之上端部的中部开设有沿下模座的前后方向贯穿前侧、后侧及上侧的凹陷通槽,该凹陷通槽使条状下齿牙的左右两端高而中间低的布置,使得彼此啮合后的条状上齿牙和条状下齿牙不堵塞凹陷通槽,故在物料注入成型腔的过程中将合模后留于成型腔内的气体由下模芯所开设的中间通道流到凹陷通槽,再由凹陷通槽排到本实用新型的电动汽车金属壳体成型模具外,因此,防止产品中存在气泡孔的结构。
附图说明
17.图1是电动汽车电机金属壳体的立体图。
18.图2是本实用新型的电动汽车电机金属壳体在合模时的立体图。
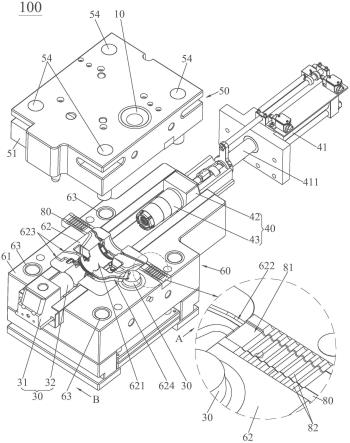
19.图3是图2的分解图。
20.图4是图2所示的电动汽车电机金属壳体由上往下观看的平面图。
21.图5是沿图4中c-c线剖切后的内部图。
22.图6是沿图4中d-d线剖切后的内部图。
23.图7是图6中e部分的放大图。
24.图8是本实用新型的电动汽车电机金属壳体中的上模的立体图。
具体实施方式
25.现在参考附图描述本实用新型的实施例,附图中类似的元件标号代表类似的元
件。
26.请参阅图1、图2及图3,本实用新型的电动汽车电机金属壳体成型模具100包括浇注嘴10、分流锥20、左侧抽机构30、右侧抽机构40、上模50、下模60、下嵌块80及上嵌块90。上模50与下模60彼此配合,以满足上模50与下模60之间的开合模需要,且下模60包含下模座61及嵌设于下模座61之上端部的下模芯62,由下模座61从下方、左方、右方、前方及后方包围下模芯62,下模芯62上开设有贯穿下模芯62的左侧、右侧和上侧的下成型槽621。
27.并结合图8,上模50包含上模座51及嵌设于上模座51之下端部的上模芯52,由上模座51从上方、左方、右方、前方及后方包围上模芯52,上模芯52上开设有贯穿上模芯52的左侧、右侧和下侧的上成型槽521。左侧抽机构30装配于下模座51,由下模座51对左侧抽机构30提供支撑的作用及装配的场所;右侧抽机构40装配于下模座51,由下模座51对右侧抽机构40提供支撑的作用及装配的场所,右侧抽机构40还与左侧抽机构30彼此对齐,以确保两者在合模时彼此接合在一起,接合后的状态见图5所示。浇注嘴10同时穿置于上模芯52的前侧和上模座51两者中,以借助浇注嘴10的引入,可对上模芯52提供定位作用,从而提高浇注嘴10和上模芯52两者于上模座51上的装配便捷性。分流锥20同时穿置于下模芯62的前侧和下模座61两者中,以借助分流锥20的引入,可对下模芯62提供定位作用,从而提高分流锥20和下模芯62两者于下模座61上的装配便捷性。
28.再结合图5,在合模后,上成型槽521及下成型槽621共同围出成型腔70,左侧抽机构30从成型腔70之左侧伸入成型腔70中,右侧抽机构40从成型腔70的右侧伸入成型腔70中,分流锥20伸入浇注嘴10中。其中,下嵌块80装配于下模座61位于下模芯62之前侧旁边,使下嵌块80与下模座61固定在一起,下嵌块80之上端部的中部开设有沿下模座61的前后方向贯穿前侧、后侧及上侧的凹陷通槽81及多条沿下模座61的前后方向隔开排列的条状下齿牙82,条状下齿牙82沿下模座61的左右方向延伸,凹陷通槽81使条状下齿牙82的左右两端高而中间低的布置,状态见图3中右边的放大图所示。上嵌块90装配于上模座51,以使得上嵌块90与上模座51固定在一起,上嵌块90位于上模芯52之前侧旁边,上嵌块90的下端部开设有多条匹配条状下齿牙81的条状上齿牙91,条状上齿牙91在合模时与条状下齿牙81彼此啮合,状态见图7所示,由于凹陷通槽81使条状下齿牙82的左右两端高而中间低的布置,使得彼此啮合后的条状上齿牙91与条状下齿牙81没有堵塞凹陷通槽81,故气体可沿着凹陷通槽81向外排走,且下模芯62还开设有连通下成型槽621与凹陷通槽81的中间通道622,状态见图3或图7所示。更具体地,如下:
29.如图2及图4所示,上模座51的四个角落固定有向下凸出上模座51的上下导柱54,下模座61的四个角落固定有与上下导柱54匹配的上下导套63,上下导柱54可滑动地穿置于上下导套63中,以借助上下导柱54和上下导套63的配合,提高上模50与下模60两者之间的开合模顺畅性;再结合条状上齿牙91与条状下齿牙81的配合,有效地对上下导柱54与上下导套63两者之间的前后方向约束。具体地,在图3和图8中,下嵌块80为两个且呈一前一后的对齐布置,每个下嵌块80对应一个上嵌块90,以提高排气能力及前后约束能力,当然,根据实际需要,下嵌块80和上嵌块90两者的数量还可以为其它,故不以此为限。
30.如图3所示,下模芯62的后侧开设有与分流锥20相对布置的导气通道623,导气通道623与下成型槽621相连通,以借助导气通道623而增加排气效果。具体地,在图3中,下模芯62开设有连通分流锥20和下成型槽621的主浇道624,在图8中,上模芯52开设有匹配主浇
道624的辅助流道522,辅助流道522与上成型槽521相连通,以借助辅助流道522与主浇道624的配合,这样可以将流入主浇道624的物料分流至辅助流道522,由辅助流道522流向上成型槽521,提高物料流动的可靠性。举例而言,在图3和图8中,上成型槽521和下成型槽621各为半圆槽,以匹配电机金属壳体200的外轮廓,但不以此为限。
31.如图5所示,左侧抽机构30包含左侧滑块31及左侧型芯32。左侧滑块31沿下模座61的左右方向滑设于下模座61,使得左侧滑块31能在下模座61上做左右滑移;左侧型芯32的左端装配于左侧滑块31,使得左侧型芯32与左侧滑块31固定在一起,从而使得左侧型芯32与左侧滑块31一起滑移,左侧型芯32的右端伸向下成型槽621;上模座51安装有一斜导柱53,斜导柱53可滑动地穿置于左侧滑块31中,以在开合模的过程中,借助斜导柱53而实现左侧抽机构30的侧抽作动或复位作动,故左侧抽机构30不需要额外设置动力源,故省去动力源的使用而节省成本。
32.如图2至图5所示,右侧抽机构40包含直线驱动器41、右侧滑块42及右侧型芯43。直线驱动器41位于下模座61的右侧外,直线驱动器41还与下模座61的右侧壁611固定连接,这样布置减少直线驱动器41对下模座61厚度的尺寸占用,直线驱动器41的输出端411伸入下模座61,以满足与右侧滑块42的装配需要;右侧滑块42的右端与直线驱动器41的输出端411装配连接,由直线驱动器41为右侧滑块42的左右滑移提供动力,右侧型芯43的右端装配于右侧滑块42的左端,使右侧滑块42与右侧型芯43固定在一起,从而使得右侧型芯43跟随右侧滑块42一起滑移,右侧型芯43的左端伸向下成型槽621。举例而言,直线驱动器41为气缸,以驱使右侧滑块42连同右侧型芯43快速地于两极限位置之间切换,其中一极限位置为抽出位置而另一极限位置为复位位置,当然,根据实际需要,直线驱动器41还可为液压缸,故不以此为限。
33.与现有技术相比,借助上嵌块90的条状上齿牙91和下嵌块80的条状下齿牙81在合模后的彼此啮合,对合模后的上模50和下模60两者进行前后方向的约束,有效地防止合模后的上模50与下模60之间的窜动,为确保产品的质量创造条件,借助下嵌块80之上端部的中部开设有沿下模座61的前后方向贯穿前侧、后侧及上侧的凹陷通槽81,该凹陷通槽81使条状上齿牙91的左右两端高而中间低的布置,使得彼此啮合后的条状上齿牙91和条状下齿牙81不堵塞凹陷通槽81,状态见图7所示,故在物料注入成型腔70的过程中将合模后留于成型腔70内的气体由下模芯62所开设的中间通道622流到凹陷通槽81,再由凹陷通槽81排到本实用新型的电动汽车金属壳体成型模具100外,因此,防止产品中存在气泡孔的结构。
34.值得注意者,附图中箭头a所指的方向为上模座51和下模座61由左至右的方向,附图中箭头b所指的方向为上模座51和下模座61由前至后的方向。
35.上所揭露的仅为本实用新型的优选实施例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等同变化,仍属本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1