一种D型整体聚晶立方氮化硼刀片磨削夹具的制作方法
一种d型整体聚晶立方氮化硼刀片磨削夹具
技术领域
1.本实用新型涉及可转位pcbn刀具加工夹具技术领域,具体涉及一种d型整体聚晶立方氮化硼刀片磨削夹具。
背景技术:
2.聚晶立方氮化硼(pcbn)具有硬度高、热稳定性好、耐磨性好、化学稳定性好等特点,pcbn用作刀具适用于加工淬硬钢、高温合金、耐磨铸铁等难加工材料,目前pcbn刀具在难加工材料领域的应用取得了良好效果,然而在pcbn刀具磨削过程中发现:因毛坯余量较大,现有刀具磨削夹具在针对d型pcbn型每个刀片磨削时,不能够进行大次性对刀片多个面进行磨削,并且由于刀片整体结构为菱形,在进行固定夹紧时不能够完全稳定批量刀片磨削,只能够单个刀片进行磨削,且在磨削过程中不能够一的进行夹持,会造成夹持磨削过程中,磨削不够全面,或是造成磨削过程中对刀片损害的负面影响。
技术实现要素:
3.本实用新型的目的在于提供一种dnga1604专用夹具,能够一次性进行大批量的刀片夹持,能够保持夹持的稳固性,并且可以根据磨削面进行摆放面得切换,提高了工作人员的磨削效率,解决了现有技术中的问题。
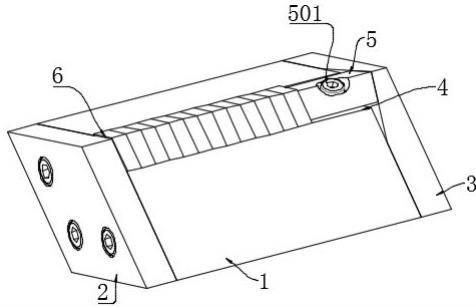
4.为实现上述目的,本实用新型提供如下技术方案:一种d型整体聚晶立方氮化硼刀片磨削夹具,包括底座1及定位装置,其特征在于:所述底座1还包括安装在其左右两端的左挡板2和右挡板3;所述底座1整体为菱形柱状体结构,底座1左右两侧面均匀设有螺栓安装孔,底座的上侧边设有d型定位槽;所述定位槽4的一侧设有垂直向下的定位块5安装孔;所述左右挡板3均贴合设置在底座1左右两侧面,并对应底座1左右两侧面螺栓安装孔位置开设安装孔,通过固定螺母穿过安装孔固定安装在底座1侧面;所述定位装置还包括定位块5和紧固螺钉501;所述定位块5通过紧固螺钉501穿过定位块5上端安装孔固定安装在定位槽4一侧定位块5安装孔内。
5.优选的,所述的定位槽横向设立在底座的上侧边,定位槽槽状为d型pcbn刀片外边缘状。
6.优选的,所述左挡板2和右挡板3整体同底座1侧面相同,贴合安装底座1两侧面,且遮挡在底座1两侧面定位槽4开口处。
7.优选的,所述左挡板2外表面均匀阵列设有三个螺栓安装孔,右挡板3外表面均匀设置两个螺栓安装孔。
8.优选的,所述定位块5为菱形结构,其上侧边对应定位槽4一侧开设的定位块5安装孔设有大小相同的安装孔。
9.与现有技术相比,本实用新型的有益效果如下:能够一次性进行大批量的刀片夹持,并且使其在夹持时能够更加稳固,夹具摆放时也更加稳定,并且在针对不同磨削面进行磨削时,能够更加灵活地调整摆放位置,能够使工作人员更好的对刀片外表面进行磨削,提
高了工作人员的工作效率。
附图说明
10.图1为本实用新型整体结构图;
11.图2为本实用新型俯视图;
12.图3为本实用新型的右视图;
13.图4为本实用新型的左视图;
14.图5为本实用新型专用d型聚晶立方氮化硼刀片。
15.图中标注说明:1、底座;2、左挡板;3、右挡板;4、定位槽;5、定位块;501、紧固螺钉;6、d型刀片。
具体实施方式
16.下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
17.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
18.请参阅图1-4,一种d型整体聚晶立方氮化硼刀片磨削夹具,包括底座1及定位装置,其特征在于:所述底座1还包括安装在其左右两端的左挡板2和右挡板3;所述底座1整体为菱形柱状体结构,底座1左右两侧面均匀设有螺栓安装孔,底座的上侧边设有d型定位槽;所述定位槽4的一侧设有垂直向下的定位块5安装孔;所述左右挡板3均贴合设置在底座1左右两侧面,并对应底座1左右两侧面螺栓安装孔位置开设安装孔,通过固定螺母穿过安装孔固定安装在底座1侧面;所述定位装置还包括定位块5和紧固螺钉501;所述定位块5通过紧固螺钉501穿过定位块5上端安装孔固定安装在定位槽4一侧定位块5安装孔内。
19.优选的,所述的定位槽横向设立在底座的上侧边,定位槽槽状为d型pcbn刀片外边缘状。
20.优选的,所述左挡板2和右挡板3整体同底座1侧面相同,贴合安装底座1两侧面,且遮挡在底座1两侧面定位槽4开口处。
21.优选的,所述左挡板2外表面均匀阵列设有三个螺栓安装孔,右挡板3外表面均匀设置两个螺栓安装孔。
22.优选的,所述定位块5为菱形结构,其上侧边对应定位槽4一侧开设的定位块5安装孔设有大小相同的安装孔。
23.作为一种优选的实施例,本实用新型主要针对于d型刀片6的磨削作用,在使用本实用新型时,将本夹具底部的一侧面放置在平面磨床的工作台上,工作台为电磁工作台,可将夹具吸附或是去磁松开,便于工作人员对夹具更好的使用并打磨刀片,由于底座1整体为菱形结构,其底部成两个侧平面,在放置时,根据首先刀片需要磨削的一面,选择底部两侧
面一合适侧面作为摆放面,在放置完成后,可将待磨削刀片横向均匀排列置于定位槽4内,并且使之排列组合嵌入在定位槽4内后与底座1上两侧面相吻合,在完成放置后,使用专用工具对定位装置的定位块5进行禁锢安装,首先应将定位块5上端的安装孔对应定位槽4内的定位块5安装孔进行对应安装,最后将紧固螺钉501穿过定位块5上端安装孔嵌装进定位槽4内定位块5安装孔内,进行紧固安装,由于底座1上端的定位槽4为横向槽,所以定位槽4内可放置较多的待磨削刀片,同时,定位槽4的结构为d型刀片6的外壁状,可将d型刀片6的两侧边完美放置在定位槽4内,并且使多个d型刀片6紧凑贴合排列放置。
24.进一步的,在d型刀片6刀片完成放置后,可再次通过对两侧挡板进行紧固安装,使一侧挡板对其进行夹持紧固,挡板能够对刀片进行遮挡、夹紧。
25.最后,在完成夹持后,可通过电磁工作台上的打磨砂轮对d型刀片6进行侧边打磨处理,在完成一侧边打磨后,可再次选择底部的两侧面的另一侧面作为底面,对刀片的另一侧边进行打磨,刀片的上侧两面打磨完成后,可再次通过对定位装置进行松紧处理,使刀片的另外两侧面展露在外部,从而进行打磨处理。完成打磨的工作。
26.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点,对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型;因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
27.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1