一种高精度机械涨缩式背衬轴承外圈磨削装置的制作方法
1.本实用新型涉及一种磨削装置,更具体的说是一种高精度机械涨缩式背衬轴承外圈磨削装置。
背景技术:
2.在冷轧精密不锈钢板带生产工艺过程中,特别是轧制0.05mm及以下厚度且带钢宽度较宽的精密板带时,一般都采用20辊整体牌坊森吉米尔轧机轧制。背衬轴承是该轧机最重要的部件之一。在轧制带钢过程中背衬轴承承受了所有轧制力以及各种冲击载荷,使得轴承外圈外表面极易产生疲劳损伤或出现疲劳裂纹等缺陷。轴承外圈外表面磨削的要求非常高,其中最主要的技术条件就是要确保外圈内外圆的同轴度、圆度、圆柱度以及粗糙度等。背衬轴承外圈修磨一般都是返回轴承生产厂完成或轧钢厂自己磨削。前者修复成本高、工期长难以满足现场生产需要。后者则需要专用磨削工装才能完成。为了保证磨削精度,一般都采用液压专用工装,但其价格昂贵,使用效率低,磨削精度较低。
技术实现要素:
3.本实用新型提供一种高精度机械涨缩式背衬轴承外圈磨削装置,其有益效果为在普通外圆磨床或轧辊专用磨床上实现背衬轴承外圈高精度磨削并取代专用的液压专用磨削装置,从而降低磨削成本。
4.一种高精度机械涨缩式背衬轴承外圈磨削装置,包括芯轴、连接螺栓、法兰、第一导向螺栓和弧形内锥面涨块,所述芯轴的左端通过多个连接螺栓连接有法兰,法兰上呈环形设置有四个第一导向螺栓,四个第一导向螺栓螺纹连接在法兰上,弧形内锥面涨块分为四瓣,弧形内锥面涨块的四瓣分别径向滑动连接在四个第一导向螺栓上。
5.一种高精度机械涨缩式背衬轴承外圈磨削装置还包括第二导向螺栓,弧形内锥面涨块套在芯轴上,弧形内锥面涨块的四瓣的右端均螺纹连接有一个第二导向螺栓,四个第二导向螺栓均径向滑动连接在芯轴上。
6.一种高精度机械涨缩式背衬轴承外圈磨削装置还包括外锥套,外锥套套在芯轴上,外锥套上呈环形设置有四个对应第二导向螺栓的通孔,四个第二导向螺栓分别穿过四个通孔,四个通孔直径大于第二导向螺栓的直径,外锥套轴向滑动连接在芯轴上,外锥套的外锥面与弧形内锥面涨块的内锥面相配合。
7.工件套在弧形内锥面涨块的外周,工件的左侧顶在法兰上。
附图说明
8.下面结合附图和具体实施方法对本实用新型做进一步详细的说明。
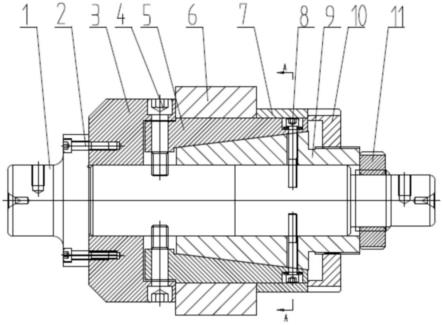
9.图1为高精度机械涨缩式背衬轴承外圈磨削装置的示意图;
10.图2为图1中a-a面的剖视图;
11.图3为弧形内锥面涨块的示意图;
12.图4为图3中d-d面的剖视图。
13.图中:芯轴1;连接螺栓2;法兰3;第一导向螺栓4;弧形内锥面涨块5;工件6;隔套7;第二导向螺栓8;外锥套9;工件压紧螺母10;外锥套压紧螺母11。
具体实施方式
14.一种高精度机械涨缩式背衬轴承外圈磨削装置,包括芯轴1、连接螺栓2、法兰3、第一导向螺栓4和弧形内锥面涨块5,所述芯轴1的左端通过多个连接螺栓2连接有法兰3,法兰3上呈环形设置有四个第一导向螺栓4,四个第一导向螺栓4螺纹连接在法兰3上,弧形内锥面涨块5分为四瓣,弧形内锥面涨块5的四瓣分别径向滑动连接在四个第一导向螺栓4上。
15.芯轴1的两端带标准顶尖孔,使用时芯轴1安装在磨床工作台床头箱与尾座的顶尖上并在顶尖上旋转带动工件旋转以完成磨削工作;
16.连接螺栓2用于紧固法兰3使芯轴1与法兰3形成整体以确保法兰3的端面垂直于芯轴1轴线,装置工作时工件6的侧面紧贴在安装法兰3的端面。
17.将工件6套在弧形内锥面涨块5的四瓣上后,弧形内锥面涨块5的四瓣分别沿着四个第一导向螺栓4径向移动扩张,从而支撑工件6,进而将工件6固定在芯轴1上,达到磨削要求;通过将芯轴1的两端顶尖中心孔在磨床床头箱与尾架上的顶尖上运转,从而保证了工件磨削时的磨削精度。外圈磨削装置的各各零件可以更换为不同的尺寸,以便满足不同内径的空心圆柱体外圆磨削要求。外圈磨削装置在工件6轴向方向可调节以满足不同长度的工件磨削。外圈磨削装置的工作表面直径可以调节,使工作表面与工件6的内表面紧贴在一起,消除了工件6内表面与工装外表面之间的间隙,从而确保了磨削时工件6内圆与工件外圆的同轴度。外圈磨削装置上在磨床上安装非常容易,不需要复杂的找正过程,磨削精度由磨床本身的精度保证。外圈磨削装置不需要增加额外的动力,如液压动力,不需要改变外圆磨床的原有结构和功能;外圈磨削装置外圈可用于其他类似的空心圆柱体的精密磨削。
18.一种高精度机械涨缩式背衬轴承外圈磨削装置,还包括第二导向螺栓8,弧形内锥面涨块5套在芯轴1上,弧形内锥面涨块5的四瓣的右端均螺纹连接有一个第二导向螺栓8,四个第二导向螺栓8均径向滑动连接在芯轴1上。
19.第一导向螺栓4与第二导向螺栓8一起确保弧形内锥面涨块5只能做径向运动,使弧形内锥面涨块5的外圆弧面与工件6的内圆紧密接触。
20.四个第二导向螺栓8在弧形内锥面涨块5的四瓣的右端进行支撑,使得弧形内锥面涨块5的四瓣可以稳定地径向滑动。
21.一种高精度机械涨缩式背衬轴承外圈磨削装置,还包括外锥套9,外锥套9套在芯轴1上,外锥套9上呈环形设置有四个对应第二导向螺栓8的通孔,四个第二导向螺栓8分别穿过四个通孔,四个通孔直径大于第二导向螺栓8的直径,外锥套9轴向滑动连接在芯轴1上,外锥套9的外锥面与弧形内锥面涨块5的内锥面相配合。
22.弧形内锥面涨块5的外圆直径与工件6内圆直径相同,工作时弧形内锥面涨块5的外圆弧面与工件6的内圆弧面紧密接触,并在磨削工件6外圆表面时支撑工件6。由于弧形内锥面涨块5的外圆直径与工件6内圆直径相同磨削时能够保证工件6内外圆的同心度。弧形内锥面涨块5的内锥面与外锥套9的内锥面配合加工以确保内外锥面完全一致。弧形内锥面涨块5采用线切割方式分切为四块。
23.外锥套9向左轴向滑动时可以带动弧形内锥面涨块5的四瓣向外扩张,进而将工件6固定在弧形内锥面涨块5的外周面上。
24.一种高精度机械涨缩式背衬轴承外圈磨削装置,工件6套在弧形内锥面涨块5的外周,工件6的左侧顶在法兰3上。
25.一种高精度机械涨缩式背衬轴承外圈磨削装置,还包括隔套7,隔套7套在弧形内锥面涨块5的外周,隔套7的左侧顶在工件6的右侧。
26.隔套7用于压紧工件6。
27.一种高精度机械涨缩式背衬轴承外圈磨削装置,还包括工件压紧螺母10,工件压紧螺母10通过螺纹连接在外锥套9的右端,工件压紧螺母10的左侧压在隔套7的右侧。
28.工件压紧螺母10工作时通过隔套7压住工件,磨削完成后,旋转工件压紧螺母10使外锥套9向右移动松开工件6。
29.一种高精度机械涨缩式背衬轴承外圈磨削装置,还包括外锥套压紧螺母11,外锥套压紧螺母11通过螺纹连接在芯轴1的右端,外锥套压紧螺母11压在外锥套9的右侧。
30.旋动外锥套压紧螺母11压在外锥套9的右侧,进而压动外锥套9向左轴向滑动,进而带动弧形内锥面涨块5的四瓣向外扩张。
31.本装置工作前,零件芯轴1、连接螺栓2、法兰3、第一导向螺栓4、弧形内锥面涨块5、第二导向螺栓8、外锥套9,预先组装完成为成套工装,工作时,将工件6安装在该装置上,然后安装隔套7、工件压紧螺母10、外锥套压紧螺母11使外锥套9向右移动涨开弧形内锥面涨块5支撑住工件6完成工件6装配,将芯轴1安装在磨床床头箱和尾座顶尖上即可进行磨削工件工作。当不需要使用外圈磨削装置时,从磨床上拆除即可,拆除时松开尾座的顶尖即可取下本装置。因此,安装和拆除十分方便和快捷,调整也非常容易。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1