一种方坯联接件的制作方法
1.本实用新型涉及钢水冶炼设备技术领域,更具体地说,涉及一种钢水方坯连铸用的联接件。
背景技术:
2.有色及黑色金属的近终成形连铸坯,由于其生产效率、成材率、产品质量、自动化程度及节能减排等方面的优势得到迅猛发展,而连铸比随之成为衡量各国连铸技术水平和连铸装备制造能力的指标之一。冶金大环境下形成各国重连铸轻模铸的趋势,模铸研究和应用比重小,设计能力和系统创新缺乏。但连铸还不能满足核电、高铁、军工等领域特厚铸坯的特殊需求,例如iter核辐射屏蔽块及托卡马克冷却壁、核电汽轮机转子、航母甲板钢、高温高压容器钢及高层建筑防震厚板钢,仍依靠具有大锻造比、大单重、小批多样特点的模铸。
3.钢水中间包是连铸生产线上的重要设备,中间包将钢水开浇至结晶器中,现有的中间包在更换过程中,结晶器液面的钢水在更换的间隙会迅速降温而产生铸坯的切头,每更换一次就会产生一次切头,切头越多,浪费越严重,而且,铸坯的切头切尾占比高也会降低生产效率,提高连铸加工成本。
4.经检索,中国专利公告号,cn106180659 a,公告日2016.12.07的专利公开了一种铸坯定向凝固和区域选择冷却的组合式水冷铸模,实现铸坯自下而上强制冷却和定向凝固,避免垂直模壁和无方向性生长的柱状晶过度发达而使其垂直底盘生长,消除了中心缩松、v型偏析问题,得到晶粒细化、超声检测晶粒均匀、凝固组织致密均匀无缺陷的大单重铸锻坯,超声波探伤合格率提高;铸模本体上半部为中空保温结构,铸模本体下半部的冷却水道和底盘水冷,可对铸模不同区域分段选择性冷却,兼顾建立一维温度场和高冷却强度,铸坯显热及潜热绝大部分自底盘传导,实现定向凝固;使用热补缩冒口,内部设有的熔融玻璃层、发热剂层和覆盖层,使得缩孔区主要集中在热补缩冒口部分,提高了热补缩冒口内的实心高度,减少铸坯切头切尾占比。该专利需要提供结构复杂的专用铸模,操作门槛高,适用面受限。
技术实现要素:
5.1.实用新型要解决的技术问题
6.本实用新型的目的在于克服现有技术中钢水的连铸过程中,方坯铸坯的切头占比较高的问题,拟提供一种方坯联接件,通过设置挂钩状的拉筋以及拉筋架,在更换中间包时快速插入结晶器,使前后中间包里的钢水连铸成整体,进而达到规范连铸坯尺寸,减少开浇流程和切头的技术效果。
7.2.技术方案
8.为达到上述目的,本实用新型提供的技术方案为:
9.本实用新型的一种方坯联接件,包括通过竖连杆固定连接的上方框和下方框;所
述下方框的下方固定连接有收口状的斜拉筋组成的斜拉筋框,以上的固定连接一般是均通过焊接固定。中间包在更换的间隙,将本方坯联接件快速的置入方坯结晶器的液面处,充分利用结晶器中钢水初始的预凝固状态,有一定的粘性,整个联接件会浮于钢水表面,竖连杆和斜拉筋起到承上启下的作用,随着整个方坯联接件在钢水中熔化,钢水在结晶器中凝固后,使方坯联接件前后的中间包中的钢水铸坯成一个整体,从而减少方形铸坯的切头。
10.进一步地,斜拉筋框的底部固定连接有挡板,起到加固斜拉筋框的作用,还起到缓冲钢水冲击力的效果,并对斜拉筋框预热,进一步提高中间包更换时铸坯整体的一致性。
11.更进一步地,竖连杆和斜拉筋一一对应并固定连接,俯视状态下均成对称的米字形分布,以保证钢水凝固后均匀铸坯整体一致性。
12.更进一步地,下方框位于结晶器中钢水的液位线处,液位线上下各半,承上启下的作用均衡。
13.更进一步地,竖连杆、上方框、下方框和斜拉筋框的材料均为钢质,与钢水相同,避免杂质混入。
14.3.有益效果
15.采用本实用新型提供的技术方案,与现有技术相比,具有如下有益效果:
16.(1)本实用新型的方坯联接件,在中间包更换的间隙,可将本方坯联接件快速的置入方坯连铸结晶器的液面处,拉筋起到承上启下的作用,随着整个方坯联接件在钢水中熔化,钢水在结晶器中凝固后,使方坯联接件前后的中间包中的钢水铸坯成一个整体,从而减少开浇流程及减少铸坯的切头;而且,结构简单,在结晶器中插入时安装方便、快捷;
17.(2)本实用新型的方坯联接件,挡板的设置,起到加固斜拉筋框的同时,还起到缓冲钢水冲击力的效果,并对斜拉筋框预热,对于提高中间包更换时铸坯整体的一致性有更好的促进作用。
附图说明
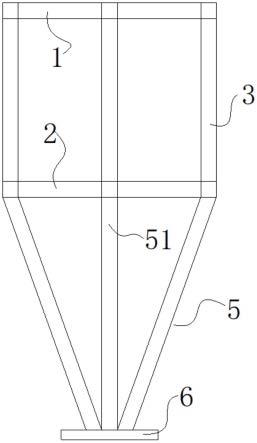
18.图1为本实用新型的方坯联接件立体图;
19.图2为本实用新型的方坯联接件俯视结构示意图;
20.图3为本实用新型的方坯联接件使用状态示意图。
21.图中:1、上方框;2、下方框;3、竖连杆;5、斜拉筋框;6、挡板;30、结晶器;51、斜拉筋;100、液位线。
具体实施方式
22.为进一步了解本实用新型的内容,结合附图和实施例对本实用新型作详细描述。
23.实施例1
24.本实施例的方坯联接件,如图1、2所示,包括通过竖连杆3固定连接的上方框1和下方框2;所述下方框2的下方固定连接有收口状的斜拉筋51组成的斜拉筋框5;上方框1和下方框2的形状与方坯的形状及规格要相匹配;竖连杆3、上方框1、下方框2和斜拉筋框5的材料均为钢质,可以使用圆钢,支撑强度高,与钢水相同,避免钢水中杂质混入。
25.本实施例的方坯联接件的应用中,在中间包更换的间隙,将方坯联接件插入在结晶器30中钢水的液位线100处,充分利用结晶器中钢水初始的预凝固状态,有一定的粘性,
相当于悬浮于方坯结晶器30的液面,此时,竖连杆3和斜拉筋51起到承上启下的作用,随着整个方坯联接件在钢水中熔化,钢水在结晶器30中凝固后,使方坯联接件前后的结晶器30中的钢水铸坯成一个整体,从而减少了方形铸坯的切头。而且,整个方坯联接件结构简单,在结晶器中插入式安装方便、快捷,并达到规范连铸坯尺寸,减少开浇流程和切头的技术效果。
26.实施例2
27.本实施例的方坯联接件,基本结构同实施例1,不同和改进之处在于:如图1、2所示,斜拉筋框5的底部固定连接有挡板6,起到加固斜拉筋框5的作用,还起到缓冲钢水冲击力的效果,并对斜拉筋框5预热,进一步提高中间包更换时铸坯整体的一致性。
28.实施例3
29.本实施例的方坯联接件,基本结构同实施例2,不同和改进之处在于:如图2所示,竖连杆3和斜拉筋51一一对应并固定连接,俯视状态下均成对称的米字形分布,以保证钢水凝固后均匀铸坯整体一致性。
30.实施例4
31.本实施例的方坯联接件,基本结构同实施例3,不同和改进之处在于:如图3所示,下方框2位于结晶器30中钢水的液位线100处,液位线100上下各半,承上启下的作用均衡。
32.本实施例的方坯联接件的应用,具体步骤为:
33.步骤一、中间包更换:钢坯连铸过程中,假设前后要更换的两个中间包为中间包a和中间包b,待中间包a钢水全部浇完至结晶器30后,在结晶器30中产生液位线100,中间包b快速准备更换:
34.步骤二、方坯联接件插入:在中间包a和中间包b快速更换的间隙,如图3所示,将方坯联接件本体插入在结晶器30中钢水的液位线100处,方坯联接件本体下方框2以下的下半段浸没在钢水的液位线100以下;
35.步骤三:钢水开浇:中间包b中的钢水开浇至结晶器30中,淹没方坯联接件本体的上半段;
36.步骤四:凝固:结晶器30中钢水凝固后,中间包a和中间包b的钢水连铸成一个整体。
37.重复以上步骤,可使计划的整批方形铸坯在连铸完成后,只有一个切头和切尾。
38.以上示意性的对本实用新型及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1