一种用于3D打印气体均分的箱体的制作方法
一种用于3d打印气体均分的箱体
技术领域
1.本实用新型涉及3d打印技术领域,具体涉及一种用于3d打印气体均分的箱体。
背景技术:
2.增材制造,又名3d打印,是指以数字模型为基础,将材料逐层堆积制造出实体物品的新兴制造技术。增材制造装备可“从无到有”地直接构建实体零件,无需遵循毛胚、粗加工、精加工的传统工序,亦不依赖专用成形模具,具有设计自由、制造灵活、低成本、周期短等优势。增材制造技术已广泛应用于航空航天、汽车、机械、能源、医疗等行业,用于快速开发、快速制造、快速修复等。
3.激光粉末床熔融(lpbf)是金属增材中最常见的技术之一,它使用激光能量源将金属、陶瓷或聚合物等颗粒材料按模型选择性熔融在一起,形成三维物体,在熔融的过程中会产生废气,需要对成型仓内进行吹气和抽气以置换掉产生的废气。
4.现有的气体分流装置无法进行均匀的分流,而不均匀的气流进入成型仓内就导致成型仓内的气体分布不均匀,不能很好的将内部的废气置换掉,且还需保证打印幅面上的粉末不被吹走。
技术实现要素:
5.本实用新型针对目前采用进气管与成型仓直接连接,气体在成型仓内得不到很好的分散,导致成型仓内的废气不能很好的排出的问题,提供一种用于3d打印气体均分的箱体。
6.为了实现上述实用新型目的,本实用新型提供了以下技术方案:
7.一种用于3d打印气体均分的箱体,包括本体和盖板,所述本体上设有进风口和若干第一出风口,所述进风口设置在所述本体的一侧,所述第一出风口设置在所述本体的另一侧;所述本体内设有若干流道结构,所述流道结构用于将进入到进风口的气体分成若干份,所述流道结构包括多级流道,下一级流道的数量与上一级流道数量成倍数关系。
8.优选的,所述流道结构包括依次连通的一级流道、第一连接道、二级流道、第二连接道和三级流道,所述进风口位于所述本体的底部,所述一级流道位于所述进风口的两侧,所述第一出风口位于三级流道上;所述一级流道、所述二级流道和所述三级流道均是平行设置,所述第一连接道两端分别与所述一级流道和二级流道垂直设置,所述第二连接道两端分别与所述二级流道和三级流道垂直设置。相当于在进风口的两侧形成了两个一级流道,后面通过第一连接道后,一个一级流道又分散成两个二级流道,在经过第二连接道后,一个二级流道后分散成两个三级流道,最后经过第一出风口流出。
9.优选的,所述本体内设有第一凸起、第二凸起、第三凸起和第四凸起,所述第一凸起、第二凸起位于所述进风口的一侧,所述第三凸起和第四凸起位于所述进风口的另一侧,所述第一凸起和第二凸起之间间隔设置,形成一级流道和第一连接道,所述第二凸起和第三凸起均为l型。通过第一凸起、第二凸起、第三凸起和第四凸起对气体进行分流,这样的方
式简便且比较均匀。
10.优选的,所述本体上部设有第五凸起和第六凸起,所述第五凸起位于所述第一凸起与第二凸起之间,所述第六凸起位于所述第三凸起和第四凸起之间,所述第一凸起、第二凸起和第五凸起之间形成二级流道,第一凸起和第五凸起形成第二连接道和三级流道;所述第五凸起和第六凸起的横截面均为t型。
11.优选的,所述第一连接道位于所述二级流道的中部,所述第二连接道位于所述三级流道的中部,这样可以将每个流道进行均分,并且最好将进风口也是设置在两个一级流道的中间,经过这样的结构最后从每个第一出风口流出的气体基本都是均匀的。
12.优选的,所述本体的边缘设有与盖板连接的第一连接孔,所述本体的侧边还设有安装孔。通过第一连接孔与盖板进行连接,通过安装孔将整个箱体安装到合适的位置。
13.优选的,所述第一凸起、第二凸起、第三凸起、第四凸起、第五凸起和第六凸起上均设有与盖板连接的第二连接孔;所述第一凸起、第二凸起、第三凸起、第四凸起、第五凸起和第六凸起与本体一体成型。由于盖板比较薄,因此为了防止盖板中部凸起,使得各个流道内的气体乱窜,因此在各个凸起上设置第二连接孔,这样将盖板的中部也与各个凸起进行连接。
14.优选的,所述流道结构还包括第三连接道,所述第二凸起和第三凸起之间的间隔形成第三连接道,所述第三连接道远离所述进风口的一侧设有第二出风口。第三连接道是与两个一级流道进行分流,第二出风口用于对激光头进行吹气,激光烧结过程中产生的黑色废气位于激光头附近,影响激光头的效果,进而影响打印效果,通过多增加一个第三连接道,因此从气源出来就只需要一根进气管进行,不需要在额外连接一根管道。
15.优选的,所述进风口的直径大于所述第二出风口的直径,所述第二出风口的直径大于所述第一出风口的直径。
16.优选的,所述本体上设有凹槽,所述凹槽内安装有密封条。通过设置密封条,本体内的气体不会外泄。
17.与现有技术相比,本实用新型的有益效果:本技术通过设置逐级增多的流道结构,将进入到的进风口的气体逐级进行分散,使得一级比一级的分散得多,最后从出风口流出。通过这样的方式使得进入到成型仓内的气体不是一股集中的,气体均匀分流,在设备打印时有利于保护打印烧结界面不受黑烟影响,且均分的风场不会带走打印的耗材;分散的气体进入到成型仓后与废气进行混合,然后通过抽气系统进行抽气,使得换气效果比较好。
附图说明:
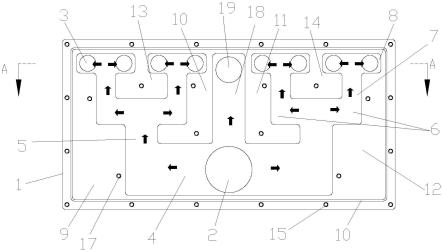
18.图1为本技术提供的用于3d打印气体均分的箱体的结构示意图;
19.图2为图1的主视图;
20.图3为图2中a-a的剖视图;
21.图4为图1的后视图。
22.图中标记:1-本体,2-进风口,3-第一出风口,4-一级流道,5-第一连接道,6-二级流道,7-第二连接道,8-三级流道,9-第一凸起,10-第二凸起,11-第三凸起,12-第四凸起,13-第五凸起,14-第六凸起,15-第一连接孔,16-安装孔,17-第二连接孔,18-第三连接道,19-第二出风口,20-凹槽,21-固定孔。
具体实施方式
23.下面结合附图,对本实用新型作详细的说明。
24.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
25.在本实用新型的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
26.在本实用新型的描述中,除非另有规定和限定,需要说明的是,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
27.如图1和图2所示,本技术提供了一种用于3d打印气体均分的箱体,包括本体1和盖板,所述本体1上设有进风口2和若干第一出风口3,所述进风口2设置在所述本体1的一侧,所述第一出风口3设置在所述本体1的另一侧,在进风口2的正上方还设置有一个第二出风口19,第一出风口3吹出的气体与成型仓连接,用于置换成型仓内的气体,第二出风口19的气体是对激光头进行吹气,防止激光烧结过程中产生的废气对激光头产生影响,进而影响到3d打印的质量。
28.所述本体1内设有若干流道结构,所述流道结构用于将进入到进风口2的气体分成若干份,所述流道结构包括多级流道,下一级流道4的数量与上一级流道4数量成倍数关系。
29.流道结构包括依次连通的一级流道4、第一连接道5、二级流道6、第二连接道7和三级流道8。
30.本实施例中进风口2是位于本体1的下侧的,因此本实例提供的一级流道4有两个,二级流道6有四个,三级流道8有八个。当然如果想要更多的第一出风口3,可以将进风口2安装在本体1的中部,这样可以形成四个一级流道4,依次就可以有八个二级流道6,十六个三级流道8。当然如果想要更多,则还可以增设更多及的流道。
31.所述进风口2位于所述本体1的底部,所述本体1内设有第一凸起9、第二凸起10、第三凸起11、第四凸起12、第五凸起13和第六凸起14。所述一级流道4位于所述进风口2的两侧,所述第一出风口3位于三级流道8上。
32.所述第一凸起9、第二凸起10位于所述进风口2的一侧,所述第三凸起11和第四凸起12位于所述进风口2的另一侧,所述第一凸起9和第二凸起10之间间隔设置,形成一级流道4和第一连接道5,所述第二凸起10和第三凸起11均为l型。
33.所述第五凸起13位于所述第一凸起9与第二凸起10之间,所述第六凸起14位于所述第三凸起11和第四凸起12之间,所述第一凸起9、第二凸起10和第五凸起13之间形成二级流道6,第一凸起9和第五凸起13形成第二连接道7和三级流道8;所述第五凸起13和第六凸起14的横截面均为t型。
34.所述一级流道4、所述二级流道6和所述三级流道8均是平行设置,所述第一连接道
5两端分别与所述一级流道4和二级流道6垂直设置,所述第二连接道7两端分别与所述二级流道6和三级流道8垂直设置。所述第一连接道5位于所述二级流道6的中部,所述第二连接道7位于所述三级流道8的中部,这样起到均分的作用。当然还可以在二级流道6处设计成进风口2与一级流道4类似结构,这样一个一级流道4就可以分成三个二级流道6了。
35.所述本体1的边缘设有与盖板连接的第一连接孔15,所述本体1的侧边还设有安装孔16。所述第一凸起9、第二凸起10、第三凸起11、第四凸起12、第五凸起13和第六凸起14上均设有与盖板连接的第二连接孔17。所述本体1上设有凹槽20,所述凹槽20内安装有密封条。各个凸起的盖度与本体1的高度是一致的,盖板与本体1的第一连接孔15进行连接,且通过密封条进行密封,由于盖板是薄型的,为了防止气体在内流窜时导致盖板变形,因此在各个凸起上还设置了第二连接孔17。
36.所述第一凸起9、第二凸起10、第三凸起11、第四凸起12、第五凸起13和第六凸起14与本体1一体成型,各个流道就像是沟渠一样。本技术的本体1是由一个比较厚的材料进行挖槽形成一级流道4、第一连接道5、二级流道6、第二连接道7和三级流道8的,然后在一级流道4的中部钻进气口,在三级流道8内钻第一出风口3。
37.所述流道结构还包括第三连接道18,所述第二凸起10和第三凸起11之间的间隔形成第三连接道18,第二出风口19这是在第三连接道18远离所述进风口2的一侧。
38.所述进风口2的直径大于所述第二出风口19的直径,所述第二出风口19的直径大于所述第一出风口3的直径。
39.如图4所示,在本体1远离盖板的一侧,进风口、第二出风口和每个第二出风口的周围都设置有4个用于连接管道的固定孔21。
40.气体从进风口2进入后被分成三份,分别流向两侧的以及流道和第三连接道18,经过第三连接道18的气体在通过第二出风口19流出对激光头进行吹气。进入到一级流道4的气体,在经过了两侧的第一连接道5后通过第五凸起13和第六凸起14,分别流入两侧的二级流道6,然后在经过第二连接道7后又分别流入到两侧的三级流道8,这样一层一层的进行分级,使得从第一出风口3流出的气体不再是一股集中的风,可以对成型仓内的气体进行混合,从而有利于成型仓内气体的置换。
41.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1