高精度开模定位压铸机的制作方法
1.本实用新型涉及一种高精度开模定位压铸机。
背景技术:
2.压铸工艺作为一种常用的机械产品加工方式应用越来越广泛。压铸工艺具有铸件尺寸精度高、表面光洁度好、生产效率高等优点。特别是随着工业机器人在压铸加工领域的应用,压铸加工的效率提升更为明显。现阶段常用的压铸机开模时,根据电子尺定位,使用位置切断压力流量来定位,由于惯性的误差较大,无法满足定位精度,与用于取料的工业机器人相配合时,往往会出现配合定位不准确的问题,无法实现准确取料。
技术实现要素:
3.本实用新型要解决的技术问题是为了克服现有技术中压铸机开模运动定位精度不高的缺陷,提供一种能够解决上述问题的高精度开模定位压铸机。
4.本实用新型是通过下述技术方案来解决上述技术问题:
5.一种高精度开模定位压铸机,其特点在于,其包括有:
6.驱动组件,所述驱动组件包括液压泵、开模油缸,所述液压泵驱动所述开模油缸的活塞杆运动;
7.模具组件,所述模具组件包括定模、中板和动模,所述开模油缸的活塞杆连接所述动模并驱动所述动模运动;
8.控制组件,所述控制组件包括plc控制器和电子尺传感器,所述plc控制器控制所述液压泵的工作状态,所述电子尺传感器用于检测所述动模的位置并反馈位置信号给所述plc控制器。
9.较佳地,所述控住组件还包括电比例控制阀,所述电比例控制阀连接于所述液压泵与所述开模油缸之间。
10.较佳地,所述定模上具有互锁油缸,所述中板上具有互锁凹槽,所述互锁油缸的抽芯能够插入所述互锁凹槽并固定所述定模与所述中板。
11.较佳地,所述定模上具有顶出油缸,所述顶出油缸的活塞杆能够穿过所述中板并按压于所述动模上的产品。
12.较佳地,所述定模上具有顶料油缸,所述顶料油缸用于顶出所述定模上的料饼。
13.在符合本领域常识的基础上,上述各优选条件,可任意组合,即得本实用新型各较佳实例。
14.本实用新型的积极进步效果在于:利用驱动组件与控制组件相配合,能够准确控制动模开模时的运动位置,从而使得其能够与外部的工业机器人准确配合,完成后续加工工序。
附图说明
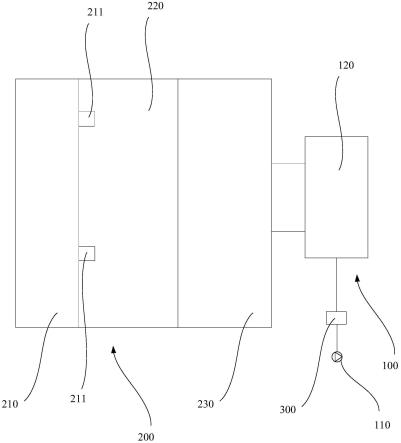
15.图1为本实用新型优选实施例中高精度开模定位压铸机的俯视结构示意图。
16.图2为本实用新型优选实施例中定模的左视图。
17.附图标记说明:
18.驱动组件100
19.液压泵110
20.开模油缸120
21.模具组件200
22.定模210
23.互锁油缸211
24.顶出油缸212
25.顶料油缸213
26.中板220
27.动模230
28.电比例控制阀300
具体实施方式
29.下面举个较佳实施例,并结合附图来更清楚完整地说明本实用新型。
30.图1示出了一种高精度开模定位压铸机,其包括有:驱动组件100、模具组件200和控制组件。驱动组件100包括液压泵110、开模油缸120,液压泵110驱动开模油缸120的活塞杆运动。模具组件200包括定模210、中板220和动模230,开模油缸120的活塞杆连接动模230并驱动动模230运动。控制组件包括plc控制器(未示出)和电子尺传感器(未示出),plc控制器控制液压泵110的工作状态,电子尺传感器用于检测动模230的位置并反馈位置信号给plc控制器。
31.本方案中,动模230开模运动的过程中,电子尺传感器不断检测动模230的位置并反馈位置信号给plc控制器,从而使plc控制器准确控制液压泵110的工作状态。即,当动模230接近设定位置时,液压泵110减速或者停止运动,使动模230缓慢运动至设定位置,保证动模230运动位置的准确性。利用驱动组件100与控制组件相配合,能够准确控制动模230开模时的运动位置,从而使得其能够与外部的工业机器人准确配合,完成后续加工工序。
32.为了进一步提高动模230运动的定位精度,控住组件还包括电比例控制阀300,电比例控制阀300连接于液压泵110与开模油缸120之间。电比例控制阀300能够准确控制液压油的流速,从而准确控制动模230的运动速度,使得定位精度进一步提高。
33.为了保证压铸加工时,中板220与定模210之间紧密、可靠连接,定模210上具有互锁油缸211,中板220上具有互锁凹槽(图中未示出),互锁油缸211的抽芯能够插入互锁凹槽并固定定模210与中板220。
34.如图2所示,本方案,定模210上具有顶出油缸212,顶出油缸212的活塞杆能够穿过中板220并按压于动模230上的产品。顶出油缸212主要用于动模230开模时,顶出油缸212顶住动模230上的产品与定模210同步运动,从而保证开模过程中产品不受机械力拉断料饼时的拉力影响,固定在动模230上同步运动。动模230运动到位后,将由取料机器人将产品从动
模230上取下。
35.为了便于取下料饼,定模210上具有顶料油缸213,顶料油缸213用于顶出定模210上的料饼。顶料油缸213能够将料饼从定模210上顶出。
36.虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本实用新型的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本实用新型的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
技术特征:
1.一种高精度开模定位压铸机,其特征在于,其包括有:驱动组件,所述驱动组件包括液压泵、开模油缸,所述液压泵驱动所述开模油缸的活塞杆运动;模具组件,所述模具组件包括定模、中板和动模,所述开模油缸的活塞杆连接所述动模并驱动所述动模运动;控制组件,所述控制组件包括plc控制器和电子尺传感器,所述plc控制器控制所述液压泵的工作状态,所述电子尺传感器用于检测所述动模的位置并反馈位置信号给所述plc控制器。2.如权利要求1所述的高精度开模定位压铸机,其特征在于,所述控制组件还包括电比例控制阀,所述电比例控制阀连接于所述液压泵与所述开模油缸之间。3.如权利要求2所述的高精度开模定位压铸机,其特征在于,所述定模上具有互锁油缸,所述中板上具有互锁凹槽,所述互锁油缸的抽芯能够插入所述互锁凹槽并固定所述定模与所述中板。4.如权利要求2所述的高精度开模定位压铸机,其特征在于,所述定模上具有顶出油缸,所述顶出油缸的活塞杆能够穿过所述中板并按压于所述动模上的产品。5.如权利要求1所述的高精度开模定位压铸机,其特征在于,所述定模上具有顶料油缸,所述顶料油缸用于顶出所述定模上的料饼。
技术总结
本实用新型提供一种高精度开模定位压铸机,其包括有:驱动组件、模具组件和控制组件。所述驱动组件包括液压泵、开模油缸,所述液压泵驱动所述开模油缸的活塞杆运动。所述模具组件包括定模、中板和动模,所述活塞杆连接所述动模并驱动所述动模运动。所述控制组件包括PLC控制器和电子尺传感器,所述PLC控制器控制所述液压泵的工作状态,所述电子尺传感器用于检测所述动模的位置并反馈位置信号给所述PLC控制器。利用驱动组件与控制组件相配合,能够准确控制动模开模时的运动位置,从而使得其能够与外部的工业机器人准确配合,完成后续加工工序。工序。工序。
技术研发人员:胡早仁 周敏 刘艳军
受保护的技术使用者:上海一达机械有限公司
技术研发日:2022.08.15
技术公布日:2022/12/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1