一种车顶焊缝打磨装置的制作方法
1.本实用新型属于白车身打磨技术,具体涉及一种车顶焊缝打磨装置。
背景技术:
2.在汽车的生产制造过程中,装焊完毕尚未涂装的车身称之为白车身。对于白车身在完成相应的激光焊接操作后会存在一些焊渣、焊缝不均匀等情况,需要经过一系列的打磨抛光以实现工业产品的质量。
3.本新型主要涉及到白车身车顶的打磨装置,现有技术公开的有一种车顶焊缝自动打磨装置(公开号为cn211305809u),该装置在结构上公开包括工业机器、打磨单元和打磨片消耗监测单元,打磨单元安装在工业机器人上,打磨片消耗监测单元和工业机器人电连接;打磨单元包括静臂,静臂上安装有恒力浮动模块、打磨模块和除尘模块。该装置主要采用电控的方式,且各个部件的组装上比较复杂,产品结构存在冗余,不方便产品交付客户后自行组装。
技术实现要素:
4.实用新型目的:本实用新型旨在优化上述现有技术的结构,实现轻量化,且方便维护和组装,提供一种车顶焊缝打磨装置。
5.技术方案:一种车顶焊缝打磨装置,包括主支架、风道切换装置、除尘罩、浮动除尘罩驱动单元、打磨驱动单元和恒力浮动单元,所述主支架由两块l型安装板组成,l型安装板包括横臂和纵臂,两块l型安装板的横臂前端固定浮动除尘罩驱动单元,所述的浮动除尘罩驱动单元驱动除尘罩上下移动,纵臂与恒力浮动单元固定,恒力浮动单元的正面包括滑动设置的连接板,通过连接板安装打磨工具,恒力浮动单元的背面通过快换连接工业机器人的机械臂;
6.所述的l型安装板的横臂与纵臂的拐角处设有切面,切面用于安装控制单元的底板;
7.所述打磨驱动单元连接打磨工具,所述的打磨工具连接有打磨片,打磨片外部设有除尘罩,除尘罩上方设有风道切换装置,所述的风道切换装置连接气源,且控制打磨头正反转时除尘风向切换。
8.进一步的,所述浮动除尘罩驱动单元包括通过伸缩机构控制除尘罩的升降移动,伸缩机构包括电动式、液压式或气动式。更进一步的,所述的除尘罩的下边缘处设有挡风板或毛刷。
9.所述的风道切换装置的出风口与除尘罩顶部两个风道口连接,两个风道口连接部设有挡板独立控制其通断,在正反打磨时实现单侧出风。
10.所述控制单元为通过smc总线通讯的阀岛模组,用于控制打磨头运作,且岛阀模组通过底板设置于l型安装板拐角处切面上,所述阀岛模组用于连接外部压缩空气。
11.所述装置中,纵臂外侧设有调压阀,所述调压阀通过气管连接恒力浮动单元中的
气缸。
12.有益效果:与现有技术相比,本实用新型通过两块l型安装板作为固定支架,通过恒力浮动单元的壳体实现装置的安装,且设置打磨驱动单元等,避免了多余的结构,优化了结构,实现装置轻量化,本实用新型还采用了底板安装岛阀模组及各类控制设备,方便产品模块化交付客户,客户且方便组装操作。
附图说明
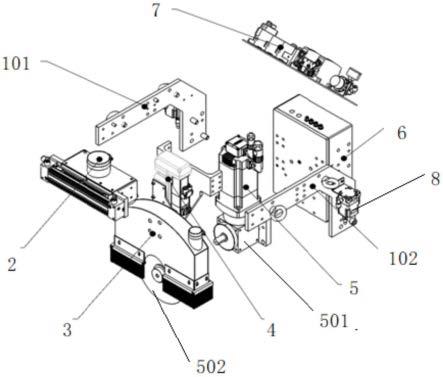
13.图1是本实用新型所述工具的结构示意图。
具体实施方式
14.下面结合说明书附图对本实用新型所公开的技术方案做具体的说明。
15.本实用新型提供的是一种车顶焊缝打磨装置,是一款针对白车身车顶激光钎焊焊后焊缝表面打磨的智能柔性化产品,适用于焊丝用材以铜或铝为主要成分焊后焊缝表面的打磨,该装置采用profinet或ethernet等总线通讯方式,可直接与plc或机器人等外部设备进行实时通讯控制,从而实现自动打磨功能。
16.结合图1所示,一种车顶焊缝打磨装置,包括主支架,主支架由两块l型安装板组成,l型安装板包括横臂和纵臂,在横臂和纵臂连接处为一个切线,左l型支架单元101和右l型支架单元102中的切线形成一个切面,切面通过底板连接,用于安装控制单元7。左l型支架单元101和右l型支架单元102对称设置,纵臂位于恒力浮动单元6的两侧或后侧,恒力浮动单元6的前端连接打磨驱动单元5,打磨驱动单元5下部连接打磨工具501,且打磨工具501的后端固定于恒力浮动单元6上,打磨工具501安装有打磨片502。在一些实现方式上,打磨带驱动单元5优选设置为伺服电机,包括控制器,伺服电机带动打磨片502转动。在另外的一些实施例中,打磨驱动单元5设置为电机或气压等控制器,主要用于转速的控制等,打磨工具501设置为可替换的气动或电动转轴,由此带动打磨片502的转动。l型安装板的横臂前端部连接有直角边的u型板,u型板用于安装浮动除尘罩驱动单元4,浮动除尘罩驱动单元4连接除尘罩3,控制除尘罩3的升降,包括直接驱动方式或间接驱动方式,直接驱动方式包括伺服电机实现,例如通过伺服电机控制转动链条等方式带动除尘罩3与其连接的滑块等,也包括直接的行程控制电机直接驱动,间接方式为通过浮动除尘罩驱动单元4与之连接的升降机构实现,此方式更加便于更换和拆卸维修。在除尘罩3的上方,设有一个风道切换装置2,风道切换装置2连接气源,且控制打磨头正反转时除尘风向切换,包括设有左右出风口朝下吹风,或者将出风口连接至除尘罩3左右两侧的风道口,左右出风口内设挡板独立控制其通断,在正反打磨时实现单侧出风。
17.本实用新型所述的打磨装置主要结构如上所述,下面结合具体部件对本实用新型做进一步的说明。
18.本实用新型所述装置在使用过程的具体操作需要结合机器人工作站以实现高度自动化,包括配置相关的控制电路及系统,连接相应的气源、压缩空气等。对于气动控制、伺服电动、液压控制等方式均可,本领域技术人员在实际使用过程中为熟知的技术,对此不展开表述。本实用新型所提供的打磨装置通过连接板固定在机器人法兰盘上,其机器人的负载一般大于60kg,可安装在可移动的机械手臂上使用。本实用新型中,主支架用于各个单元
模块安装及连接,恒力浮动单元6用于打磨工具502在z方向的浮动及打磨正压力的设定,打磨驱动单元5控制打磨工具501运作,驱动打磨片502正反旋转,对焊缝进行切削。浮动除尘罩驱动单元4包括采用一个恒力浮动装置,然后通过伺服电机带动除尘罩,控制升降机构,根据打磨片外径尺寸实时调整z向高度,始终保持除尘罩与车顶之间的距离,有效提升打磨除尘效果。风道切换装置2用于正反打磨时的除尘风向切换,使得有效除尘的位置更为精准。控制单元7采用smc总线通讯的阀岛模组,对打磨头上的各个自动化元器件进行实时控制,包括一些辅助的检测装置,比如打磨头的测定,打磨片的消耗测量等。
技术特征:
1.一种车顶焊缝打磨装置,包括主支架、风道切换装置(2)、除尘罩(3)、浮动除尘罩驱动单元(4)、打磨驱动单元(5)和恒力浮动单元(6),其特征在于:所述主支架由两块l型安装板组成,l型安装板包括横臂和纵臂,两块l型安装板的横臂前端固定浮动除尘罩驱动单元(4),所述的浮动除尘罩驱动单元(4)驱动除尘罩(3)上下移动,纵臂与恒力浮动单元(6)固定,恒力浮动单元(6)的正面包括滑动设置的连接板,通过连接板安装打磨工具(501),恒力浮动单元(6)的背面通过快换连接工业机器人的机械臂;所述的l型安装板的横臂与纵臂的拐角处设有切面,切面用于安装控制单元(7)的底板;所述打磨驱动单元(5)连接打磨工具(501),所述的打磨工具(501)连接有打磨片(502),打磨片(502)外部设有除尘罩(3),除尘罩(3)上方设有风道切换装置(2),所述的风道切换装置(2)连接气源,且控制打磨头正反转时除尘风向切换。2.根据权利要求1所述的车顶焊缝打磨装置,其特征在于:所述浮动除尘罩驱动单元(4)包括通过伸缩机构控制除尘罩(3)的升降移动,伸缩机构的控制方式包括电动式、液压式或气动式。3.根据权利要求1所述的车顶焊缝打磨装置,其特征在于:所述的风道切换装置(2)的出风口与除尘罩(3)顶部两个风道口连接,两个风道口连接部设有挡板独立控制其通断,在正反打磨时实现单侧出风。4.根据权利要求1所述的车顶焊缝打磨装置,其特征在于:所述控制单元(7)为通过smc总线通讯的阀岛模组,用于控制打磨头运作,且岛阀模组通过底板设置于l型安装板拐角处切面上,所述阀岛模组用于连接外部压缩空气。5.根据权利要求3所述的车顶焊缝打磨装置,其特征在于:所述的除尘罩(3)的下边缘处设有挡风板或毛刷。6.根据权利要求1所述的车顶焊缝打磨装置,其特征在于:所述的纵臂外侧设有调压阀(8),所述调压阀(8)通过气管连接恒力浮动单元(6)的气缸。
技术总结
本实用新型公开了一种车顶焊缝打磨装置,该工具包括主支架、风道切换装置、除尘罩、浮动除尘罩驱动单元、打磨驱动单元和恒力浮动单元。所述主支架由两块L型安装板组成,L型安装板包括横臂和纵臂,横臂前端固定浮动除尘罩驱动单元,纵臂位于恒力浮动单元壳体两侧或后方,恒力浮动单元正面为滑动设置的连接板,连接板安装打磨工具,恒力浮动单元的背面可通过快换连接工业机器人;L型安装板的拐角处设有切面,切面处用于安装控制单元的底板,打磨头上设有除尘罩及风道切换装置。本实用新型优化了现有的打磨工具的结构,实现轻量化的同时方便调节和拆卸。便调节和拆卸。便调节和拆卸。
技术研发人员:金亚娟
受保护的技术使用者:帕诺瓦智能科技(苏州)有限公司
技术研发日:2022.09.16
技术公布日:2023/1/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1