一种成型机粉末自动感应充填装置的制作方法
1.本实用新型涉及成型机技术领域,更具体地涉及一种成型机粉末自动感应充填装置。
背景技术:
2.粉末压制成形又称粉末模压成形,简称压制,它是粉末冶金生产中最早采用的成形方法。18世纪末和19世纪初,俄国和英国就用钢模压制制造铂制品。随后,粉末压制成形方法逐渐完善,用来压制各种含油轴承、粉末冶金减摩制品、粉末)台金机械结构零件等的压坯。20世纪30年代以来,粉末压制成形得到更大发展,压力机和模具设计等方面不断改进,能压制形状复杂零件,机械化和自动化程度更高。
3.现有的成型机粉末充填装置在使用的过程中存在着一些不足,比如不具有自动感应填充功能,对产品成形过程中尺寸或填充波动不能主动发现并予以补偿,为此我们提出一种新型的成型机粉末自动感应充填装置。
技术实现要素:
4.本部分的目的在于概述本实用新型的实施方式的一些方面以及简要介绍一些较佳实施方式。在本部分以及本申请的说明书摘要和实用新型名称中可能会做些简化或省略以避免使本部分、说明书摘要和实用新型名称的目的模糊,而这种简化或省略不能用于限制本实用新型的范围。
5.鉴于现有技术中存在的问题,提出了本实用新型。
6.因此,本实用新型的目的是提供一种成型机粉末自动感应充填装置,能够实现在使用的过程中,规避了粉末充填时的不稳定,导致尺寸与密度有较大波动,避免产品不良的损失,能够提升加工时效性;提高生产效率。
7.为解决上述技术问题,根据本实用新型的一个方面,本实用新型提供了如下技术方案:
8.一种成型机粉末自动感应充填装置,其包括机架和操作面板;
9.其中,
10.所述机架的顶部一侧设置有模腔,所述机架的一侧底部设置伺服电机,所述伺服电机的顶部设置有输出马达,所述机架的一侧设置有上料端口,且上料端口与模腔的底部相连接,所述机架的顶部一侧设置有感应器,且感应器的探头延伸至模腔内部;
11.所述操作面板设置在模腔的一侧,所述操作面板的前表面设置有显示器,所述操作面板的前表面设置有操作按钮。
12.作为本实用新型所述的一种成型机粉末自动感应充填装置的一种优选方案,其中:所述机架的底部四角设置有支撑脚架,且支撑脚架的底部设置有防滑垫片。
13.作为本实用新型所述的一种成型机粉末自动感应充填装置的一种优选方案,其中:所述模腔的一侧设置有与感应器相配合的通孔。
14.作为本实用新型所述的一种成型机粉末自动感应充填装置的一种优选方案,其中:所述感应器为红外线传感器。
15.作为本实用新型所述的一种成型机粉末自动感应充填装置的一种优选方案,其中:所述显示器为触摸显示屏。
16.作为本实用新型所述的一种成型机粉末自动感应充填装置的一种优选方案,其中:所述模腔的顶部一侧设置有警报灯,警报灯为三色警报。
17.作为本实用新型所述的一种成型机粉末自动感应充填装置的一种优选方案,其中:所述模腔的顶部一侧设置有观察口。
18.与现有技术相比,本实用新型的有益效果是:在模腔安装电机利用plc自动控制,可确保粉末填充饱满,解决原pm粉末冶金干压成型压制时缺料,产品良率得到了有效控制,规避了粉末充填时的不稳定,避免产品不良的损失,能够提升加工时效性;提高生产效率。
附图说明
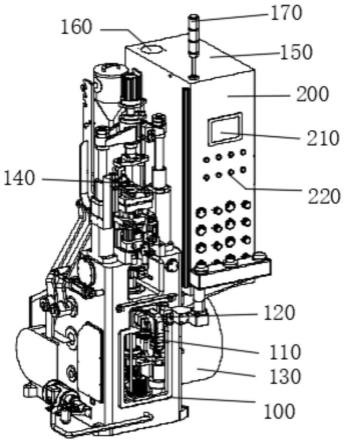
19.图1为本实用新型结构示意图。
20.附图标记为:100、机架;110、伺服电机;120、输出马达;130、上料端口;140、感应器;150、模腔;160、观察口;170、警报灯;200、操作面板;210、显示器;220、操作按钮。
具体实施方式
21.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。
22.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是本实用新型还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似推广,因此本实用新型不受下面公开的具体实施方式的限制。
23.其次,本实用新型结合示意图进行详细描述,在详述本实用新型实施方式时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本实用新型保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
24.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型的实施方式作进一步地详细描述。
25.本实用新型提供如下技术方案:一种成型机粉末自动感应充填装置,规避了粉末充填时的不稳定,导致产品尺寸与密度有较大波动,避免产品不良的损失,能够提升加工时效性;提高生产效率;
26.图1示出的是本实用新型一种成型机粉末自动感应充填装置一种实施例的结构示意图,其主体部分包括机架100和操作面板200;
27.请再次参阅图1,机架100的顶部一侧设置有模腔150,机架100的一侧底部设置伺服电机110,伺服电机110的顶部设置有输出马达120,机架100的一侧设置有上料端口130,且上料端口130与模腔150的底部相连接,机架100的顶部一侧设置有感应器140,且感应器140的探头延伸至模腔150内部;
28.请再次参阅图1,操作面板200设置在模腔150的一侧,操作面板200的前表面设置
有显示器210,操作面板200的前表面设置有操作按钮220;
29.请再次参阅图1,机架100的底部四角设置有支撑脚架,且支撑脚架的底部设置有防滑垫片;模腔150的一侧设置有与感应器140相配合的通孔;感应器140为红外线传感器;显示器210为触摸显示屏;模腔150的顶部一侧设置有警报灯170,警报灯170为三色警报;模腔150的顶部一侧设置有观察口160。
30.工作原理:在本实用新型使用的过程中,在模腔150安装电机利用plc自动控制,可确保粉末填充饱满,解决原pm粉末冶金干压成型压制时缺料,产品密度,产品尺寸波动超出规格要求范围予以自动补偿,产品良率得到了有效控制,规避了粉末充填时的不稳定,能够予以自动侦测并予以自动补偿,避免产品不良的损失,能够提升加工时效性;提高生产效率。
31.最后应说明的几点是:首先,在本申请的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
32.其次:本实用新型公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本实用新型同一实施例及不同实施例可以相互组合;
33.最后:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种成型机粉末自动感应充填装置,其特征在于:包括机架(100)和操作面板(200);其中,所述机架(100)的顶部一侧设置有模腔(150),所述机架(100)的一侧底部设置伺服电机(110),所述伺服电机(110)的顶部设置有输出马达(120),所述机架(100)的一侧设置有上料端口(130),且上料端口(130)与模腔(150)的底部相连接,所述机架(100)的顶部一侧设置有感应器(140),且感应器(140)的探头延伸至模腔(150)内部;所述操作面板(200)设置在模腔(150)的一侧,所述操作面板(200)的前表面设置有显示器(210),所述操作面板(200)的前表面设置有操作按钮(220)。2.根据权利要求1所述的一种成型机粉末自动感应充填装置,其特征在于:所述机架(100)的底部四角设置有支撑脚架,且支撑脚架的底部设置有防滑垫片。3.根据权利要求1所述的一种成型机粉末自动感应充填装置,其特征在于:所述模腔(150)的一侧设置有与感应器(140)相配合的通孔。4.根据权利要求1所述的一种成型机粉末自动感应充填装置,其特征在于:所述感应器(140)为红外线传感器。5.根据权利要求1所述的一种成型机粉末自动感应充填装置,其特征在于:所述显示器(210)为触摸显示屏。6.根据权利要求1所述的一种成型机粉末自动感应充填装置,其特征在于:所述模腔(150)的顶部一侧设置有警报灯(170),警报灯(170)为三色警报。7.根据权利要求1所述的一种成型机粉末自动感应充填装置,其特征在于:所述模腔(150)的顶部一侧设置有观察口(160)。
技术总结
本实用新型涉及成型机技术领域,且公开了一种成型机粉末自动感应充填装置,包括机架和操作面板;其中,所述机架的顶部一侧设置有模腔,所述机架的一侧底部设置伺服电机,所述伺服电机的顶部设置有输出马达,所述机架的一侧设置有上料端口,且上料端口与模腔的底部相连接,所述机架的顶部一侧设置有感应器,且感应器的探头延伸至模腔内部;所述操作面板设置在模腔的一侧,所述操作面板的前表面设置有显示器,所述操作面板的前表面设置有操作按钮,本实用新型设计合理,规避了粉末充填时的不稳定,如被侦测到充填或尺寸,密度有变化,会给与自动补偿,恢复到产品要求规格范围内,避免产品不良的损失,能够提升加工时效性,提高生产效率。效率。效率。
技术研发人员:刘基华 田明顺 邱慎武
受保护的技术使用者:广州市象上精机有限公司
技术研发日:2022.09.28
技术公布日:2023/2/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1