一种便于脱模且去除毛边的脱模机的制作方法
1.本实用新型涉及手表真空镀膜技术领域,具体为一种便于脱模且去除毛边的脱模机。
背景技术:
2.在手表的制作中,往往采取在真空中把金属、非金属和气体等材料用特定的技术基材上形成薄膜的表面处理工艺,用来增加手表的耐磨和抗腐蚀度,而在加工后需要通过人工取料的方式对其进行脱模。
3.如申请号为cn202120920743.6的实用新型公开了一种便于收集的手表真空镀膜装置,当镀膜完成后其多余的药液受到重力的影响掉落在导向斜坡上,向其低洼处进行汇集,进而便于上端外部设置的吸尘罩对其进行吸尘工作,其在抽风机的工作下通过气流管道将其向收集机构内部抽吸,导向斜坡的存在提高了废屑灰尘收集的效率,使其收集更加彻底,防护门的存在提高了整个装置的灵活性,便于使用者对主体内部的产品进行收集。
4.类似于上述申请的手表真空镀膜设备目前还存在以下不足:
5.在镀膜完成后难以对整个物件进行自动化脱模,进而影响整个手表加工的效率。
6.于是,有鉴于此,针对现有的结构及缺失予以研究改良,提出一种便于脱模且去除毛边的脱模机。
技术实现要素:
7.本实用新型的目的在于提供一种便于脱模且去除毛边的脱模机,以解决上述背景技术中提出的问题。
8.为实现上述目的,本实用新型提供如下技术方案:一种便于脱模且去除毛边的脱模机,包括工作台、脱模组件和修边组件,所述工作台上端中部开设有放置槽,用于顶出的所述脱模组件设置于放置槽内部底端,且脱模组件包括承接座和液压缸,所述承接座下端连接有液压缸,所述放置槽内部左右两端安装有用于夹持限位的定位组件,用于去毛刺的所述修边组件安装于工作台上端中部,且工作台上端滑动连接有用于收膜的卷膜组件。
9.进一步的,所述定位组件包括定位块和传动杆,且定位块远离放置槽的一侧转动连接有传动杆。
10.进一步的,所述定位组件还包括螺纹杆和驱动马达,所述传动杆远离定位块的一侧内部连接有螺纹杆,且螺纹杆一侧连接有驱动马达。
11.进一步的,所述传动杆通过螺纹杆与驱动马达传动连接,且传动杆与螺纹杆螺纹连接。
12.进一步的,所述修边组件包括机座、修边机和磨轮,且机座上端中部安装有修边机,所述修边机下端连接有磨轮。
13.进一步的,所述脱模组件还包括安装座和传动轴,且承接座上端通过传动轴转动连接有安装座。
14.进一步的,所述卷膜组件包括固定座、收膜辊、传动皮带和工作马达,且固定座上端转动连接有收膜辊,所述收膜辊后端转动连接有传动皮带,且传动皮带中部下端连接有工作马达。
15.本实用新型提供了一种便于脱模且去除毛边的脱模机,具备以下有益效果:
16.通过设置升降机构使得整个装置能够自动脱模出料,相应在镀膜后也能自动化脱膜,以减少人工的工作强度,相应配合修边机构对镀膜后的手表加工去除其表面的余料毛边。
17.1、本实用新型设置有承接座,在镀膜加工后通过液压缸的驱动带动上端的承接座上升或者下降处理,进而对放置在承接座上端安装座表面的物件进行自动化升降输送,实现对物件进行自动化脱模,相应配合上端限位的收膜辊的设置,使得物件在镀膜后通过承接座下降进行自动脱膜。
18.2、本实用新型设置有定位块,驱动马达带动螺纹杆转动,使得螺纹杆带动贯穿的传动杆,从而驱动传动杆顺应螺纹杆外端螺纹方向进行螺旋转动,使得顶端转动连接的定位块向中部滑动,对放置于放置槽内部的物件进行贴紧夹持,保证物件放置加工时的稳定性。
19.3、本实用新型设置有磨轮,在机座的中部安装有一块修边机,从而在修边机内部驱动件的驱动下使得下端的磨轮进行高频转动,对安装座上端放置的物件去除毛边,保证手表镀膜的精度。
附图说明
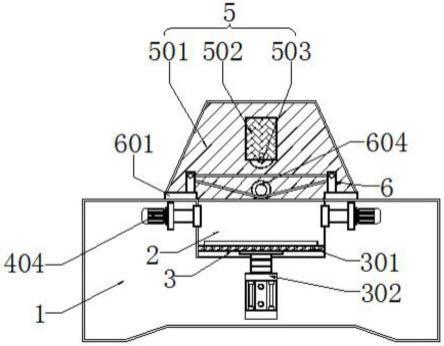
20.图1为本实用新型一种便于脱模且去除毛边的脱模机的整体正面结构示意图;
21.图2为本实用新型一种便于脱模且去除毛边的脱模机的定位组件结构示意图;
22.图3为本实用新型一种便于脱模且去除毛边的脱模机的承接座与安装座剖面立体结构示意图;
23.图4为本实用新型一种便于脱模且去除毛边的脱模机的固定座与收膜辊侧面连接结构示意图。
24.图中:1、工作台;2、放置槽;3、脱模组件;301、承接座;302、液压缸;303、安装座;304、传动轴;4、定位组件;401、定位块;402、传动杆;403、螺纹杆;404、驱动马达;5、修边组件;501、机座;502、修边机;503、磨轮;6、卷膜组件;601、固定座;602、收膜辊;603、传动皮带;604、工作马达。
具体实施方式
25.下面结合附图和实施例对本实用新型的实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不能用来限制本实用新型的范围。
26.如图1和图3所示,一种便于脱模且去除毛边的脱模机,包括工作台1、脱模组件3和修边组件5,工作台1上端中部开设有放置槽2,用于顶出的脱模组件3设置于放置槽2内部底端,且脱模组件3包括承接座301和液压缸302,承接座301下端连接有液压缸302,在镀膜加工后通过液压缸302的驱动带动上端的承接座301上升或者下降处理,进而对放置在承接座301上端安装座303表面的物件进行自动化升降输送,实现对物件进行自动化脱模,相应配
合上端限位的收膜辊602的设置,使得物件在镀膜后通过承接座301下降进行自动脱膜。脱模组件3还包括安装座303和传动轴304,且承接座301上端通过传动轴304转动连接有安装座303,承接座301上端转动连接有一块安装座303,进而使得安装座303上端放置的物件能够顺应传动轴304自转调节,易于通过上端修边机502对物件进行多位置修边加工。放置槽2内部左右两端安装有用于夹持限位的定位组件4,用于去毛刺的修边组件5安装于工作台1上端中部,且工作台1上端滑动连接有用于收膜的卷膜组件6。
27.如图1和图2所示,定位组件4包括定位块401和传动杆402,且定位块401远离放置槽2的一侧转动连接有传动杆402。定位组件4还包括螺纹杆403和驱动马达404,传动杆402远离定位块401的一侧内部连接有螺纹杆403,且螺纹杆403一侧连接有驱动马达404,传动杆402通过螺纹杆403与驱动马达404传动连接,且传动杆402与螺纹杆403螺纹连接,在驱动马达404的工作下带动螺纹杆403转动,使得螺纹杆403带动贯穿的传动杆402,从而驱动传动杆402顺应螺纹杆403外端螺纹方向进行螺旋转动,使得顶端转动连接的定位块401向中部滑动,对放置于放置槽2内部的物件进行贴紧夹持,保证物件放置加工时的稳定性。
28.如图1和图4所示,修边组件5包括机座501、修边机502和磨轮503,且机座501上端中部安装有修边机502,修边机502下端连接有磨轮503,在机座501的中部安装有一块修边机502,从而在修边机502内部驱动件的驱动下使得下端的磨轮503进行高频转动,对安装座303上端放置的物件去除毛边,保证手表镀膜的精度。卷膜组件6包括固定座601、收膜辊602、传动皮带603和工作马达604,且固定座601上端转动连接有收膜辊602,收膜辊602后端转动连接有传动皮带603,且传动皮带603中部下端连接有工作马达604。
29.综上,如图1至图3所示,该便于脱模且去除毛边的脱模机,使用时,首先将物件放置于安装座303上表面,进而在驱动马达404的工作下带动螺纹杆403转动,使得螺纹杆403带动贯穿的传动杆402,从而驱动传动杆402顺应螺纹杆403外端螺纹方向进行螺旋转动,使得顶端转动连接的定位块401向中部滑动,对放置于放置槽2内部的物件进行贴紧夹持,保证物件放置加工时的稳定性,接着通过镀膜处理,随后驱动马达404反向传动,使得定位块401松开对物件的夹持,而在镀膜完成后安装座303在承接座301以及液压缸302的驱动下进行下降,使得物件上端的膜料受收膜辊602的限制脱离,并使得固定座601向后滑动相错位,在液压缸302驱动下使得安装座303上升至相应高度,并再次通过驱动马达404的传动进行夹持,此时通过修边机502底端的磨轮503进行修边处理,对手表外端镀膜残存的余料进行精修去除,想要在加工过程中安装座303能够顺应传动轴304进行转动调节,相应每次调节都通过定位块401进行松开重新夹持定位,进而实现对手表的全方位的高精度修边处理,这样就完成了整个便于脱模且去除毛边的脱模机的使用过程。
30.本实用新型的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本实用新型限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本实用新型的原理和实际应用,并且使本领域的普通技术人员能够理解本实用新型从而设计适于特定用途的带有各种修改的各种实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1