一种涡轮出气壳生产用砂心成型装置的制作方法
本技术涉及涡轮出气壳生产,更具体地说,本技术涉及一种涡轮出气壳生产用砂心成型装置。
背景技术:
1、涡轮出气壳是一种通过浇铸金属液体而生产制造出来的工件,而在浇铸前首先要制作出外壳内模,涡轮出气壳的外壳内模即砂心,是通过成型装置制作而成,但是现有的砂心成型装置,在制作砂心的过程中需要工作人员手动晃动砂心成型装置,使砂子流进模穴,而砂心成型装置的重量较重,手动晃动砂心成型装置较为费力,使用较为不便。
技术实现思路
1、为了克服现有技术的上述缺陷,本实用新型的实施例提供一种涡轮出气壳生产用砂心成型装置,以解决在制作砂心的过程中需要工作人员手动晃动砂心成型装置,使砂子流进模穴,而砂心成型装置的重量较重,手动晃动砂心成型装置较为费力的问题。
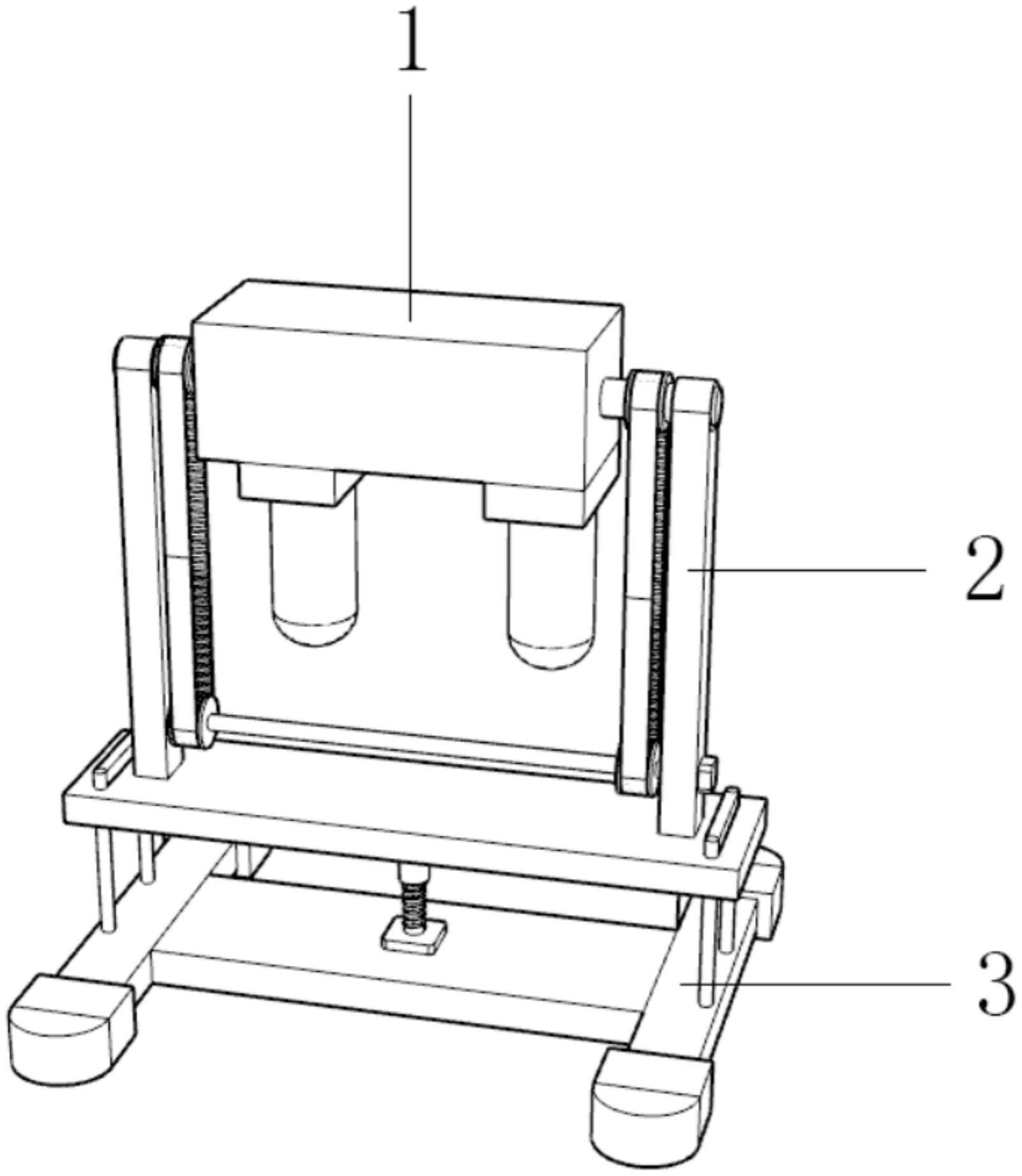
2、为解决上述技术问题,本实用新型提供如下技术方案:一种涡轮出气壳生产用砂心成型装置,包括砂心成型装置主体,所述砂心成型装置主体的外表面转动安装有晃动组件,所述晃动组件的底部固定安装有升降组件。
3、其中,所述晃动组件包括支撑架,所述支撑架的数量有两个,一个所述支撑架的底部固定安装有第一驱动装置,两个所述支撑架的底部固定安装有底板,所述第一驱动装置的中部固定安装有转轴,所述转轴的左右两侧均固定套接有传动组件,所述底板的四角均开设有圆孔。
4、其中,所述支撑架的顶部转动安装在砂心成型装置主体的左右两侧,所述转轴的左端转动安装在另一个支撑架的底部,所述传动组件的顶部固定套接在砂心成型装置主体的左右两侧。
5、其中,所述传动组件包括第一齿辊,所述第一齿辊的外表面啮合安装有传动带,所述传动带的底部啮合安装有第二齿辊,所述第一齿辊的内表面固定套接在砂心成型装置主体的左右两侧,所述传动带的内表面设置为齿状,所述第二齿辊的内表面固定套接在转轴的左右两侧。
6、其中,所述升降组件包括底座,所述底座的中部固定安装有第二驱动装置,所述第二驱动装置的中部固定安装有螺纹杆,所述螺纹杆的外表面螺纹安装有螺纹管,所述底座的左右两侧均固定安装有导向架,所述底座的四角均固定套接有防滑套。
7、其中,所述底座的形状设置为工字形,所述螺纹管的顶部固定安装在底板的底部,所述导向架的外表面活动套接在圆孔的内表面,所述防滑套的材质设置为橡胶材质,所述防滑套的外表面设置为糙面结构。
8、本实用新型的上述技术方案的有益效果如下:
9、上述方案中,在需要晃动砂心成型装置主体,使砂子充分流入模穴内时,工作人员可通过第一驱动装置驱动转轴顺逆时针往复转动,从而第二齿辊转动,传动传动带转动,再传动第一齿辊转动,带动砂心成型装置主体来回晃动,使砂子充分流入模穴内,利用上述结构,可自动晃动砂心成型装置主体,无需工作人员手动操作,较为省力,达到了便于制作砂心的效果;
10、在工作人员对砂心成型装置主体进行操作时,可通过第二驱动装置驱动螺纹杆转动,传动螺纹管上升或下降,使底板进行升降调节,直至调节成便于工作人员操作的高度,此过程中底板沿着导向架的外表面滑动,利用上述结构,可根据工作人员的身高体型调节砂心成型装置主体的高度,便于工作人员进行操作,达到了提高装置整体实用性的效果。
技术特征:
1.一种涡轮出气壳生产用砂心成型装置,包括砂心成型装置主体(1),其特征在于,所述砂心成型装置主体(1)的外表面转动安装有晃动组件(2),所述晃动组件(2)的底部固定安装有升降组件(3)。
2.根据权利要求1所述的一种涡轮出气壳生产用砂心成型装置,其特征在于,所述晃动组件(2)包括支撑架(21),所述支撑架(21)的数量有两个,一个所述支撑架(21)的底部固定安装有第一驱动装置(22),两个所述支撑架(21)的底部固定安装有底板(23),所述第一驱动装置(22)的中部固定安装有转轴(24),所述转轴(24)的左右两侧均固定套接有传动组件(25),所述底板(23)的四角均开设有圆孔(26)。
3.根据权利要求2所述的一种涡轮出气壳生产用砂心成型装置,其特征在于,所述支撑架(21)的顶部转动安装在砂心成型装置主体(1)的左右两侧,所述转轴(24)的左端转动安装在另一个支撑架(21)的底部,所述传动组件(25)的顶部固定套接在砂心成型装置主体(1)的左右两侧。
4.根据权利要求2所述的一种涡轮出气壳生产用砂心成型装置,其特征在于,所述传动组件(25)包括第一齿辊(251),所述第一齿辊(251)的外表面啮合安装有传动带(252),所述传动带(252)的底部啮合安装有第二齿辊(253),所述第一齿辊(251)的内表面固定套接在砂心成型装置主体(1)的左右两侧,所述传动带(252)的内表面设置为齿状,所述第二齿辊(253)的内表面固定套接在转轴(24)的左右两侧。
5.根据权利要求1所述的一种涡轮出气壳生产用砂心成型装置,其特征在于,所述升降组件(3)包括底座(31),所述底座(31)的中部固定安装有第二驱动装置(32),所述第二驱动装置(32)的中部固定安装有螺纹杆(33),所述螺纹杆(33)的外表面螺纹安装有螺纹管(34),所述底座(31)的左右两侧均固定安装有导向架(35),所述底座(31)的四角均固定套接有防滑套(36)。
6.根据权利要求5所述的一种涡轮出气壳生产用砂心成型装置,其特征在于,所述底座(31)的形状设置为工字形,所述螺纹管(34)的顶部固定安装在底板(23)的底部,所述导向架(35)的外表面活动套接在圆孔(26)的内表面,所述防滑套(36)的材质设置为橡胶材质,所述防滑套(36)的外表面设置为糙面结构。
技术总结
本技术公开了一种涡轮出气壳生产用砂心成型装置,包括砂心成型装置主体,砂心成型装置主体的外表面转动安装有晃动组件,晃动组件的底部固定安装有升降组件。上述方案中,在需要晃动砂心成型装置主体时,工作人员可通过第一驱动装置驱动砂心成型装置主体来回晃动,使砂子充分流入模穴内,利用上述结构,可自动晃动砂心成型装置主体,无需工作人员手动操作,较为省力,达到了便于制作砂心的效果;工作人员可通过第二驱动装置驱动底板进行升降调节,直至调节成便于工作人员操作的高度,利用上述结构,可根据工作人员的身高体型调节砂心成型装置主体的高度,便于工作人员进行操作,达到了提高装置整体实用性的效果。
技术研发人员:于杰
受保护的技术使用者:大连宇杰机械铸造有限公司
技术研发日:20221031
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!