一种低压铸造机用自动锁模机构的制作方法
本技术涉及汽车低压铸造领域,具体为一种低压铸造机用自动锁模机构。
背景技术:
1、低压铸造是金属液体在压力作用下由下而上地充填型并在压力下凝固成形的一种方法,由于所用的压力较低(通常0.02~0.08mpa),故称之为低压铸造。低压铸造装备一般是由铝液保温炉、机架(铸造机主体)、模具冷却系统、垂直升降、接料机构和控制系统组成,而铸造机主体在进行铸造时,需要将模具压紧固定之后通过铝液保温炉导入铝液进入模具之中进行铸件。
2、在低压铸造时模具安装板其承受压力较大,为了防止活动板与模具安装板被顶开,大多采用液压油缸来对模具安装板进行压紧,并通过锁模装置进行机械锁定,即在导柱之上设立凹槽,当液压油缸推动模具安装板与活动板进行合模后,通过液压楔机构与凹槽卡合进行锁模,使得液压油缸被锁住而不受铸造影响导致移动从而带动模具变动,此种方式为行业中大多采用的结构,但其结构复杂是一直存在的问题,即安装不方便且安装后不易进行拆卸,需要大量人力投入,且后期维护困难,并且锁模机构循环速率低,开合模的效率也造成一定影响。
技术实现思路
1、(一)解决的技术问题
2、本实用新型要解决的技术问题是:传统低压铸造合模后采用液压油缸推动模具安装板来对模具进行锁模压紧,锁模机构相对复杂安装维护困难不易进行拆卸,且并且锁模机构循环速率低,对开合模的效率也造成一定影响。
3、(二)技术方案
4、为解决上述问题,本实用新型提供如下技术方案:
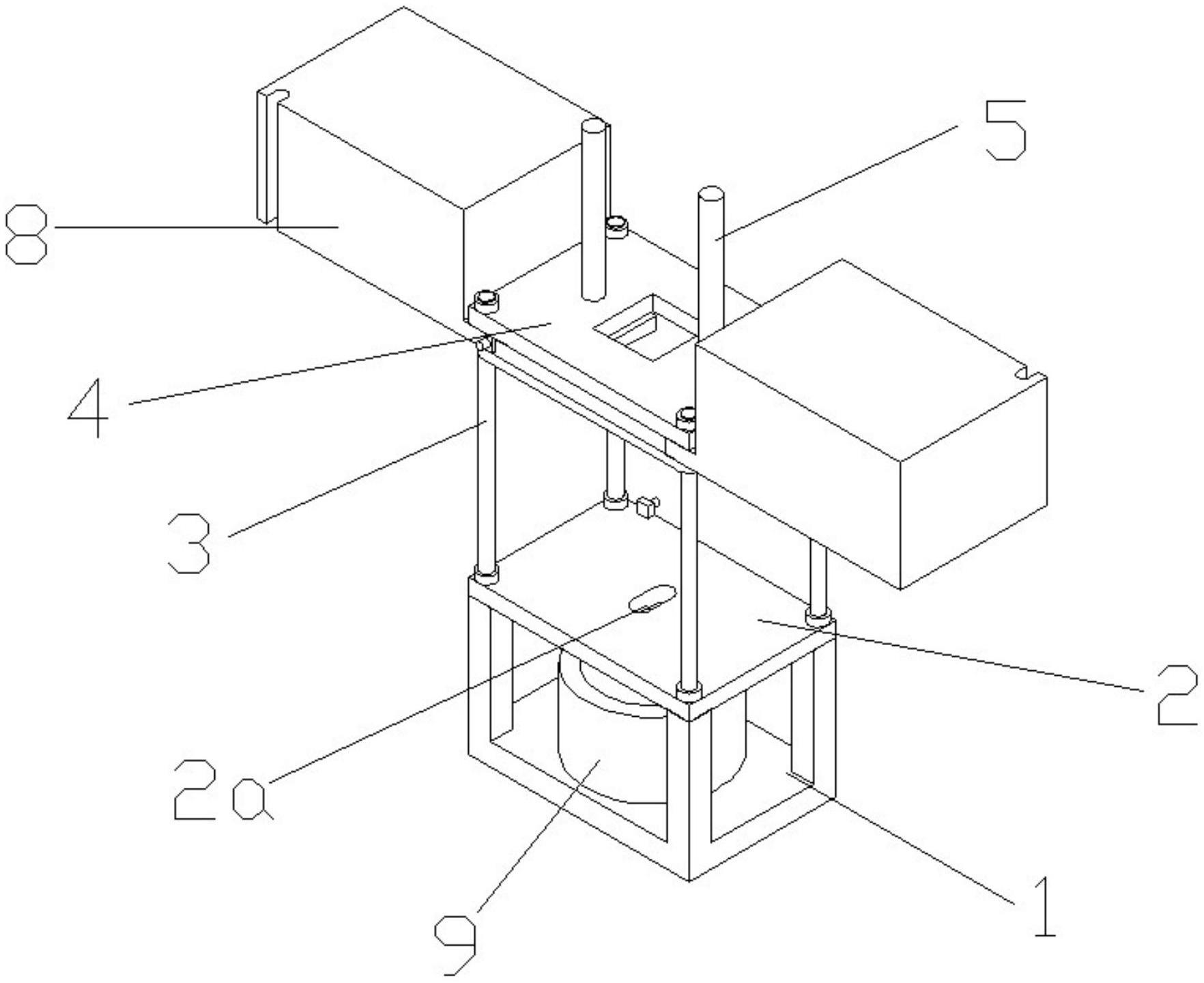
5、一种低压铸造机用自动锁模机构,包括低压铸造机本体,所述低压铸造机本体包括支撑组件,所述支撑组件上设有模具下安装板,所述模具下安装板四角设有导柱,所述导柱顶端设有支撑板,所述支撑板上设有液压缸,所述液压缸靠近所述模具下安装板一端设有模具上安装板,所述模具上安装板上设有复位油缸,所述模具上安装板两侧设有锁模块,所述锁模块上设有旋转底板,所述旋转底板一端设有固定环,所述锁模块通过所述固定环与所述导柱连接,所述旋转底板另一端设有第一咬合部,所述旋转底板一侧设有支撑块,所述支撑块靠近所述固定环一侧设有第二咬合部。
6、进一步,所述支撑组件上设有铝液保温炉,所述铝液保温炉中设有升液管,所述模具下安装板上开有铝液入口。
7、进一步,所述支撑板固定于所述导柱顶端,所述液压缸一端与所述模具上安装板固定连接。
8、进一步,所述复位油缸为小型液压油缸,数量为两个且运动方向相反,所述复位油缸一端设有推动卡板。
9、进一步,所述锁模块为高硬度轻重量材质制成,所述锁模块呈l型。
10、进一步,所述支撑块高度高于所述旋转底板高度,所述支撑块与所述旋转底板为一体式结构。
11、进一步,所述固定环、第一咬合部、第二咬合部皆呈圆形槽口状,且与所述导柱直径相同。
12、进一步,所述旋转底板靠近所述固定环处设有限位柱,所述固定环一侧内壁设有螺纹孔,所述限位柱与所述旋转底板通过螺纹连接。
13、(三)有益效果
14、本实用新型的有益效果是:
15、1.采用锁模块与导柱连接并能绕导柱进行旋转,当液压缸推动模具上安装板进行合模时,通过锁模块绕导柱进行旋转九十度并通过第二咬合部与导柱进行卡合来使锁模块的支撑块嵌入模具上安装板之上,并处于模具上安装板与支撑板之间提供锁模与限位支撑,使得铸件过程稳定不会移动,当模具铸件完毕后,通过复位油缸推动锁模块复位,支撑块转出旋转底板复位,并通过液压缸带动。此时液压缸复位,其开合模效率高且结构简单。
16、2.锁模块可随时进行拆卸与更换,适用不同规格的模具且安装方便,维护简单,其造价低极大节省了生产成本。
技术特征:
1.一种低压铸造机用自动锁模机构,其特征在于:包括低压铸造机本体(1),所述低压铸造机本体(1)包括支撑组件(1a),所述支撑组件(1a)上设有模具下安装板(2),所述模具下安装板(2)四角设有导柱(3),所述导柱(3)顶端设有支撑板(4),所述支撑板(4)上设有液压缸(5),所述液压缸(5)靠近所述模具下安装板(2)一端设有模具上安装板(6),所述模具上安装板(6)上设有复位油缸(7),所述模具上安装板(6)两侧设有锁模块(8),所述锁模块(8)上设有旋转底板(8a),所述旋转底板(8a)一端设有固定环(8aa),所述锁模块(8)通过所述固定环(8aa)与所述导柱(3)连接,所述旋转底板(8a)另一端设有第一咬合部(8ab),所述旋转底板(8a)一侧设有支撑块(8b),所述支撑块(8b)靠近所述固定环(8aa)一侧设有第二咬合部(8ba)。
2.根据权利要求1所述的一种低压铸造机用自动锁模机构,其特征在于:所述支撑组件(1a)上设有铝液保温炉(9),所述铝液保温炉(9)中设有升液管,所述模具下安装板(2)上开有铝液入口(2a)。
3.根据权利要求2所述的一种低压铸造机用自动锁模机构,其特征在于:所述支撑板(4)固定于所述导柱(3)顶端,所述液压缸(5)一端与所述模具上安装板(6)固定连接。
4.根据权利要求1所述的一种低压铸造机用自动锁模机构,其特征在于:所述复位油缸(7)为小型液压油缸,数量为两个且运动方向相反,所述复位油缸(7)一端设有推动卡板(7a)。
5.根据权利要求1所述的一种低压铸造机用自动锁模机构,其特征在于:所述锁模块(8)为高硬度轻重量材质制成,所述锁模块(8)呈l型。
6.根据权利要求1所述的一种低压铸造机用自动锁模机构,其特征在于:所述支撑块(8b)高度高于所述旋转底板(8a),所述支撑块(8b)与所述旋转底板(8a)为一体式结构。
7.根据权利要求1所述的一种低压铸造机用自动锁模机构,其特征在于:所述固定环(8aa)、第一咬合部(8ab)、第二咬合部(8ba)皆呈圆形槽口状,且与所述导柱(3)直径相同。
8.根据权利要求1所述的一种低压铸造机用自动锁模机构,其特征在于:所述旋转底板(8a)靠近所述固定环(8aa)处设有限位柱(8c),所述固定环(8aa)一侧内壁设有螺纹孔,所述限位柱(8c)与所述旋转底板(8a)通过螺纹连接。
技术总结
本技术公开了一种低压铸造机用自动锁模机构,包括低压铸造机本体,所述低压铸造机本体包括支撑组件,所述支撑组件上设有模具下安装板,所述模具下安装板四角设有导柱,所述导柱顶端设有支撑板,所述支撑板上设有液压缸,所述液压缸靠近所述模具下安装板一端设有模具上安装板,所述模具上安装板上设有复位油缸,所述模具上安装板两侧设有锁模块;本技术的有益效果:开合模效率高且结构简单,锁模块可随时进行拆卸与更换,适用不同规格的模具且安装方便,维护简单,其造价低极大节省了生产成本。
技术研发人员:赵永伟
受保护的技术使用者:江苏天鼎精密机械有限公司
技术研发日:20221101
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!