电磁阀阀芯内孔自动精磨床的制作方法
本技术涉及阀芯的机加工设备,具体为电磁阀阀芯内孔自动精磨床。
背景技术:
1、电磁阀(electromagnetic valve)是用电磁控制的工业设备,是用来控制流体的自动化基础元件,属于执行器,并不限于液压、气动。电磁阀的磁芯是其重要部件,影响到整体电磁阀的使用。磁芯在加工中有一个步骤使对阀芯的内孔进行打磨,需要配合相应的设备对其加工,因此在发明的过程中查询到公告号为cn 206869570 u的专利文件。但是采用其并不能对本申请需要打磨的阀芯进行较好的打磨,需要进行改进。
技术实现思路
1、本实用新型主要是提供电磁阀阀芯内孔自动精磨床,解决现有技术不能对本申请需要打磨的阀芯进行较好的打磨的问题。
2、为了解决上述技术问题,本实用新型采用如下技术方案:
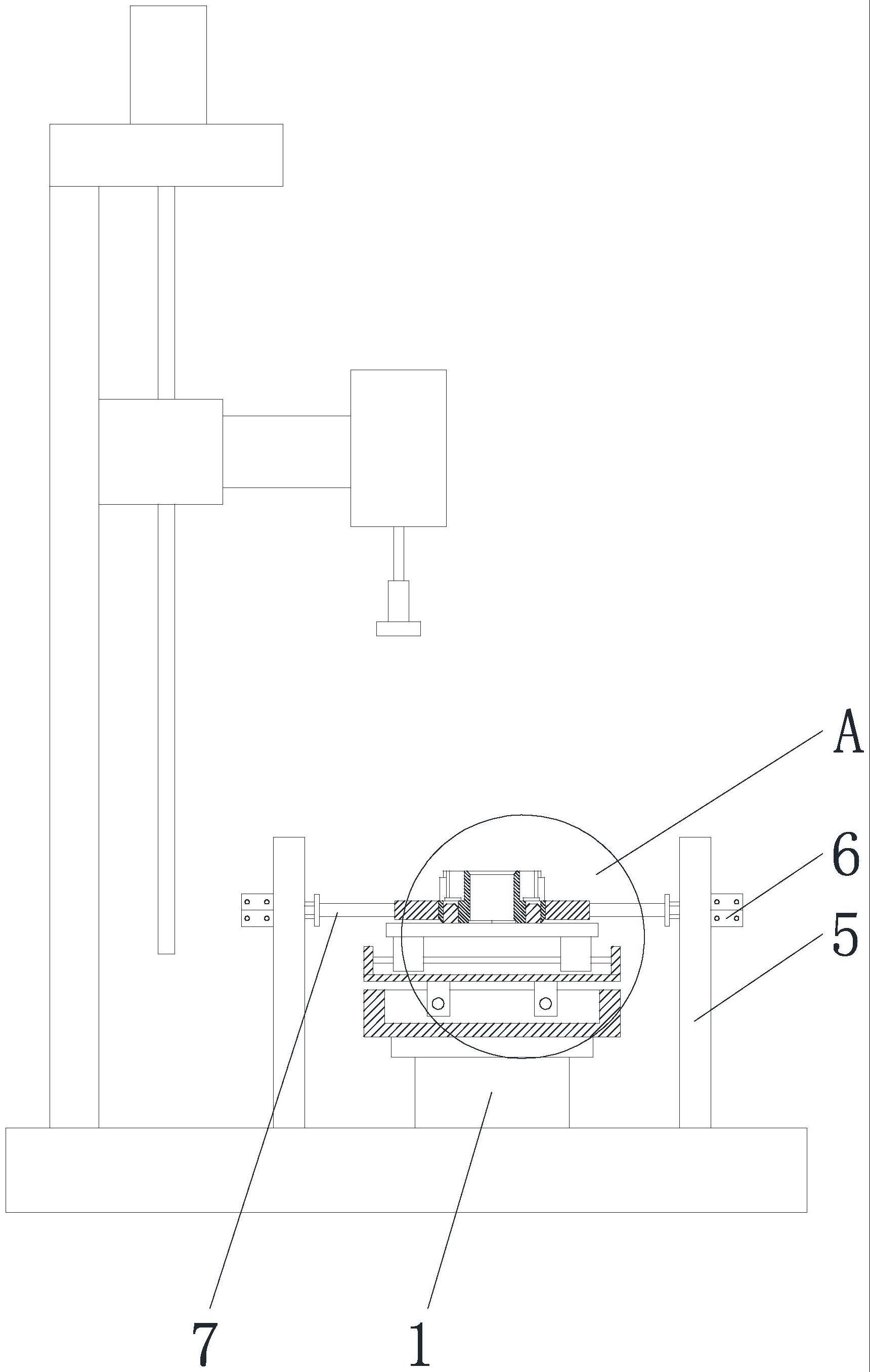
3、电磁阀阀芯内孔自动精磨床,包括夹持机构和打磨机构,所述夹持机构包括移动组件、设置于所述移动组件上的阀芯定位座和设置于所述移动组件两侧的调节组件;所述阀芯定位座包括设置于所述移动组件上的底座、设置于所述底座上设置有十字滑座和设置于所述十字滑座上的固定座;所述调节组件包括设置于所述移动组件两侧的立架,所述立架上设置有气缸,所述气缸的输出端设置有抵杆,所述抵杆的内端设置有用于夹持阀芯的内弧环。其中,移动组件和打磨机构可以采用现有技术中的任意一种,只要能够实现其工作原理即可。使用时,将需要打磨的阀芯放置于固定座上,通过移动组件带动底座移动,从而使阀芯达到打磨机构下方的打磨工位上,然后调节组件中的气缸开始工作,将抵杆推出,从而让抵杆的内弧环卡住阀芯的外侧壁,如果阀芯的位置有偏差,则在抵杆在抵住的过程中由于设置有十字滑座,那么阀芯会在十字方向上调整位置。这样设置,能够通过十字滑座在平面坐标上调整阀芯的位置,从而使阀芯被抵杆带动处于加工工位中心,且通过抵杆和固定座对阀芯进行较好的定位,从而使阀芯的位置更精确,从而使打磨机构更好的对阀芯进行打磨。
4、进一步,所述移动组件采用直线滑轨,所述底座设置于所述直线滑轨的滑轨座上。采用直线导轨,在使用时能够来回拉动底座移动。
5、进一步,所述十字滑座的任一滑动方向与所述移动组件的移动方向平行。这样设置,能够使阀芯的一移动方向处于与移动组件的移动方向平行,更好的配合抵杆进行位置调节。
6、进一步,所述固定座上设置有配合阀芯固定的环凸。这样设置,能够较好地配合需要加工的阀芯固定其底部。
7、进一步,所述环凸上端设置有倒角。这样设置,能够方便阀芯的安装。
8、有益效果:使用时,将需要打磨的阀芯放置于固定座上,通过移动组件带动底座移动,从而使阀芯达到打磨机构下方的打磨工位上,然后调节组件中的气缸开始工作,将抵杆推出,从而让抵杆的内弧环卡住阀芯的外侧壁,如果阀芯的位置有偏差,则在抵杆在抵住的过程中由于设置有十字滑座,那么阀芯会在十字方向上调整位置。这样设置,能够通过十字滑座在平面坐标上调整阀芯的位置,从而使阀芯被抵杆带动处于加工工位中心,且通过抵杆和固定座对阀芯进行较好的定位,从而使阀芯的位置更精确,从而使打磨机构更好的对阀芯进行打磨。
技术特征:
1.电磁阀阀芯内孔自动精磨床,包括夹持机构和打磨机构,其特征在于:所述夹持机构包括移动组件、设置于所述移动组件上的阀芯定位座和设置于所述移动组件两侧的调节组件;所述阀芯定位座包括设置于所述移动组件上的底座、设置于所述底座上设置有十字滑座和设置于所述十字滑座上的固定座;所述调节组件包括设置于所述移动组件两侧的立架,所述立架上设置有气缸,所述气缸的输出端设置有抵杆,所述抵杆的内端设置有用于夹持阀芯的内弧环。
2.根据权利要求1所述的电磁阀阀芯内孔自动精磨床,其特征在于:所述移动组件采用直线滑轨,所述底座设置于所述直线滑轨的滑轨座上。
3.根据权利要求1所述的电磁阀阀芯内孔自动精磨床,其特征在于:所述十字滑座的任一滑动方向与所述移动组件的移动方向平行。
4.根据权利要求1所述的电磁阀阀芯内孔自动精磨床,其特征在于:所述固定座上设置有配合阀芯固定的环凸。
5.根据权利要求4所述的电磁阀阀芯内孔自动精磨床,其特征在于:所述环凸上端设置有倒角。
技术总结
本技术涉及阀芯的机加工设备技术领域,且公开了电磁阀阀芯内孔自动精磨床,包括夹持机构和打磨机构,所述夹持机构包括移动组件、阀芯定位座和调节组件;所述阀芯定位座包括底座、十字滑座和固定座;所述调节组件包括立架、气缸、抵杆和内弧环。这样设置,能够通过十字滑座在平面坐标上调整阀芯的位置,从而使阀芯被抵杆带动处于加工工位中心,且通过抵杆和固定座对阀芯进行较好的定位,从而使阀芯的位置更精确,从而使打磨机构更好的对阀芯进行打磨。
技术研发人员:金宇骄,邱振华
受保护的技术使用者:苏州佰富杏一智能制造有限公司
技术研发日:20221125
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!